Você também pode gostar
- Is.10748.2004 0 PDFDocumento13 páginasIs.10748.2004 0 PDFPinku100% (3)
- Angus SolutionDocumento8 páginasAngus SolutionBen Karthiben NathanAinda não há avaliações
- Is 7310-1Documento23 páginasIs 7310-1rajeshAinda não há avaliações
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFDocumento9 páginasASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFsingaravelan narayanasamyAinda não há avaliações
- IS-1121 Part-1 Compressive StrengthDocumento8 páginasIS-1121 Part-1 Compressive StrengthSaurav KumarAinda não há avaliações
- IPTC 12029 Selection Criteria For Artificial Lift Technique in Bokor FieldDocumento13 páginasIPTC 12029 Selection Criteria For Artificial Lift Technique in Bokor FieldJean Carlos100% (1)
- NHAI 4-Laning Cholapuram to Thanjavur Section NH-45CDocumento1 páginaNHAI 4-Laning Cholapuram to Thanjavur Section NH-45CDwijendra Chanumolu100% (2)
- IRS Concrete Bridge Code SummaryDocumento114 páginasIRS Concrete Bridge Code Summaryankurshah1986100% (4)
- Is:4926 RMCDocumento21 páginasIs:4926 RMCRamesh100% (7)
- Furuno GMDSS Installation Manual PDFDocumento64 páginasFuruno GMDSS Installation Manual PDFEric PskdAinda não há avaliações
- 2 - SANFIELD-Quality Manual For Elastomeric BearingsDocumento34 páginas2 - SANFIELD-Quality Manual For Elastomeric Bearingsghaghra bridge100% (5)
- Is 269-2015 PDFDocumento13 páginasIs 269-2015 PDFSabari Nathan100% (1)
- IRC-SP-11-Handbook of Quality Control For Construction of Roads and Runways (Second Revision)Documento68 páginasIRC-SP-11-Handbook of Quality Control For Construction of Roads and Runways (Second Revision)Luis Ito87% (15)
- BS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFDocumento23 páginasBS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFmahaveen100% (1)
- Coarse and Fine Aggregate ManualDocumento14 páginasCoarse and Fine Aggregate Manualjitender100% (1)
- Irc 78 2014 PDFDocumento100 páginasIrc 78 2014 PDFRajen KoleyAinda não há avaliações
- Morth 1600 ReinforcementDocumento7 páginasMorth 1600 ReinforcementRameshAinda não há avaliações
- Complete RDSO BS 14 Durability GuideDocumento131 páginasComplete RDSO BS 14 Durability Guideqmsudhir100% (1)
- List of Is Code For Civil WorksDocumento30 páginasList of Is Code For Civil WorkspankajsinghAinda não há avaliações
- Is.7887.1992-Mild Steel Wire Rods PDFDocumento11 páginasIs.7887.1992-Mild Steel Wire Rods PDFashish19851Ainda não há avaliações
- 1786 2012 New Ammendments PDFDocumento23 páginas1786 2012 New Ammendments PDFS RamakrishnaAinda não há avaliações
- Irc - SP-35Documento60 páginasIrc - SP-35Deven Patle25% (4)
- Indian Standard: Methods of Test For Aggregates For ConcreteDocumento30 páginasIndian Standard: Methods of Test For Aggregates For ConcreteAnuradhaPatraAinda não há avaliações
- Concretereinforcement-: High Strength Deformed Steel Bars and Wires ForDocumento15 páginasConcretereinforcement-: High Strength Deformed Steel Bars and Wires ForGaurav KumarAinda não há avaliações
- Paving Bitumen - Specification: Indian StandardDocumento2 páginasPaving Bitumen - Specification: Indian StandardDevela Avinash100% (1)
- Is 10262-2019Documento44 páginasIs 10262-2019ਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟ96% (141)
- Updated Infra-IIVendor ListDocumento22 páginasUpdated Infra-IIVendor ListabhibaikarAinda não há avaliações
