Escolar Documentos
Profissional Documentos
Cultura Documentos
Concrete Formwork For Tunnel Lining
Enviado por
Alejandro CastañónTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Concrete Formwork For Tunnel Lining
Enviado por
Alejandro CastañónDireitos autorais:
Formatos disponíveis
ASSOCIATION FRANAISE DES TUNNELS
ET DE LESPACE SOUTERRAIN
Organization member of the AFTES
www.aftes.asso.fr
AFTES
Recommendations
Geometry, concrete mixes,
formwork and concrete
pouring practice
for tunnel linings
GT36R1A1
AFTES Guidelines GT36
Geometry, concrete mixes,
formwork and concrete pouring practice
for tunnel linings
Text submitted by A. MERCUSOT (CETU) Chairman Working Group GT36
and A. BOERI (ALTER ) Vice-Chairman
These Guidelines were drafted jointly with
G. ABOU SLEIMAN (CHANTIERS MODERNES) - JP. ALBRECHT (BEC Frres SA) - V. AVRIL (DEMATHIEU et BARD) - H. BATAILLE (SEMI) W. BENEDETTO (LTF) - PP. BERNARDI (GARELLI) - P. BRIAND (RAZEL) - MME F. BUFFET (RATP) - F. CUSSIGH (GTM CONSTRUCTION ) B. DE RIVAZ (BEKAERT France S.A.S.) - F. DEL CASTELLO (SIKA) - C. HENAULT (BOUYGUES CONSTRUCTION) P. HINGANT (SCETAUROUTE) - M. IMBARD (CETU) - P. LAC ( VICAT) - T. LOUGE (SETEC) - R. MARUCCO (MECSIDER SPA) M. MELKONIAN (MELKONIAN CONSEIL) - J. MICHAUD (SIGMA BETON) - T. NALLET (EIFFAGE) - R. PARRA (CMC) V. PERRAUD (CARI) - H. THIEBAUT (SETEC TPI) - E. SALVI (CAMPENON BERNARD Rgions) - H. SOURON (COYNE ET BELLIER)
These Guidelines were approved by AFTES Technical Committee subsequent to a critical review by
J. BURDIN (CONSULTING ENGINEER) - G. COLOMBET (COYNE ET BELLIER) - P. DUBOIS (IGOA) - L. THEVENOT (RAZEL) - JL. REITH (CETU)
Translation : ROBERT CHADWICK - Rereading : LUCY REW
AFTES Welcomes comments on this paper
CONTENTS
Pages
Pages
1 - PRESENTATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 - Objective . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 - Content . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 - General background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 - Administrative framework . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3
3
3
3
4
2 - LININGS AND DESIGN REQUIREMENTS . . . . . . . . . . . .
2.1 - Functions of lining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
5
2.1.1 - Support Function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 - Support and Protection of Waterproof Lining System Function . . .
2.1.3 - Operating Equipment Support Function . . . . . . . . . . . . . . . . . . .
2.1.4 - Operating Cost Control Function . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 - User Comfort Function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
6
6
6
6
2.2 - Tunnel cross sectional shapes . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2.1 - Definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2.2 - Examples of Profile Optimisation . . . . . . . . . . . . . . . . . . . . . . . .
2.2.3 - Consequences on operating formwork systems . . . . . . . . . . . . . .
6
7
8
2.3 - Conventions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 - Typical cross section . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.2 - Definition of physical and payment lines . . . . . . . . . . . . . . . . . . .
2.3.3 - Typical lines and cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.4 - Lining concrete volumes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
8
8
9
2.4 - Concrete criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 - Lining construction criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 - Criteria for the appearance of exposed concrete . . . . . . . . . . . .
9
10
2.6.1 - Field of application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2 - Characteristics and types of exposed surfaces . . . . . . . . . . . . . . .
2.6.3 - Lift joints and construction joints . . . . . . . . . . . . . . . . . . . . . . . . .
