International Journal of Mechanical and Production
Engineering Research and Development (IJMPERD)
ISSN(P): 2249-6890; ISSN(E): 2249-8001
Vol. 4, Issue 6, Dec 2014, 13-18
TJPRC Pvt. Ltd.
MULTI-OBJECTIVE OPTIMIZATION OF CUTTING PARAMETERS IN HARD TURNING
PROCESS USING GENETIC ALGORITHM (GA) & ARTIFICIAL NEURAL
NETWORK(ANN)
A. V. N. L. SHARMA1 & K. VENKATA SUBBAIAH2
1
2
Department of Mechanical Engineering, BITS, Visakhapatnam, Andhra Pradesh, India
Department of Mechanical Engineering, Andhra University, Visakhapatnam, Andhra Pradesh, India
ABSTRACT
Manufacturing industry today faces the challenge of having to develop high quality products faster and
economically than ever before. Therefore optimization is seen as an innovative technique under certain premises.
Optimization in turning means determination of the optimal set of machining parameters to satisfy the objectives within the
operational constraints. Predictive modeling is essential for understanding and optimization of the machining process.
The aim of this study is to develop an integrated model to optimize the cutting parameters that are affecting the quality of
surface produced in hard turning process on EN 353 metal. Three input parameters were selected for study: cutting speed,
feed & depth of cut to determine the optimal cutting parameters required for minimum surface roughness, power
consumption and for maximum metal removal rate. Mathematical equations are formulated as objective functions, to
determine the optimal cutting parameters so that minimization of surface roughness/power consumption and maximization
of metal removal rate are evaluated by using MATLAB software. Genetic Algorithm(GA) supported with tested ANN is
utilized to determine the best combinations of cutting parameters through optimization process. Artificial Neural Network
(ANN) on back propagation learning with hidden neurons is used to validate the model The trained machined data was
tested and the results show that the model has the ability to solve many problems including predicting, modeling and
measuring experimental knowledge under dry environment. From these results, it can be easily realized that the developed
study is reliable and suitable for solving the other parameters encountered in metal cutting operations as the same as
surface roughness.
KEYWORDS: Artificial Neural Network (ANN), Genetic Algorithm(GA), Regression Analysis, CVD
INTRODUCTION
Manufacturing of goods involves the machining of parts or components with the cutting tools set or loaded on the
machine tools. The selection of suitable material and the suitable cutting tool combination plays greater role in
Production / Manufacturing parts or components in industry. The turning process parameter optimization is highly
constrained and non linear. ANNs have been trained based on back propagation(BP) learning algorithm and tested to
control the performance of trained ANN model. By adapting the tested ANN model with powerful GA optimization was
applied to achieve best combination of cutting parameters. The performance of ANN is carried out with experimental data
of CVD on EN 353. The simulation is carried out for 3 parameters over surface roughness, MRR and power consumption.
The input-output dataset consisting of 27 patterns was divided randomly in two categories: training dataset consist of 75%
of the data and test dataset which consist 25 % of the data. There are 20 training patterns considered for ANN modeling of
www.tjprc.org
editor@tjprc.org
14
A. V. N. L. Sharma & K. Venkata Subbaiah
surface roughness and material removal rate. After the training, the weights are frozen and the model is tested for
validation. In this work, the network is validated in terms of agreement with experimental results.
LITERATURE SURVEY
A detail literature survey is carried out as follows: C. Natrajan et.al [1], found suitable optimization method which
can find optimum values of cutting parameters for minimizing surface roughness. The turning process parameter
optimization is highly constrained and nonlinear. To predict the surface roughness, an artificial neural networks (ANN)
model was designed through back propagation network using MATLAB 7 software for the data obtained. S.M.Ali, and
N.R. Dhar [2], Tool wear and surface roughness prediction plays a significant role in machining industry for proper
planning and control of machining parameters and optimization of cutting conditions. He deals with developing an ANN
model as a function of cutting parameters in turning steel under minimum quality lubrication(MQL).A feed forward
backward propagation network with 25 hidden neurons has been selected as the optimum network. M. Nalbant et.al [3], the
Taguchi method is used to find the optimal cutting parameters for surface roughness in turning. The orthogonal array, the
signal to noise ratio, and analysis of variance are employed to study the performance characteristics of AISI 1030 steel bars
using Tin coated tools.