- Is 12089 Specification For Granulated Slag For The ManufactuDocumento11 páginasIs 12089 Specification For Granulated Slag For The ManufactuRamarraju Kalidindi100% (5)
- Is-455 - 2015Documento13 páginasIs-455 - 2015Indira Banerjee100% (6)
- Oaqøhv Fej Vuqikru Ekxzn'Khz FL Kar: HKKJRH EkudDocumento44 páginasOaqøhv Fej Vuqikru Ekxzn'Khz FL Kar: HKKJRH Ekudkiran144Ainda não há avaliações
- IS 2911 Part 1 Sec 2 - 2010Documento26 páginasIS 2911 Part 1 Sec 2 - 2010lokesh aggarwalAinda não há avaliações
- Is 13311 - 2Documento9 páginasIs 13311 - 2Sravan KumarAinda não há avaliações
- Is:2386 1Documento22 páginasIs:2386 1Ramesh0% (1)
- Is-516 4 PDFDocumento20 páginasIs-516 4 PDFAnuradhaPatraAinda não há avaliações
- Is 13311 - 2 Ra 2018Documento9 páginasIs 13311 - 2 Ra 2018fareeda67% (3)
- Is 16651 - 2017Documento18 páginasIs 16651 - 2017Sunny Rohilla100% (4)
- IS 10086 - 1982 (Reaff 1999)Documento23 páginasIS 10086 - 1982 (Reaff 1999)G.Ramesh100% (3)
- Is 8887-2018Documento13 páginasIs 8887-2018Anant GuptaAinda não há avaliações
- HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH EkudDocumento16 páginasHKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH EkudOMEGA CONSULTANT SERVICESAinda não há avaliações
- Is 6623 High Strength Structural NutsDocumento11 páginasIs 6623 High Strength Structural NutsprashantlingayatAinda não há avaliações
- 1786 4Documento2 páginas1786 4Indira BanerjeeAinda não há avaliações
- Is 1786 2008Documento19 páginasIs 1786 2008Anonymous YHcvra8Xw6Ainda não há avaliações
- Specification Substation AutomationDocumento258 páginasSpecification Substation Automationmspd2003100% (1)
- 1599 PDFDocumento12 páginas1599 PDFIndira BanerjeeAinda não há avaliações
- Quality Certificate for SAIL Discharging Door AssemblyDocumento1 páginaQuality Certificate for SAIL Discharging Door Assemblyananda_beloshe75Ainda não há avaliações
- Quality Certificate for SAIL Discharging Door AssemblyDocumento1 páginaQuality Certificate for SAIL Discharging Door Assemblyananda_beloshe75Ainda não há avaliações
- (Third Revision: Indian StandardDocumento24 páginas(Third Revision: Indian StandardbappadasjuAinda não há avaliações
- Is 1786 A2Documento1 páginaIs 1786 A2sivaramAinda não há avaliações
- I.S - 2062-2021Documento13 páginasI.S - 2062-2021Gajendrasingh RajputAinda não há avaliações
- Is 383 2016Documento22 páginasIs 383 2016Meena MurmuAinda não há avaliações
- Is 9417 1989Documento15 páginasIs 9417 1989Ganesh RajaAinda não há avaliações
- Is 8900 1978 PDFDocumento20 páginasIs 8900 1978 PDFTuphel Ahamad75% (4)
- Is 1599 2019-4th RevisionDocumento12 páginasIs 1599 2019-4th RevisionDimple nirmalkarAinda não há avaliações
- 43 Opc Test Certificate (W-01 2019 )Documento1 página43 Opc Test Certificate (W-01 2019 )alanAinda não há avaliações
- IS COdeDocumento41 páginasIS COdeKritamMaharjanAinda não há avaliações
- Is 2386 1 1963Documento26 páginasIs 2386 1 1963mssantAinda não há avaliações
- Is 1786 2008Documento22 páginasIs 1786 2008Jeevan Kumar ShettyAinda não há avaliações
- Is 2721 2003Documento11 páginasIs 2721 2003Eidrish Shaikh100% (1)
- Is 3601 PDFDocumento24 páginasIs 3601 PDFNagendra Kumar100% (1)
- Disclosure To Promote The Right To InformationDocumento27 páginasDisclosure To Promote The Right To Informationhari113Ainda não há avaliações
- Is 2062 2011Documento17 páginasIs 2062 2011navneet SharmaAinda não há avaliações