10
10
10
2.7 - Construction practice basics . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
2.7.1 - Plain concrete linings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.2 - Locally reinforced linings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.3 - Fully-reinforced linings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.4 - Construction in sections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.5 - Embedded Items . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
11
11
11
11
3 - CONCRETE FOR PERMANENT LINING . . . . . . . . . . . . .
3.1 - Concrete mix design and tests . . . . . . . . . . . . . . . . . . . . . . . . .
12
12
3.1.1 - Reference document . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 - Selecting independent inspection body . . . . . . . . . . . . . . . . . . . .
12
12
3.2 - Concrete components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
3.2.1 - General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 - Aggregate quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.3 - Cementitious materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.4 - Mixing water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.5 - Admixtures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.6 - Additives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
12
12
12
13
13
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Pages
Pages
3.3 - Concrete definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
3.3.1 - General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.2 - Specification of basic properties . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.3 - Specification of supplementary properties . . . . . . . . . . . . . . . . . .
3.3.4 - Concrete classification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
13
13
13
3.4 - Concrete mixing and transport . . . . . . . . . . . . . . . . . . . . . . . . .
14
3.4.1 - Choice of batching plant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4.2 - Concrete mixing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4.3 - Concrete transport . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5.1 - Monitoring concrete strength development and performance . . . .
3.5.2 - Minimum requirement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5.3 - Recommended values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5.4 - Curing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14
14
14
14
15
15
15
3.6 - Surface treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
3.6.1 - Protection of surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6.2 - Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6.3 - Fire protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
16
16
3.7 - Benefits of self-compacting concrete . . . . . . . . . . . . . . . . . . . . .
16
4 - FORMWORK SYSTEMS . . . . . . . . . . . . . . . . . . . . . . . .
4.1 - Description of formwork systems and Minimum fabrication rules
16
16
4.1.1 - Functions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.2 - Terminology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.3 - Different types of formwork system . . . . . . . . . . . . . . . . . . . . . . .
4.1.4 - Details of formwork system components . . . . . . . . . . . . . . . . . . .
16
17
17
23
4.2 - Fabrication of formwork . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29
4.2.1 - Contractor writen specification . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.2 - Contractor's tendering procedure for suppliers . . . . . . . . . . . . . .
4.2.3 - Contract award . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.3 - Ordering formwork by contractor . . . . . . . . . . . . . . . . . . . . . . . .
4.2.4 - Supplier's design and fabrication report . . . . . . . . . . . . . . . . . . .
4.2.5 - Transport, erection on site and acceptance in final configuration .
29
30
31
31
31
32
5 - FORMWORK SET-UP AND CONCRETING . . . . . . . . . . .
5.1 - Formwork system working configurations . . . . . . . . . . . . . . . . .
34
34
5.1.1 - Planning excavation and lining sequence . . . . . . . . . . . . . . . . . .
5.1.2 - Longitudinal planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 - Transverse planning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34
34
35
5.2 - Q / S / E (Quality/Safety/Environment) aspects . . . . . . . . . . . .
35
5.2.1 - Content of quality assurance plan . . . . . . . . . . . . . . . . . . . . . . . .
5.2.2 - Safety aspects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.3 - Environmental aspects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.4 - Quality monitoring of works . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4.5 - Moving, setting up and adjustment of formwork ready for pouring
5.4.6 - End stop(s) and seals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4.7 - Concreting lining rings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4.8 - Concrete hardening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38
40
41
42
5.5 - Special items . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42
5.5.1 - Portals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 - Niches and intersections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42
44
5.6 - Special cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44
5.6.1 - Contact grouting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 - Special concrete mixes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 - Special concreting conditions . . . . . . . . . . . . . . . . . . . . . . . . . . .
44
44
45
5.7 - Re-use of formwork systems . . . . . . . . . . . . . . . . . . . . . . . . . .