Three cutting parameters namely insert radius, feed rate and depth of cut are optimized with considerations of
surface roughness. Adeel H.Suhail et.al [4] the focus of the present experimental study is to optimize the cutting
parameters using two performance measures, work piece surface temperature and surface roughness. Optimal cutting
parameters for each performance measure were obtained employing Taguchi techniques. The orthogonal array, signal to
noise ratio and analysis of variance were employed to study the performance characteristics of the turning operations.
G. Krishna Mohana Rao et.al [5], Development of hybrid model and optimization of metal removal rate in electric
discharge machining using ANN and GA, in this study a multiceptron neural network models were developed using Neuro
solutions package. Genetic algorithm concept is used to optimize the weighting factors of the network. It is observed that
the developed model is within the limits of the agreeable error when experimental and network model results are compared
for all performance measures considered. Azlaan Mohd Zain et.al [6] Application of GA to optimize cutting conditions for
minimizing surface roughness in end milling machining process, this study attempts the applications of GA to find the
optimal solution of the cutting conditions for giving the minimum value of surface roughness.
This means the GA technique has decreased the minimum surface roughness value of the experimental sample
data, regression modeling and response surface methodology technique about 27%, 26%, 50% respectively. Tugrul Ozel
and Yigit Carpat [7] used a neural network modeling approach to predict surface roughness and tool wear in turning
operation. The factors considered were work piece propertiestool material tool geometry and cutting conditions in it a
prediction system was developed which was capable of accurate surface roughness and tool wear prediction for the range it
has been trained. Based on the literature review, the present work is carried out by implementing DOE, Genetic
Algorithm(GA) and Artificial neural networks (ANN ). The multi-objective optimization quantitatively determines the
relationship between Surface Roughness (Ra), Material Removal Rate (MRR), and Power Consumption (PC), with optimal
combination of input machining parameters.
Impact Factor (JCC): 5.3403
Index Copernicus Value (ICV): 3.0
15
Multi-Objective Optimization of Cutting Parameters in Hard Turning Process
Using Genetic Algorithm (GA) & Artificial Neural Network(ANN)
EXPERIMENTAL PROCEDURE
Every machine tool has certain minimum cutting speed available in it. Also, certain minimum speed, has to be
maintained such as, in the case of coated carbide tools to avoid the failure of cutting tools due to built up edge (BUE)
formation. Out of these two, higher speed is taken as minimum cutting speed. Feed rates are taken from the available data
on the machine, and as recommended by tool manufacturer in the catalogue. The range of depth of cut is considered to lie
in between 0.1 to 0.25mm to compensate both finish and rough machining. The cutting parameters were set as 3 levels of
spindle speeds (S) (740,580,450 rpm),3 levels of feed rate (f) 0.05,0.07,0.09 mm/min and 3 levels of depth of cut (D)
0.25,0.2,0.1 mm, 27 experiments with 3 runs.
Chemical Composition of the Work Piece Material: EN353
Table 1
Element
Composition (Weight %)
C
0.17
Si
0.19
Mn
0.6
S
0.04
P
0.04
Cr
0.92
Mo
0.1
Ni
1.03
Composition of Selected CVD Coated Tool
Table 2
Type
CVD
Density (kg/m3)
14.5
Grade
CA 5515
Hardness
1550
Fracture Toughness
12GPa
Surface Roughness Measurements
The surface roughness is measured after end of each cut by using Mitutoyo Surface Roughness Tester (SJ-201 P)
Stylus type. As the surface of the turned work piece is cylindrical in shape, surface roughness is measured on four
diametrical points and the average of them was taken as surface roughness of that operation.
