Você também pode gostar
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNota: 4.5 de 5 estrelas4.5/5 (10)
- Bs en 14399 Parts 1 To 8Documento7 páginasBs en 14399 Parts 1 To 8ramonyk_003558100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesNo EverandWeld Like a Pro: Beginning to Advanced TechniquesNota: 4.5 de 5 estrelas4.5/5 (6)
- BS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)Documento24 páginasBS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)EmreAinda não há avaliações
- 2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Documento6 páginas2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Dino NoAinda não há avaliações
- Aa Spec 373001Documento13 páginasAa Spec 373001JDAinda não há avaliações
- Hot Rolled Structural Steel Products 2019 PDFDocumento35 páginasHot Rolled Structural Steel Products 2019 PDFRavinduAinda não há avaliações
- Aatc Spec 114012Documento39 páginasAatc Spec 114012JD100% (1)
- BS 7419 PDFDocumento13 páginasBS 7419 PDFОлег СоловьевAinda não há avaliações
- ASTM A490M High Strength Steel BoltsDocumento6 páginasASTM A490M High Strength Steel BoltsrogersampaiocostaAinda não há avaliações
- En 10025 PDFDocumento35 páginasEn 10025 PDFAbdelali88% (8)
- S3LDocumento1 páginaS3LkcarmachAinda não há avaliações
- ISO 15614-1 - 2004 - Red Corr 2008-1Documento5 páginasISO 15614-1 - 2004 - Red Corr 2008-1TasmanijskaNemaAinda não há avaliações
- Quality Control in Design and Supervision Can Eliminate Lamellar TearingDocumento5 páginasQuality Control in Design and Supervision Can Eliminate Lamellar Tearingdurandm10Ainda não há avaliações
- BS en 1090-2 - 2008 and PD 6705-2 - 2010Documento8 páginasBS en 1090-2 - 2008 and PD 6705-2 - 2010Yoshua YangAinda não há avaliações
- AllThread Comparison Guide en 14399 Vs As 1252Documento14 páginasAllThread Comparison Guide en 14399 Vs As 1252George StefAinda não há avaliações
- BS en 10210-2-2019Documento46 páginasBS en 10210-2-2019Federico De MartiniAinda não há avaliações
- BS en 14399-3-2015Documento32 páginasBS en 14399-3-2015WeldedSplice100% (3)
- Non Preload BSEN15048 CE1 PDFDocumento3 páginasNon Preload BSEN15048 CE1 PDFAnonymous 37PvyXCAinda não há avaliações
- BS en Iso 9606-1-2017Documento46 páginasBS en Iso 9606-1-2017LUZ MERY100% (3)
- Historical Beam SectionsDocumento77 páginasHistorical Beam SectionsMohammed Hafiz100% (1)
- Australian Standard: Bolts, Studbolts and Nuts For Flanges and Other High and Low Temperature ApplicationsDocumento8 páginasAustralian Standard: Bolts, Studbolts and Nuts For Flanges and Other High and Low Temperature ApplicationsBùi Cảnh Trung50% (2)
- Section 4 - BS3974Documento21 páginasSection 4 - BS3974vsubhramaniyun100% (1)
- Carriage Bolt Square Neck Round Head ScrewsDocumento1 páginaCarriage Bolt Square Neck Round Head ScrewsBalaji Kanduri100% (1)
- Non Preload Assemblies BS en 15048 12Documento4 páginasNon Preload Assemblies BS en 15048 12AtanasKostadinov100% (1)
- Iso 4033 2012 12 PDFDocumento14 páginasIso 4033 2012 12 PDFamilcarsoaresAinda não há avaliações
- Pressure Equipment - : Part 4: Establishment of Technical Delivery Conditions For Metallic MaterialsDocumento48 páginasPressure Equipment - : Part 4: Establishment of Technical Delivery Conditions For Metallic MaterialsAhmed Hussien50% (2)
- En 14399-6Documento8 páginasEn 14399-6jrtestAinda não há avaliações
- Iso 4759-1 2000 PDFDocumento8 páginasIso 4759-1 2000 PDFangelokyo100% (1)
- Totten CatalogDocumento19 páginasTotten CatalogxpertsteelAinda não há avaliações
- BS en 14399-4-2015Documento24 páginasBS en 14399-4-2015WeldedSplice0% (1)
- ISO 5457 - Technical Product Documentation - SizesDocumento11 páginasISO 5457 - Technical Product Documentation - Sizesgrzybek12Ainda não há avaliações
- Iso 10684 PDFDocumento27 páginasIso 10684 PDFsasenthil241464Ainda não há avaliações