46
5.7.1 - Dismantling formwork systems . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 - Formwork system maintenance . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 - Temporary Storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.4 - Re-use of Formwork Systems . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
46
46
46
6 - LINING CONSTRUCTION SUPERVISION . . . . . . . . . . . .
6.1 - Specific testing and inspection challenges . . . . . . . . . . . . . . . . .
6.2 - Level of supervision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 - Types of supervision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47
47
47
47
6.3.1 - Internal supervision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3.2 - External supervision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3.3 - Independent supervision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47
47
49
6.4 - Critical points and stop points . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 - Treatment of non-conformities . . . . . . . . . . . . . . . . . . . . . . . . .
50
50
6.5.1 - Classification of non-conformities . . . . . . . . . . . . . . . . . . . . . . . .
6.5.2 - Means for treating non-conformities . . . . . . . . . . . . . . . . . . . . . .
50
50
7 - SAFETY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 - Safety and formwork system design . . . . . . . . . . . . . . . . . . . . .
51
51
35
36
36
36
7.1.1 - Moving parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2 - Access and working items . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.3 - Concreting tools and accessories . . . . . . . . . . . . . . . . . . . . . . . .
7.1.4 - Ancillary components for translation, positioning and form stripping
7.1.5 - Fluids pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.6 - Lighting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.7 - Handling and controls . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.8 - Starting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.9 - Emergency stop . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.10 - Instruction manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
51
51
51
51
51
51
52
52
52
7.2 - Definition of risks during construction work . . . . . . . . . . . . . . .
7.3 - Protective equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
53
5.3 - Lining concreting record . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 - Operations in concreting cycle . . . . . . . . . . . . . . . . . . . . . . . . .
36
36
7.3.1 - Individual protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3.2 - Collective protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
52
5.4.1 - Form striking and precautions specific to this phase . . . . . . . . . . .
5.4.2 - Translation of formwork to next ring . . . . . . . . . . . . . . . . . . . . . .
5.4.3 - Concrete curing after form removal . . . . . . . . . . . . . . . . . . . . . . .
5.4.4 - Preparation of form liners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
37
37
38
7.4 - Trainning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
53
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
1 - PRESENTATION
1.1 - Objective
1.2 - Content
These Guidelines are drafted as a contribution to the design and
construction of cast-in-situ concrete linings, primarily to road and
rail tunnels, but are also applicable to canal and drainage tunnels,
backfilled tunnel portals, branch and cross tunnels and ancillary
works such as niches, lay_bys, etc. They do not concern precast
concrete segmental linings, precast roof segmental linings, water
tunnels and linings to special items such as underground railway
station chambers and shafts. Finished cross sectional areas addressed range from 40 m2 to 120 m2.
The Guidelines present the sequence of operations for performing
the design studies and constructional activities involved in building a tunnel:
Technical and administrative framework;
Description of linings and specific design requirements;
Concrete mix design, mixing and transport;
Design and construction of formwork systems;
Placement of forms and concreting;
Monitoring workmanship;
Safety.
The engineering content of the Guidelines focuses on general
lining design criteria and their consequences, and constructional
materials, tools and processes, as relevant to the various tunnelling
specialists, to provide them with:
information on linings,
descriptions, models and recommendations,
details of special requirements with respect to in situ concrete
linings,
the means of formulating a sound design,
assistance to contract award,
assistance to works progress,
the means of monitoring lining performance, etc.,
on the understanding that design studies must commence at the
earliest opportunity for results to meet declared goals, such as to
ensure that the finished lining:
provides the functions and performance required for a functional and safe structure,
is long-lasting and strong without the need for excessive maintenance,
exhibits a general degree of quality, resulting from an appreciation, at the design stage, of all the loads and stresses to which it
will be exposed over its expected lifespan,
offers a level of operational safety for its functions to be retained under expected operating conditions.
The tunnelling specialists concerned are
Owners and executive agencies,
Consulting engineers,
Regulatory bodies,
Construction contractors and their subcontractors,
Plant and equipment suppliers,
Tunnel operators,
Research institutes,
Health and safety coordinators,
Bodies involved in improving health and safety at the workplace,
All other parties in any way involved in project implementation.
