Você também pode gostar
- Air Pre-Heater: Rajneesh VachaspatiDocumento68 páginasAir Pre-Heater: Rajneesh VachaspatiRajneesh VachaspatiAinda não há avaliações
- The Basics of Heating, Ventilation and Air Conditioning: Rajneesh VachaspatiDocumento85 páginasThe Basics of Heating, Ventilation and Air Conditioning: Rajneesh VachaspatiRajneesh VachaspatiAinda não há avaliações
- Brief Introduction: Satyakam Mohapatra Engineer (Mechanical)Documento73 páginasBrief Introduction: Satyakam Mohapatra Engineer (Mechanical)Rajneesh VachaspatiAinda não há avaliações
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocumento83 páginasIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiAinda não há avaliações
- Lumped Heat CapacityDocumento1 páginaLumped Heat CapacityRajneesh VachaspatiAinda não há avaliações
- Dry Air Properties: Flow Calculator Gas Calculator Humidity ChartDocumento3 páginasDry Air Properties: Flow Calculator Gas Calculator Humidity ChartRajneesh VachaspatiAinda não há avaliações
- Coal Combustion Injection Properties - CFD Online Discussion ForumsDocumento5 páginasCoal Combustion Injection Properties - CFD Online Discussion ForumsRajneesh VachaspatiAinda não há avaliações
- CFD Modeling To Study Fluidized Bed Combustion and GasificationDocumento30 páginasCFD Modeling To Study Fluidized Bed Combustion and GasificationRajneesh VachaspatiAinda não há avaliações
- Table For PropertiesDocumento1 páginaTable For PropertiesRajneesh VachaspatiAinda não há avaliações
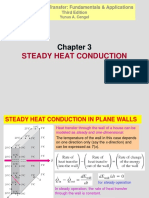
- Steady Heat Conduction: Heat and Mass Transfer: Fundamentals & ApplicationsDocumento25 páginasSteady Heat Conduction: Heat and Mass Transfer: Fundamentals & ApplicationsRajneesh VachaspatiAinda não há avaliações
- Porous MediaDocumento12 páginasPorous MediaRajneesh VachaspatiAinda não há avaliações
- Lectures On Heat TransferDocumento87 páginasLectures On Heat TransferRajneesh VachaspatiAinda não há avaliações
- Computational Fluid Dynamics Technologies and Applications 6654Documento408 páginasComputational Fluid Dynamics Technologies and Applications 6654Rajneesh VachaspatiAinda não há avaliações
- What'S New In: GRI Mech 3.0Documento15 páginasWhat'S New In: GRI Mech 3.0Rajneesh VachaspatiAinda não há avaliações
- CFD Simulation of Pollutant Emission in Power Plant BoilersDocumento8 páginasCFD Simulation of Pollutant Emission in Power Plant BoilersRajneesh VachaspatiAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- 2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsDocumento8 páginas2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsGeraldinAinda não há avaliações
- Aahaa Puttu Flour ProjectDocumento53 páginasAahaa Puttu Flour ProjectApple ComputersAinda não há avaliações
- TableBookErrata PDFDocumento4 páginasTableBookErrata PDFIbnuyusoff77Ainda não há avaliações
- NEWS BD RAE Letter of Intent-Press-release1Documento2 páginasNEWS BD RAE Letter of Intent-Press-release1Anthony D.Ainda não há avaliações
- 21-Ent, 45 Notes To PGDocumento12 páginas21-Ent, 45 Notes To PGAshish SinghAinda não há avaliações
- Disease PreventionDocumento14 páginasDisease PreventionJoan InsonAinda não há avaliações
- Manuscript 1Documento26 páginasManuscript 1Juan Paolo CapatiAinda não há avaliações
- 3.0.2 3.0.2 Thermax Inc.: Pressure Building Ambient Vaporizers For Bulk Storage TanksDocumento2 páginas3.0.2 3.0.2 Thermax Inc.: Pressure Building Ambient Vaporizers For Bulk Storage TanksSiDdu KalashettiAinda não há avaliações
- CHDC8 Cargador de BateriasDocumento1 páginaCHDC8 Cargador de Bateriasleoscalor6356Ainda não há avaliações
- Granulation Process Basic UnderstandingDocumento3 páginasGranulation Process Basic UnderstandingRainMan75Ainda não há avaliações
- Multiscale Modeling of Bone Tissue MechanobiologyDocumento12 páginasMultiscale Modeling of Bone Tissue MechanobiologyLina AvilaAinda não há avaliações
- BRSM Form 009 - QMS MDD TPDDocumento15 páginasBRSM Form 009 - QMS MDD TPDAnonymous q8lh3fldWMAinda não há avaliações
- Excavation Trench Permit Ex 1 F0206Documento5 páginasExcavation Trench Permit Ex 1 F0206emeka2012Ainda não há avaliações
- Fpubh 10 1079779Documento10 páginasFpubh 10 1079779Dona WirdaningsiAinda não há avaliações
- Introduction To Destructive & Nondestructive TestingDocumento38 páginasIntroduction To Destructive & Nondestructive Testingshubham sinhaAinda não há avaliações
- Inverter ProjectDocumento19 páginasInverter ProjectRavi Sharma100% (1)
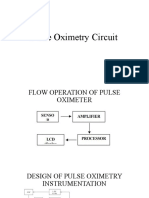
- Pulse Oximetry CircuitDocumento19 páginasPulse Oximetry Circuitنواف الجهنيAinda não há avaliações
- Yumiko@Documento2 páginasYumiko@api-25886263Ainda não há avaliações
- Cystostomy NewDocumento32 páginasCystostomy Newkuncupcupu1368Ainda não há avaliações
- ENVR1401 - Lab 12 - Solid Waste Wastewater Exercise - 2021 PDFDocumento8 páginasENVR1401 - Lab 12 - Solid Waste Wastewater Exercise - 2021 PDFCasey AngellAinda não há avaliações
- Business Proposal New VentureDocumento18 páginasBusiness Proposal New VentureBramhananda ReddyAinda não há avaliações
- UWSAs 2008-09 Projects Report (Final)Documento48 páginasUWSAs 2008-09 Projects Report (Final)David SabaflyAinda não há avaliações
- Datasheet Lm311Documento10 páginasDatasheet Lm311Ed FreemanAinda não há avaliações
- Permatex, Inc - Ultra Gasket Sealant 1ozDocumento3 páginasPermatex, Inc - Ultra Gasket Sealant 1ozjaredf@jfelectric.comAinda não há avaliações
- Clinical Crown Lengthening in The Esthetic Zone2028Documento12 páginasClinical Crown Lengthening in The Esthetic Zone2028AchyutSinhaAinda não há avaliações
- Applications Shaft SealDocumento23 páginasApplications Shaft SealMandisa Sinenhlanhla NduliAinda não há avaliações
- Risk Management Policy StatementDocumento13 páginasRisk Management Policy StatementRatnakumar ManivannanAinda não há avaliações
- Pathophysiology of Postpartum Hemorrhage and Third Stage of LaborDocumento7 páginasPathophysiology of Postpartum Hemorrhage and Third Stage of Labornouval_iqbalAinda não há avaliações
- 04 TitrimetryDocumento7 páginas04 TitrimetryDarwin Fetalbero ReyesAinda não há avaliações
- Evaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroDocumento8 páginasEvaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroSvirskaitė LaurynaAinda não há avaliações