OBJECTIVE FUNCTIONS FOR EN 353 ON CVD TOOL
Formulation of objective function for surface roughness (Ra), material removal rate (MRR), Power consumption
(PC)
Min Ra (v, f, d)
Minimizing Ra
= 0 . 07 V
0 . 218
Maximising MRR = -11.0 V
1 . 76
Minimisation PC = -10.4 V
1 . 79
0 . 23
0 . 110
0 . 233
D 0 . 586
0 . 409
0 . 175
(1)
(2)
(3)
Constraints
Vmin V Vmax, 450 V 740
(4)
fmin f fmax, 0.05 f 0.09
(5)
dmin d dmax, 0.10 d 0.25
(6)
www.tjprc.org
editor@tjprc.org
16
A. V. N. L. Sharma & K. Venkata Subbaiah
RESULTS AND DISCUSSIONS
Table 3: Optimal Cutting Conditions and Response Values for Different Weighting Factors
S.No
W1
0.078
0.374
0.548
0.374
0.078
0.548
1
2
3
4
5
6
Weights
W2
0.374
0.548
0.078
0.078
0.548
0.374
W3
0.548
0.078
0.374
0.548
0.374
0.078
Optimal cutting Condition Levels
(V)
(F)
(D)
738.4719 0.089967 0.249919
732.5836 0.089956 0.249884
739.9953
0.08997
0.248956
736.5867 0.089898
0.25
705.5999
0.09
0.249991
720.7046
0.09
0.249965
GA
MRR
0.635459
0.626509
0.63633
0.632674
0.586643
0.608888
Ra
3.257945
3.252147
3.255924
3.256481
3.225998
3.240834
PC
8.710652
8.586929
8.736813
8.674103
8.028043
8.338092
Table 4: GA verses ANN Surface roughness (Ra) Values
S. No
1
2
3
4
5
6
W1
0.078
0.374
0.548
0.374
0.078
0.548
Weights
W2
W3
0.374
0.548
0.548
0.078
0.078
0.374
0.078
0.548
0.548
0.374
0.374
0.078
Optimal Cutting Conditions
(V)
(F)
(D)
738.4719
0.089967
0.249919
732.5836
0.089956
0.249884
739.9953
0.08997
0.248956
736.5867
0.089898
0.25
705.5999
0.09
0.249991
720.7046
0.09
0.249965
GA
ANN
3.257945
3.252147
3.255924
3.256481
3.225998
3.240834
3.2983
3.2645
3.2645
3.2930
3.1235
3.2022
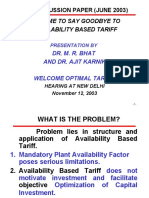
Figure 1: GA verses ANN Surface Roughness (Ra) Values
Table 5: GA verses ANN Material Removal Rate (MRR) Values
S. No
1
2
3
4
5
6
W1
0.078
0.374
0.548
0.374
0.078
0.548
Weights
W2
0.374
0.548
0.078
0.078
0.548
0.374
Impact Factor (JCC): 5.3403
W3
0.548
0.078
0.374
0.548
0.374
0.078
Optimal Cutting Conditions
(V)
(F)
(D)
738.4719 0.089967
0.249919
732.5836 0.089956
0.249884
739.9953 0.08997
0.248956
736.5867 0.089898
0.25
705.5999
0.09
0.249991
720.7046
0.09
0.249965
GA
ANN
0.635459
0.626509
0.63633
0.632674
0.586643
0.608888
0.6243
0.6026
0.6253
0.6193
0.5093
0.5589
Index Copernicus Value (ICV): 3.0
17
Multi-Objective Optimization of Cutting Parameters in Hard Turning Process
Using Genetic Algorithm (GA) & Artificial Neural Network(ANN)
Figure 2: GA verses ANN Material Removal Rate
Table 6: GA verses ANN Power Consumed (PC) Values
S.No
1
2
3
4
5
6
W1
0.078
0.374
0.548
0.374
0.078
0.548
Weights
W2
0.374
0.548
0.078
0.078
0.548
0.374
W3
0.548
0.078
0.374
0.548
0.374
0.078
Optimal Cutting Conditions
(V)
(F)
(D)
738.4719
0.089967
0.249919
732.5836
0.089956
0.249884
739.9953
0.08997
0.248956
736.5867
0.089898
0.25
705.5999
0.09
0.249991
720.7046
0.09
0.249965
GA
ANN
8.710652
8.586929
8.736813
8.674103
8.028043
8.338092
9.6754
8. 7425
8.8673
8.6389
10.8547
9.7984
Figure 3: GA verses ANN Power Consumed
From the results of GA on CVD shows that for the weights W1 = 7.8%; W2 = 37.4%; W3 = 54.8%; i.e.