Foundations and inverted-arch inverts, and shuttering for these
parts of the tunnel are not extensively discussed although shown on
some drawings. A suitable appendix will be issued in due course.
Topics not dealt with in these Guidelines are excluded because
they have already been, or are to be covered by other AFTES Guidelines on (in French):
Design computations and their application to European standards;
Fire performance;
Structural and superficial repairs;
Surface preparation for contact with waterproofing systems or
painting.
1.3 - General background
The first guide on in situ concrete linings was issued by CETU in
1976 and a second version was drafted in 1983 by a working
group made up of Owners, Consulting Engineers, Construction
Contractors and Manufacturers to take account of new regulations (such as Fascicule 69, 1980), reports from recent jobs
(concerning primarily systematic flaws in appearance) and variables affecting lining quality and durability.
The 1983 CETU publication (Linings, Concretes, Concreting
Plant, Waterproofing, Concreting Practice) was aimed chiefly at
designers but did not constitute an Instruction document.
More than twenty years on, many new-build, lined, waterproofed
tunnels have been completed, often inspected on first commissioning and then periodically in the course of their operational life,
and found to suffer from recurring flaws in appearance or even
structural damage, which could be correlated with faulty working
practices, poor workmanship and unsuitable working procedures
during construction.
These present Guidelines are therefore based on:
the practical knowledge of specialist tunnelling professionals,
observed data on tunnels built in the last thirty years,
inspection reports,
as well as the available literature, specifications, standards and
other guidelines.
It is also supplementary to the Guidelines issued by AFTES Working Groups 7 (GT7 Use of Unreinforced Concrete in Tunnels)
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
and 29 (GT29 Use of General Standards and Design and Analysis
Rules for Reinforced and Plain Concrete).
AFTES GT36 GUIDELINES
The following Table shows schematically the sequence of project
implementation activities from the initial feasibility studies up to
lining construction, naming the more representative reference
documents as well as these present Guidelines, the design stages,
and the tasks performed by the various parties.
OTHERS AFTES GUIDELINES OR
DOCUMENTS
SPECIFIC REQUIREMENTS FOR
EXPOSED CONCRETE FACES
Considerations on usual lining analysis methods
GT7 - TOS No.14 / 1976 (for information)
Use of general design and sizing rules and standards for reinforced
and plain concrete linings
GT29 - TOS No. 165 2001
AFTES guidelines and the new EU standard
GT29 TOS No. 203 - 2007
Use of Plain Concrete in Tunnels
GT7 TOS No. 149 - 1998
Use of Plain Concrete in Tunnels
TOS No. 149 - 1998 Fire Performance of
Civil Engineering Structures - GT37 (Guidelines pending)
Extrados interface: Waterproofing System between Temporary
Support and Lining
GT 9- TOS No. 159
Intrados interface: Painting Exposed Concrete Faces
GT 31 - TOS No. 178
POURING LINING
FORMS: FAULTY
WORKMANSHIP
AND DISTRESS
ENGINEERS
Preliminary
design
ENGINEERS
CETU Pilot Dossier
SNCF RATP
Eurocodes
Final design
DESIGN
OFFICES
CETU Fire
Guidelines 2006
CCTG Fascicule 67:
Waterproofing
CCTG
Fascicule 69:
Article TOS No. 121
Pressure during
Underground works
concreting
WORKMANS,HIP INSPECTION
DESIGN AND OPERATIONAL SAFETY
JOBSITE ACCIDENT PREVENTION
OWNERS
CCTG Fascicule 65
Exposed surfaces
CCTG Fascicule 65:
Concrete
CONCRETE MIX DESIGN, PREPARATION AND POURING
FORMWORK DESIGN AND FABRICATION
FORMWORK INSTALLATION
IMPORTANT
PROJECT
DOCUMENTS FROM DESIGN STAGE CONTRIBUTORS
OTHER SOURCES*
CCTG Fascicule 69:
Civil works
Underground
project planning
Works
CETU Geometry
(pilot dossier) 1990
ROLE, FUNCTIONS, SHAPES,
GEOMETRY, CONVENTIONS
Tender
Documents
CONSTRUCTION
CONTRACTORS
SUPPLIERS
Construction
Contract
Hazards and First Aid
GT12
IN-HOUSE AND
INDEPENDENT
SUPERVISION
OPPBTP - CRAM
SNCF Classification
of structures.