- Is.6594.2001 - SS Wire Rope PDFDocumento20 páginasIs.6594.2001 - SS Wire Rope PDFpalani.djpAinda não há avaliações
- How To Read STD IS 2062 (2011)Documento17 páginasHow To Read STD IS 2062 (2011)AkshayAinda não há avaliações
- Is 6003 2010Documento13 páginasIs 6003 2010AISWARYA K VIJAY M.Tech CASE 2021-2023Ainda não há avaliações
- Disclosure To Promote The Right To InformationDocumento8 páginasDisclosure To Promote The Right To InformationCst WclAinda não há avaliações
- Is 432 2 1982 PDFDocumento14 páginasIs 432 2 1982 PDFAnil Daniel HansAinda não há avaliações
- Is 802 1 1 1995 PDFDocumento25 páginasIs 802 1 1 1995 PDFGReju GRejuAinda não há avaliações
- Is 280 2006Documento9 páginasIs 280 2006harish chandraAinda não há avaliações
- Weekly Report-NovDocumento8 páginasWeekly Report-Novananda_beloshe75Ainda não há avaliações
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocumento24 páginasPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishAinda não há avaliações
- Dissimilar Metal WeldabilityDocumento1 páginaDissimilar Metal Weldabilityananda_beloshe75Ainda não há avaliações
- ISH Check List - EK288Documento1 páginaISH Check List - EK288ananda_beloshe75Ainda não há avaliações
- Comparison EN8D - Is 2062Documento1 páginaComparison EN8D - Is 2062ananda_beloshe75Ainda não há avaliações
- CRN 3493990263Documento3 páginasCRN 3493990263ananda_beloshe75Ainda não há avaliações
- Purchase Orders for Engineering EquipmentDocumento122 páginasPurchase Orders for Engineering Equipmentananda_beloshe75Ainda não há avaliações
- Synergia Inspected List-23.5.2019Documento1 páginaSynergia Inspected List-23.5.2019ananda_beloshe75Ainda não há avaliações
- Macro Requirement As Per CodeDocumento3 páginasMacro Requirement As Per Codeananda_beloshe75Ainda não há avaliações
- Dissimilar Metal Weldability Concepts Alber SadekDocumento45 páginasDissimilar Metal Weldability Concepts Alber SadekMohammad AliAinda não há avaliações
- C Channel Length Extension WeldingDocumento1 páginaC Channel Length Extension Weldingananda_beloshe75Ainda não há avaliações
- Comparison EN8D - IS 2062Documento1 páginaComparison EN8D - IS 2062ananda_beloshe75Ainda não há avaliações
- Preferred Tol and FitsDocumento9 páginasPreferred Tol and Fitsananda_beloshe75Ainda não há avaliações
- Standard Working Procedure - System 1Documento6 páginasStandard Working Procedure - System 1ananda_beloshe75Ainda não há avaliações
- Is 13311.2.1992 PDFDocumento12 páginasIs 13311.2.1992 PDFTayyab AnwarAinda não há avaliações
- Steelwork Preparation S 2 EepvDocumento6 páginasSteelwork Preparation S 2 Eepvananda_beloshe75Ainda não há avaliações
- Letter To Elca - 16 - 17 NewDocumento89 páginasLetter To Elca - 16 - 17 Newananda_beloshe75Ainda não há avaliações
- Journal International SDLC 15 HalDocumento15 páginasJournal International SDLC 15 HalAmandhaEarlyAinda não há avaliações
- Testrep - Lock NutDocumento2 páginasTestrep - Lock Nutananda_beloshe75Ainda não há avaliações
- Guarantee Certificate For SRDocumento1 páginaGuarantee Certificate For SRananda_beloshe75Ainda não há avaliações
- Digital Lab OvenDocumento3 páginasDigital Lab Ovenananda_beloshe75Ainda não há avaliações
- Work Instructions For Blasting PaintingDocumento2 páginasWork Instructions For Blasting Paintingananda_beloshe75Ainda não há avaliações
- 55 Ni CR Mo V7Documento1 página55 Ni CR Mo V7ananda_beloshe75Ainda não há avaliações