Minimization of power consumption is the highest priority, shows the optimum conditions of 739 RPM of speed;
Feed 0.09mm/min and 0.25mm of Depth of cut for which the predicted surface roughness is 3.257m ; 0.6354
mm3/min of MRR; and 8.71W of power consumption. The optimum values of GA results for this level is
simulated in ANN, shows an approximate deviation of 1.2%, 1.7% and 11.0% from the actual GA value for Ra,
MRR and PC.
From the another set of results of GA on CVD shows that for the weights W1 = 37.4%;W2 = 54.8%; W3 = 7.8%;
i.e. Maximization of MRR is the highest priority, shows the optimum conditions of 733 RPM of speed; Feed
0.09mm/min and 0.25mm of Depth of cut for which the predicted surface roughness is 3.252m; 0.6265 mm3/min
of MRR; and 8.586W of power consumption. The optimum values of GA results for this level is simulated in
ANN, shows an approximate deviation of 0.4%, 3.81% and 1.82% from the actual GA value of Ra, MRR and PC.
From the another set of results of GA on CVD shows that for the weights W1 = 54.8%;W2 = 7.8%; W3 = 37.4%;
i.e. Minimization of surface roughness is the highest priority, shows the optimum conditions of 740 RPM of
www.tjprc.org
editor@tjprc.org
18
A. V. N. L. Sharma & K. Venkata Subbaiah
speed; Feed 0.09 mm/min and 0.25mm of Depth of cut for which the predicted surface roughness is 3.255m;
0.6363 mm3/min of MRR; and 8.73W of power consumption. The optimum values of GA results for this level is
simulated in ANN, shows an approximate deviation of 0.3%, 1.7% and 1.5% from the actual GA value of Ra,
MRR and PC. The large deviation of about 30% in PC is observed for other set of data. And also similar results
are observed and the results of GA and ANN are in acceptable ranges which are presented graphically.
Power consumption is observed to be deviating for the following significant reasons
o
Fluctuations in supply of voltage
Friction between tool and work-piece.
Variation in cutting forces
Uncontrollable factors beyond operators control.
REFERENCES
1.
C. Natarajan, S. Muthu and P. Karuppuswamy, Investigation of cutting parameters of surface roughness for a
non-ferrous material using artificial neural network in CNC turning, Journal of Mechanical Engineering Research
Vol. 3(1), pp. 1-14, January 2011
2.
Ali, S.M. and Dhar, N.R., 2010, Tool Wear and Surface Roughness Prediction using an artificial Neural Network
in Turning Steel under Minimum Quantity Lubrication, International Conference on Industrial EngineeringICIE-2010 WASET Conference Proceedings, 62(4), 607-616.
3.
M. Nalbant, Gokkaya, H. Sur, G, 2007. Application of Taguchi method in the optimization of cutting parameters
for surface roughness in turning. Mater.Des.28,1379-1385
4.
Adeel H. Suhail l, N. Ismail, S.V. Wong and N.A. Abdul Jalil [2010], Optimization of Cutting Parameters Based
on Surface Roughness and Assistance of Workpiece Surface Temperature in Turning Process, American J. of
Engineering and Applied Sciences 3 (1): 102-108, 2010
5.
G. Krishna Mohana Rao,G.Ranga Janardhana, D. Hanumantha Rao, and M. Srinivas Rao, Development of hybrid
model and optimization of metal removal rate in electric discharge machining using ANN and GA, APRN Journal
of Engineering and Applied Science, Vol.3, No:1, 2008.
6.
Azlaan Mohd Zain, Habibollah Haron, Safian Sharif, Application of GA to optimize cutting conditions for
minimizing surface roughness in end milling machining process, Expert Systems with Applications 37 (2010)
4650-4659.
7.
Ozel T, Karpat Y (2005). Predictive modeling of surface roughness and tool wear in hard turning using regression
and neural networks. Int. J. Mach. Tools. Man., 45: 467-479.