Catalogue of visible flaws in tunnels, supplemented with
Catalogue of
glossary of tunnel parts names 1980
Damage Livret K
Catalogue of structural damage in underground structures Tunnels 1996
CETMEF Notes on
GT14 HS 3 Chambry
monitoring and
Diagnostic Method for Lined Tunnels
maintenance of canal
tunnels with
catalogue 2000
Guidelines for
Inspection of Road
Tunnels, with
catalogue 2004
OPERATION
INSPECTION
CONCRETING
FORMWORK INTERFACES
CONCRETE
DESIGN ANALYSES
PROJECT
PLANNING
STAGE
These Guidelines are written in sections which fill the gaps between other relatively exhaustive and very recent documents, and
are presented in a descriptive manner in the form of recommendations or advice, so that interested parties may find the information needed for their design and construction operations.
1.4 - Administrative framework
CETU GTFE
(French Operators
Group)
Progress reports
and inspection
reports
Inspection and
maintenance
reports
INDEPENDENT
SUPERVISION
EXPERTS
SPECIALISTS
OPERATORS
*Standards relevant to tunnel linings cited in the Guidelines are listed in the Reference section at the end of the document
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
2 - LININGS AND DESIGN REQUIREMENTS
This chapter reviews the various functions which may be assigned to the tunnel lining and the requirements associated with these
functions, along with the chief consequences that will result in the construction phase in terms of the concrete mix, construction
methods, formwork systems, construction of the lining and its appearance.
It does not deal with issues of tunnel shape. Only those terms necessary for an understanding of the text are defined in this chapter,
accompanied by a few examples.
2.1 - Functions of lining
The lining to a tunnel or of a longitudinal underground opening
or cross-tunnel forming part of the principal structure is a structure placed directly against the ground, or the temporary support
or waterproofing system as applicable.
The lining determines the effective cross-sectional area of the tunnel offering the functions required by the tunnel operator. It is
physical proof of the completeness and durability of the structure
in terms of the required criteria to be met for the tunnel to remain
stable and fit for the purpose for which it was designed.
The lining is usually left exposed when seen from inside the tunnel although it hides the waterproofing system and any temporary
or permanent support which may have been installed. It may be
lined internally to meet certain requirements concerning appearance or environmental considerations.
It is necessary at the tunnel design stage that a clear statement be
made of the functions the lining will be called upon to provide in
terms of (i) the requirement for overall stability of the structure,
chiefly as determined within the surrounding rock, and (ii) requirements relative to operational criteria. These functions are detailed in this section of the Guidelines, and subsequent sections discuss the resulting consequences for the construction phase.
Five functions are described and discussed (definitions, needs,
benefits, etc.) in the following paragraphs, with no pretension of
being an exhaustive list, to highlight the constraints and their
consequences for the construction of the lining.
2.1.1 - Support Function
2.1.1.1 - Ground Loads
The structural support provided by the tunnel lining provides the
required long-tem mechanical stability. If temporary support was
applied immediately after excavation and this support can be
considered sufficiently reliable over time (suitably designed and
executed sprayed concrete, protected anchor bolts, etc.), the
design of the permanent lining may make allowance for the
contribution of this temporary support in withstanding outside
loads.
The lining must be capable of withstanding the following loads:
Its own weight,
Short- and long-term external loads from the surrounding
ground, including any earthquake loads,
External hydrostatic groundwater loads,
The effect of time-dependent strains (swelling, creep),
Loads applied by operating equipment.