- EN14399-HS Bolted Assemblies For PreloadingDocumento8 páginasEN14399-HS Bolted Assemblies For Preloadinggabimaier31Ainda não há avaliações
- Aws A 2.4 PDFDocumento118 páginasAws A 2.4 PDFWanderley FonsecaAinda não há avaliações
- SPECDocumento24 páginasSPECnavinzhereAinda não há avaliações
- Din en Iso - 10684Documento27 páginasDin en Iso - 10684Guillermo Torres100% (1)
- Bs3692 PDFDocumento62 páginasBs3692 PDFstructuralengineers100% (1)
- Din en 14399 5Documento11 páginasDin en 14399 5Walther LaricoAinda não há avaliações
- BS en 10365-2017Documento38 páginasBS en 10365-2017Martin Urriza VelazquezAinda não há avaliações
- Metsec Purlin Technical ManualDocumento88 páginasMetsec Purlin Technical ManualAnbalaganV100% (2)
- BS449 2Documento126 páginasBS449 2alsghchl100% (1)
- Api TR 938-CDocumento7 páginasApi TR 938-CAdrian Gonzalez100% (1)
- Detecting Laminations in Thick Steel PlatesDocumento4 páginasDetecting Laminations in Thick Steel PlatesirmakAinda não há avaliações
- BS EN ISO 2553 2013 WeldsDocumento64 páginasBS EN ISO 2553 2013 WeldsMAHESHAinda não há avaliações
- Design With Weldox and HardoxDocumento146 páginasDesign With Weldox and Hardoxgkhn100% (5)
- EN10060 HotRolledParts DimensionaandTolerancesDocumento12 páginasEN10060 HotRolledParts DimensionaandTolerancesEidrish ShaikhAinda não há avaliações
- BS en 10028-4-2017Documento18 páginasBS en 10028-4-2017Ly KhoaAinda não há avaliações
- DIN Handbook 404Documento834 páginasDIN Handbook 404Maurício Duarte de Andrade100% (5)
- Bapp A4 Stru Bro 2011Documento24 páginasBapp A4 Stru Bro 2011Pete SwiftAinda não há avaliações
- TriMarkCatalog PDFDocumento50 páginasTriMarkCatalog PDFCarlos Enrique Vina MirandaAinda não há avaliações
- Understanding - Unbrako Fasteners (Technical Brochure)Documento48 páginasUnderstanding - Unbrako Fasteners (Technical Brochure)pavan_jssatebAinda não há avaliações
- SAPPCODocumento12 páginasSAPPCOKelly Bates100% (1)
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocumento1 páginaPerformance Sheet Drill Pipe: Pipe Body: Tubular Assemblymsm.ele2009Ainda não há avaliações
- QUOTATION For WINORAC 12 12 23Documento4 páginasQUOTATION For WINORAC 12 12 23Kasarachi AmadiAinda não há avaliações
- RASCO CatalogDocumento17 páginasRASCO Catalogdesters1120Ainda não há avaliações
- Bühler Chain CatalogDocumento32 páginasBühler Chain CatalogenricoorAinda não há avaliações
- HeavyWeight 3.5 25.58lbs NC-38Documento3 páginasHeavyWeight 3.5 25.58lbs NC-38Инженер Луис А. ГарсиаAinda não há avaliações
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocumento2 páginasPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyGarcia C L AlbertoAinda não há avaliações
- Automotive TestingDocumento4 páginasAutomotive Testingtahera aqeelAinda não há avaliações
- The General Principles of Detailed Design at Ruukki Construction LTDDocumento51 páginasThe General Principles of Detailed Design at Ruukki Construction LTDJoseph BookerAinda não há avaliações
- Technical: ManualDocumento48 páginasTechnical: ManualJoseph BookerAinda não há avaliações
- Eurocode Verification of A Runway Beam Subject To Wheel Loads - Part 1Documento3 páginasEurocode Verification of A Runway Beam Subject To Wheel Loads - Part 1José Miguel BarataAinda não há avaliações
- Dudek I-Beams (Dib) Span Tables Floor AplicationsDocumento4 páginasDudek I-Beams (Dib) Span Tables Floor AplicationsJoseph BookerAinda não há avaliações
- Tips For Avoiding Crane Runway ProblemsDocumento25 páginasTips For Avoiding Crane Runway ProblemsAshishAinda não há avaliações
- WS TDG 36 Engineered Woods and Fabrication Specification 09-20Documento14 páginasWS TDG 36 Engineered Woods and Fabrication Specification 09-20Joseph BookerAinda não há avaliações
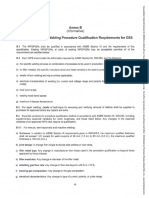
- Requirements For Overhead Cranes Rails: Annex 1Documento21 páginasRequirements For Overhead Cranes Rails: Annex 1Fuad KhoirulAinda não há avaliações