- Status Report of Saddle AsslyDocumento2 páginasStatus Report of Saddle Asslyananda_beloshe75Ainda não há avaliações
- COC - Entry and Exit Saddle Assembly.Documento2 páginasCOC - Entry and Exit Saddle Assembly.ananda_beloshe75Ainda não há avaliações
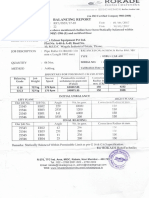
- Balancing ReportDocumento2 páginasBalancing Reportananda_beloshe75Ainda não há avaliações
- TC For AVM WasherDocumento4 páginasTC For AVM Washerananda_beloshe75Ainda não há avaliações
- DirectX 11 Practical ProjectsDocumento64 páginasDirectX 11 Practical Projectszubair ansariAinda não há avaliações
- Netsys NVF-200EKIT User Guide 1.0.6Documento19 páginasNetsys NVF-200EKIT User Guide 1.0.6pkramellaAinda não há avaliações
- Pass4sure 200-120 PDF DownloadDocumento8 páginasPass4sure 200-120 PDF DownloadEleanor19Ainda não há avaliações
- VP R&D/VP QualityDocumento3 páginasVP R&D/VP Qualityapi-79326007Ainda não há avaliações
- Lightning Protection SystemDocumento5 páginasLightning Protection SystemRifki FathurrahmanAinda não há avaliações
- Especificaciones Discos de Embrague Transmision - Cat 140HDocumento6 páginasEspecificaciones Discos de Embrague Transmision - Cat 140HSergio StockmansAinda não há avaliações
- PraveenKumar - Java Developer - Broadridge - HydDocumento4 páginasPraveenKumar - Java Developer - Broadridge - HydAllagadda Mahesh BabuAinda não há avaliações
- Joker User Guide 3dlabgang Rev2019 12Documento14 páginasJoker User Guide 3dlabgang Rev2019 12HD's RC ChannelAinda não há avaliações
- Conventional Smoke DetectorDocumento1 páginaConventional Smoke DetectorThan Htike AungAinda não há avaliações
- Ibm Lenovo Whistler Rev s1.3 SCHDocumento52 páginasIbm Lenovo Whistler Rev s1.3 SCH1cvbnmAinda não há avaliações
- LAP Register To WLCDocumento12 páginasLAP Register To WLCAditya NugrahaAinda não há avaliações
- Nba Sar B.tech. Electronics UgDocumento171 páginasNba Sar B.tech. Electronics UgSaurabh BhiseAinda não há avaliações
- JGEE UG Syllabus 2013-14Documento65 páginasJGEE UG Syllabus 2013-14Animesh MannaAinda não há avaliações
- PLSQL 6 1 PracticeDocumento5 páginasPLSQL 6 1 PracticeHahaAinda não há avaliações
- NHA 2430 Design Analysis Reporting FEADocumento7 páginasNHA 2430 Design Analysis Reporting FEAASIM RIAZAinda não há avaliações
- Operating Procedure ERLDCDocumento154 páginasOperating Procedure ERLDCbramhanand vermaAinda não há avaliações
- Reading 03 - Iron Lady The Eiffel TowerDocumento2 páginasReading 03 - Iron Lady The Eiffel TowerFernando Elías Valderrama GómezAinda não há avaliações
- Phoenix Contact 3247055 enDocumento6 páginasPhoenix Contact 3247055 enDGAinda não há avaliações
- Sika PDS E SikaRep SDocumento3 páginasSika PDS E SikaRep Slwin_oo2435Ainda não há avaliações
- SGP PDFDocumento4 páginasSGP PDFpadmajasivaAinda não há avaliações
- Sunscreen FabricDocumento36 páginasSunscreen Fabricfakhrurr44Ainda não há avaliações
- High Efficiency in Cementitious WaterproofingDocumento12 páginasHigh Efficiency in Cementitious WaterproofingMumtazAinda não há avaliações
- BaaN IV VDADocumento126 páginasBaaN IV VDARostane Horvath ErzsebetAinda não há avaliações
- Preparatory Year Program Computer Science (PYP 002)Documento34 páginasPreparatory Year Program Computer Science (PYP 002)Hassan AlfarisAinda não há avaliações
- Thermodynamic Revision DocumentsDocumento7 páginasThermodynamic Revision DocumentshakimiAinda não há avaliações