Impact Factor (JCC): 5.3403
Index Copernicus Value (ICV): 3.0
Você também pode gostar
- Flame Retardant Textiles For Electric Arc Flash Hazards: A ReviewDocumento18 páginasFlame Retardant Textiles For Electric Arc Flash Hazards: A ReviewTJPRC PublicationsAinda não há avaliações
- Comparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanDocumento8 páginasComparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanTJPRC PublicationsAinda não há avaliações
- 2 29 1645708157 2ijtftjun20222Documento8 páginas2 29 1645708157 2ijtftjun20222TJPRC PublicationsAinda não há avaliações
- 2 33 1641272961 1ijsmmrdjun20221Documento16 páginas2 33 1641272961 1ijsmmrdjun20221TJPRC PublicationsAinda não há avaliações
- 2 51 1656420123 1ijmpsdec20221Documento4 páginas2 51 1656420123 1ijmpsdec20221TJPRC PublicationsAinda não há avaliações
- 2 52 1649841354 2ijpslirjun20222Documento12 páginas2 52 1649841354 2ijpslirjun20222TJPRC PublicationsAinda não há avaliações
- 2 31 1648794068 1ijpptjun20221Documento8 páginas2 31 1648794068 1ijpptjun20221TJPRC PublicationsAinda não há avaliações
- Baluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaDocumento14 páginasBaluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaTJPRC PublicationsAinda não há avaliações
- Development and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateDocumento10 páginasDevelopment and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateTJPRC PublicationsAinda não há avaliações
- 2 4 1644229496 Ijrrdjun20221Documento10 páginas2 4 1644229496 Ijrrdjun20221TJPRC PublicationsAinda não há avaliações
- Using Nanoclay To Manufacture Engineered Wood Products-A ReviewDocumento14 páginasUsing Nanoclay To Manufacture Engineered Wood Products-A ReviewTJPRC PublicationsAinda não há avaliações
- 2 51 1651909513 9ijmpsjun202209Documento8 páginas2 51 1651909513 9ijmpsjun202209TJPRC PublicationsAinda não há avaliações
- The Conundrum of India-China Relationship During Modi - Xi Jinping EraDocumento8 páginasThe Conundrum of India-China Relationship During Modi - Xi Jinping EraTJPRC PublicationsAinda não há avaliações
- 2 44 1653632649 1ijprjun20221Documento20 páginas2 44 1653632649 1ijprjun20221TJPRC PublicationsAinda não há avaliações
- 2 52 1642055366 1ijpslirjun20221Documento4 páginas2 52 1642055366 1ijpslirjun20221TJPRC PublicationsAinda não há avaliações
- Dr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahDocumento12 páginasDr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahTJPRC PublicationsAinda não há avaliações
- 2 51 1647598330 5ijmpsjun202205Documento10 páginas2 51 1647598330 5ijmpsjun202205TJPRC PublicationsAinda não há avaliações
- Covid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangDocumento8 páginasCovid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangTJPRC PublicationsAinda não há avaliações
- An Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaDocumento10 páginasAn Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaTJPRC PublicationsAinda não há avaliações
- Vitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019Documento16 páginasVitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019TJPRC PublicationsAinda não há avaliações
- A Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)Documento8 páginasA Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)TJPRC PublicationsAinda não há avaliações
- Self-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsDocumento8 páginasSelf-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsTJPRC PublicationsAinda não há avaliações
- Effect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementDocumento8 páginasEffect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementTJPRC PublicationsAinda não há avaliações
- Effectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewDocumento14 páginasEffectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewTJPRC PublicationsAinda não há avaliações
- 2 67 1645871199 9ijmperdfeb202209Documento8 páginas2 67 1645871199 9ijmperdfeb202209TJPRC PublicationsAinda não há avaliações
- 2 67 1648211383 1ijmperdapr202201Documento8 páginas2 67 1648211383 1ijmperdapr202201TJPRC PublicationsAinda não há avaliações
- Analysis of Bolted-Flange Joint Using Finite Element MethodDocumento12 páginasAnalysis of Bolted-Flange Joint Using Finite Element MethodTJPRC PublicationsAinda não há avaliações
- 2 67 1653022679 1ijmperdjun202201Documento12 páginas2 67 1653022679 1ijmperdjun202201TJPRC PublicationsAinda não há avaliações