In the particular case of swelling ground, the completion schedule
does not normally allow sufficient time for letting the ground to
decompress sufficiently to arrive at an equilibrium state and the
lining must be designed accordingly. This quite frequently results
in the need for a high-stress lining with inverted vault invert.
Dead weight loads may be factored to include for stresses due to
temperature changes and concrete drying shrinkage. These are
usually not considered to be critical items in lined tunnel design.
The lining may be poured, according to circumstances:
either after excavation and installation of temporary support
when there has been time for a new equilibrium to be reached
between the surrounding ground and the support; in this case,
the permanent lining is necessary and useful for providing long
term stability and the loads from the surrounding ground are
applied to it very gradually,
or keeping pace with excavation, by heading and benching if
necessary, when the previously described approach is not possible when, for example the tunnel is passing through poor
ground or there are severe settlement criteria. The design must
accordingly include for a very complex construction sequence
and finely-tuned organisation (different items of plant all
concentrated in a small space for driving / temporary support /
waterproofing / shuttering, and all well ventilated); the loads
acting on the lining will generally be higher than in the previous example.
2.1.1.2 - Mobilisation of Ground / Support /
Structure Interaction
It is common knowledge that, if it is to contribute to the permanent support, the lining must be conceived in such a way as to
efficiently make use of its interaction with the surrounding
ground. This implies appropriate decisions as to the cross sectional shape and stiffness of the lining as compared with that of the
host ground, and careful choice of construction method to ensure
tight contact with the ground everywhere.
A tight interface does not in itself guarantee sufficient mobilisation of the ground / support / lining interaction to control bending stresses in the lining to the preferred degree. The other requirements are:
The mean axis of the roof arch must be appropriately shaped,
which may require an iterative analytical method. A very flat
top arc will keep down excavation volumes but in return, will
very frequently allow high bending stresses to develop. Sudden
changes of curvature commonly cause locally high stresses, and
smooth transitions are eminently to be desired.
The host ground must possess significant stiffness. In ground
exhibiting plastic behaviour or poor stiffness, the soil/structure
interaction may be too weak not to have to resort to systematic
reinforcement of the lining.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
It is also universally accepted that, if the interaction criteria are
met, plain concrete can be used for the typical section of the
tunnel.
The design thickness of the arch is based on loads computed by
methods which take account of this soil/structure interaction and,
provided bending stresses are moderate, reinforcement of the lining
may be dispensed with, in accordance with AFTES Guidelines on
Use of Plain Concrete in Tunnels which were published in TOS
149, Sept-Oct 1980.
Cases where reinforcing steel is needed are dealt with below.
2.1.2 - Support and Protection of Waterproof
Lining System Function
Older tunnels (pre-1970) were not waterproofed. They often suffer
from damp patches and leaks which become worse over time and
lead to inevitable deterioration of the lining concrete (especially in
road tunnels).
More recent constructions have waterproofing systems on the outer
surface (extrados); this usually consists of a PVC sheet placed between the temporary support and the permanent lining, and
Owners are advised to provide such a waterproofing system.
Two cases are found:
Full waterproofing which includes the invert (usually an inverted arch in this case) and the lining must be designed to withstand groundwater loads.
Partial waterproofing of the roof and down to the bottom of the
sidewalls, with drains to empty the system (this system is also
known as umbrella waterproofing).
Dispensing with waterproofing altogether may be considered in
some rare one-off situations, e.g. where there is no water table, in
tunnels excavated by heading and benching with long sections of
construction joints multiplying the risk of flaws, or where functional requirements are not severe (especially as regards dampness).
Waterproofing the crown makes it possible to produce a better quality
concrete by keeping moisture within the concrete during the first few
days of curing. It also prevents formation water from upsetting the
physical and chemical equilibrium of the concrete while it is setting
and also reduces the problems associated with concrete shrinkage.