- PCs Corbel EN 4 2009 1228 0 PDFDocumento32 páginasPCs Corbel EN 4 2009 1228 0 PDFJoseph BookerAinda não há avaliações
- AD-411 Design of Web To Flange Welds in Plate GirdersDocumento1 páginaAD-411 Design of Web To Flange Welds in Plate GirdersJoseph BookerAinda não há avaliações
- Illustration of Fatigue Design of A Crane Runway BeamDocumento3 páginasIllustration of Fatigue Design of A Crane Runway BeamJoseph BookerAinda não há avaliações
- Dudek ETA 14 0181 Dudek I Beams ENDocumento20 páginasDudek ETA 14 0181 Dudek I Beams ENJoseph BookerAinda não há avaliações
- AD 352 Fatigue Assessment of Crane Supporting Structures To Eurocode 3Documento1 páginaAD 352 Fatigue Assessment of Crane Supporting Structures To Eurocode 3Joseph BookerAinda não há avaliações
- WS TDG 35 Floor Diaphrams in Timber Buildings 09-20Documento34 páginasWS TDG 35 Floor Diaphrams in Timber Buildings 09-20Joseph Booker100% (1)
- Dudek Roof Detail DrawingsDocumento31 páginasDudek Roof Detail DrawingsJoseph BookerAinda não há avaliações
- WS TDG 32 Long Span Roofs - LVL Portal Frames and Trusses 09-20Documento39 páginasWS TDG 32 Long Span Roofs - LVL Portal Frames and Trusses 09-20Joseph BookerAinda não há avaliações
- Quick-Connect Moment Connection: Technical Design Guide Issued by Forest and Wood Products AustraliaDocumento28 páginasQuick-Connect Moment Connection: Technical Design Guide Issued by Forest and Wood Products AustraliaJoseph BookerAinda não há avaliações
- WS TDG 30 Timber Concrete Composite Floors 09-20Documento56 páginasWS TDG 30 Timber Concrete Composite Floors 09-20Joseph BookerAinda não há avaliações
- WS TDG 34 Timber Rivet Connection 09-20Documento82 páginasWS TDG 34 Timber Rivet Connection 09-20Joseph BookerAinda não há avaliações
- Fire Design: Technical Design Guide Issued by Forest and Wood Products AustraliaDocumento28 páginasFire Design: Technical Design Guide Issued by Forest and Wood Products AustraliaThomas ChaiAinda não há avaliações
- WS TDG 02 Timber Framed Construction Class 2&3 09-20Documento68 páginasWS TDG 02 Timber Framed Construction Class 2&3 09-20Joseph BookerAinda não há avaliações
- Design of wall diaphragms according to EC5Documento8 páginasDesign of wall diaphragms according to EC5Joseph BookerAinda não há avaliações
- Timber-Framed Construction For Townhouse Buildings Class 1aDocumento44 páginasTimber-Framed Construction For Townhouse Buildings Class 1aOwen PerrinAinda não há avaliações
- DesInModCon PDFDocumento278 páginasDesInModCon PDFJoseph Booker100% (3)
- TX Wind Workshops Hour 3 Shearwalls and DiaphragmsDocumento87 páginasTX Wind Workshops Hour 3 Shearwalls and DiaphragmsAzeemuddin Gulam MohammedAinda não há avaliações
- Analysis of Fully Anchored Light-Frame Timber Shear Walls-Elastic ModelDocumento12 páginasAnalysis of Fully Anchored Light-Frame Timber Shear Walls-Elastic ModelJoseph BookerAinda não há avaliações
- On Gust Buffeting Design of Slender Chimneys - Building Interference and FatigueDocumento189 páginasOn Gust Buffeting Design of Slender Chimneys - Building Interference and FatigueJoseph Booker100% (1)
- Racking Performance of Platform Timber Frame WallsDocumento224 páginasRacking Performance of Platform Timber Frame WallsJoseph BookerAinda não há avaliações
- Analysis of Shear Walls For Multi-Storey Timber Buildings PDFDocumento54 páginasAnalysis of Shear Walls For Multi-Storey Timber Buildings PDFRive NetAinda não há avaliações
- Mechanical PropertiesDocumento4 páginasMechanical PropertiesSh KittanehAinda não há avaliações
- EN 1991-1-4 Denmark NADocumento10 páginasEN 1991-1-4 Denmark NAcpm101Ainda não há avaliações
- Tautwire MK 15BDocumento38 páginasTautwire MK 15BValentin JonovAinda não há avaliações