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDocumento18 páginasNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsAinda não há avaliações
- 2 67 1645017386 8ijmperdfeb202208Documento6 páginas2 67 1645017386 8ijmperdfeb202208TJPRC PublicationsAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Quantitative Analysis for Decision MakingDocumento4 páginasQuantitative Analysis for Decision MakingQueen Ann NavalloAinda não há avaliações
- Research Methodology Module 1Documento19 páginasResearch Methodology Module 1Tabrez Ahmed0% (1)
- Compressor Station Optimization Using Simulation-Based OptimizationDocumento10 páginasCompressor Station Optimization Using Simulation-Based OptimizationAmbrish SinghAinda não há avaliações
- Current Problems Hydrological Network DesignDocumento22 páginasCurrent Problems Hydrological Network Designdstar13Ainda não há avaliações
- The Modern Mathematics of Deep LearningDocumento78 páginasThe Modern Mathematics of Deep LearningeliasKKAinda não há avaliações
- Analyze Drilling Costs with Cost-per-Foot CalculationsDocumento24 páginasAnalyze Drilling Costs with Cost-per-Foot CalculationsRicky Roberto Bere ButiAinda não há avaliações
- Facility Management of Smart BuildingsDocumento7 páginasFacility Management of Smart BuildingsVie KaunangAinda não há avaliações
- Midterm Review SolutionDocumento6 páginasMidterm Review SolutionwseriesAinda não há avaliações
- 03 Management Science EraDocumento54 páginas03 Management Science EraDani Susanto100% (1)
- ProceedingDocumento380 páginasProceedingعبد الله عبد اللهAinda não há avaliações
- What Are The Applications of Queuing Theory?Documento3 páginasWhat Are The Applications of Queuing Theory?Navin ThomasAinda não há avaliações
- Design Optimisation of An Inductor-Integrated MF Transformer For A High-Power Isolated Dual-Active-Bridge DC-DC ConverterDocumento11 páginasDesign Optimisation of An Inductor-Integrated MF Transformer For A High-Power Isolated Dual-Active-Bridge DC-DC ConverterVishnu AjithAinda não há avaliações
- Chapter 3 Transportation ProblemDocumento63 páginasChapter 3 Transportation Problemmine nahomAinda não há avaliações
- Resources 1Documento16 páginasResources 1Mohammed AbdulreamAinda não há avaliações
- Prescriptive Analytics (Optimization) - DSIMGTS (K41)Documento23 páginasPrescriptive Analytics (Optimization) - DSIMGTS (K41)Cherwin Rayman LamAinda não há avaliações
- Optimal tariff presentationDocumento41 páginasOptimal tariff presentationKiran Kumar AllaAinda não há avaliações
- Quantification of Errors in Rapid Prototyping ProcessesDocumento6 páginasQuantification of Errors in Rapid Prototyping ProcessesBalu ZerofourAinda não há avaliações
- Lecture 3 - Optimization PDFDocumento26 páginasLecture 3 - Optimization PDFHaziq KhairiAinda não há avaliações
- Efficient Replication of Factor ReturnsDocumento19 páginasEfficient Replication of Factor Returnstachyon007_mechAinda não há avaliações
- Chapter Three: Optimization TechniquesDocumento16 páginasChapter Three: Optimization Techniquesborena extensionAinda não há avaliações
- Transshipment LP Model For Minimizing PDFDocumento7 páginasTransshipment LP Model For Minimizing PDFAhmed Mohamed KhalilAinda não há avaliações
- Rotor Design Optimization of Squirrel CageDocumento8 páginasRotor Design Optimization of Squirrel CageAwal UdinAinda não há avaliações
- Linear Programming Test Bank An IntroducDocumento15 páginasLinear Programming Test Bank An IntroducAmrAinda não há avaliações
- Active Suspension System With Preview ControlDocumento5 páginasActive Suspension System With Preview Controlrudey18Ainda não há avaliações
- Binary to Decimal ConversionDocumento51 páginasBinary to Decimal ConversionEdmund SiauAinda não há avaliações
- Chapter 1 - Introduction To Business Analytics PDFDocumento50 páginasChapter 1 - Introduction To Business Analytics PDFalabwala100% (2)
- A New Form-Finding Method For Shell Structures Based On BESO AlgorithmDocumento9 páginasA New Form-Finding Method For Shell Structures Based On BESO AlgorithmSarovshAinda não há avaliações
- Comparative Analysis of A Controller For A Magnetic Ball Levitation SystemDocumento10 páginasComparative Analysis of A Controller For A Magnetic Ball Levitation SystemInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Self DrivingDocumento42 páginasSelf DrivingIshaan KharbandaAinda não há avaliações
- Extended Essay AbstractDocumento1 páginaExtended Essay AbstractManav ShahAinda não há avaliações