- PMRC Mar Va 111 - Butterfly Valve To Api 609Documento13 páginasPMRC Mar Va 111 - Butterfly Valve To Api 609adamsaufimahmud1988Ainda não há avaliações
- Maintaining Resilient Wedge Gate ValvesDocumento16 páginasMaintaining Resilient Wedge Gate ValvesAriel DimacaliAinda não há avaliações
- Air Shaft Maintenance ManualDocumento20 páginasAir Shaft Maintenance ManualAlex ChaconAinda não há avaliações
- Steel BookDocumento477 páginasSteel BookAKSHEYMEHTAAinda não há avaliações
- Instruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockDocumento14 páginasInstruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockFer NuñezAinda não há avaliações
- Kubota V Manual U15 3Documento212 páginasKubota V Manual U15 3CALVIN100% (2)
- Infinite Prime ManualDocumento113 páginasInfinite Prime ManualDiogo MarquesAinda não há avaliações
- Pro 4850 Install Guide PDFDocumento32 páginasPro 4850 Install Guide PDFAugusto RadaelliAinda não há avaliações
- Type: T1637K11 5272003349 FG/FGS: SERIAL NO.: 5272003349 BOM NO.: T1637K11Documento194 páginasType: T1637K11 5272003349 FG/FGS: SERIAL NO.: 5272003349 BOM NO.: T1637K11Víctor MatíasAinda não há avaliações
- W169 Rear Door ModuleDocumento3 páginasW169 Rear Door ModuleAlex100% (1)
- Scarab Minor Euro4 & 5 Parts BookDocumento259 páginasScarab Minor Euro4 & 5 Parts BookScarab Sweepers100% (5)
- Turbine Overhauling ProceduresDocumento75 páginasTurbine Overhauling ProceduresShankar Jha100% (1)
- Replace Tarmac SL7 Expander PlugDocumento12 páginasReplace Tarmac SL7 Expander PlugvinAinda não há avaliações
- CES-450 A Assembly 12000 SeriesDocumento9 páginasCES-450 A Assembly 12000 SeriesAlfredo SantanaAinda não há avaliações
- (Itp for Cast Insitu Foundation )4172-Genon-1!25!0002-ADocumento45 páginas(Itp for Cast Insitu Foundation )4172-Genon-1!25!0002-ARajesh SinghAinda não há avaliações
- Approved For Design: Onshore Facilities FEED North Field Expansion ProjectDocumento1 páginaApproved For Design: Onshore Facilities FEED North Field Expansion ProjectAbid AyubAinda não há avaliações
- DIN Flange Dimensions PDFDocumento1 páginaDIN Flange Dimensions PDFrasel.sheikh5000158Ainda não há avaliações
- CF-3264 Manual PG 00-29 (0507-000)Documento30 páginasCF-3264 Manual PG 00-29 (0507-000)Jorge MuñizAinda não há avaliações
- Steering Wheel - Contact Spiral - Remove&InstallDocumento1 páginaSteering Wheel - Contact Spiral - Remove&InstallpekksAinda não há avaliações
- Installation Instructions: Suzuki Samurai 1.3L Sidekick/Tracker Power Steering KitDocumento44 páginasInstallation Instructions: Suzuki Samurai 1.3L Sidekick/Tracker Power Steering KitEdward GálvezAinda não há avaliações
- Drum Motor Manual - All Motors Operation & Parts J102516 R32Documento19 páginasDrum Motor Manual - All Motors Operation & Parts J102516 R32Pkk Siam Rayong co-saleAinda não há avaliações
- k761l de 2021-01 0 Eng ScreenDocumento4 páginask761l de 2021-01 0 Eng ScreenMohamedAinda não há avaliações
- GSH27VC Bosch PartsDocumento7 páginasGSH27VC Bosch PartsCARLOS EDUARDO VILLANUEVA TRUJILLOAinda não há avaliações
- Ezgo 950Documento164 páginasEzgo 950ErnAinda não há avaliações
- En 13918Documento36 páginasEn 13918nkpong849005100% (5)
- UR5 Service Manual enDocumento238 páginasUR5 Service Manual enjesus trujilloAinda não há avaliações
- Caterpillar Cat 320 GC Excavator (Prefix KTN) Service Repair Manual (KTN00001 and Up)Documento21 páginasCaterpillar Cat 320 GC Excavator (Prefix KTN) Service Repair Manual (KTN00001 and Up)kfmuseddk75% (8)
- Quickly position loads with DX servo actuatorsDocumento26 páginasQuickly position loads with DX servo actuatorsCreuza BarbosaAinda não há avaliações
- Operating Instructions: Rota - DiscDocumento53 páginasOperating Instructions: Rota - DiscArmorAinda não há avaliações
- University of Chicago Press Fall 2009 Distributed TitlesNo EverandUniversity of Chicago Press Fall 2009 Distributed TitlesNota: 1 de 5 estrelas1/5 (1)