If there is no extrados waterproofing, the fresh concrete may lose its
water as soon as it is poured or conversely, it may take water from the
surrounding ground, even if the tunnel lies above the water table but
is very wet. In both cases, its original mechanical properties may be
altered. An additional problem is that concrete shrinkage may be
severely and unevenly restrained by any serious overbreaks.
A concrete lining protects the waterproofing system against damage
arising from tunnel operation and of course, care must be taken not
to damage the system when building the lining.
2.1.3 - Operating Equipment Support Function
The structure of road and rail tunnel linings is tied up with the
functions required of the tunnel, and attention must be given to:
Static and dynamic stresses concentrated by equipment (fans, ventilation ducting, hangers and supports for traffic roadways and/or
ventilation ducts, fastenings for cable trays, lighting or signage,
catenary tensioning points, lifting loads when removing crashed
road vehicles and railway trucks, etc),
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Misoperation due to operating conditions.
This should result in different designs for certain sections of the
tunnel lining (e.g. reinforcement of the roof at ventilation booster
sites and/or extra reinforcement in the sidewalls in typical tunnel
sections) and should involve special arrangements during construction for very strict inspection and supervision of the work of fixing
reinforcing steel and pouring concrete in these zones.
2.1.4 - Operating Cost Control Function
Tunnel operating costs (especially for road tunnels) are largely
governed by the cost of electricity for lighting and ventilation, etc.
and maintenance (cleaning) and although more expensive initially,
tunnels with in situ linings are easier and less costly to operate than
tunnels lined with sprayed concrete.
In situ concrete linings reduce:
friction head losses in air circulating in the tunnel (velocity
< 8 m/s) and ventilation ducting (velocity 20 25 m/s),
head losses in water flowing in drainage and relief tunnels,
deposits in drainage tunnels,
cleaning difficulties.
They may also improve efficiency of lighting systems, especially in
road tunnels.
This "minor" function of the lining must not be overlooked in the
design studies for the lining (the surface finish of concrete exposed
to view should be specified), the formwork system (especially its
quality and strength) and concrete mixes (workability among other
factors).
2.1.5 - User Comfort Function
The intrados of the tunnel remains visible and the appearance of
the lining (especially if there are regular commuters) must be considered at the design stage.
A smooth painted surface is obviously more attractive than the
depressing as-cast grey expanse where the driver can see the demarcations between the different pours, all with their own shade of grey.
Painting the sidewalls of road tunnels is an effective way to combat
concrete deterioration, by controlling grime deposits and making
cleaning easier.
The lining may also be of use to the road user by giving advance
warning of bends by highlighting the longitudinal construction
joints between sidewall and crown and the vertical construction
joints between lining rings.
Tunnel type and length, and the type and extent of the traffic load,
are the basis for setting a level of comfort which will be governed by
the quality and appearance of the walls. This in turn dictates the
formwork system, which will be different when operating at urban
or greenfield sites.
2.2 - Tunnel cross sectional shapes
2.2.1 - Definitions
This section presents a brief explanation of why the cross sectional
profile of a road, rail, canal or sewer tunnel cannot be standardised, even if equivalent performance is required.
Linings consist of one or more concrete arches enclosing an effective cross sectional area such that the resulting tunnel offers the
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
specified functional performance. The intellectual process leading
to the elaboration of the cross sectional profile involves careful
study at the project planning stage, whatever the tunnel type and
purpose in question.
The line enclosing this effective cross section is called the intrados. The geometry of the intrados may be defined by a single arc
of circle, a succession of circular arcs joined by smooth tangents or
more generally a succession of circular arcs and straight lines.
The selected intrados must be the outcome of a process of optimisation of the effective cross section offering all the required
functions, but also circumscribing rectangular or circular bodies
representing machinery and equipment; it must incorporate a
safety margin with respect to the civil works and utilities, construction and maintenance activities, and the electric field (in the
case of rail tunnels), and construction tolerances such as to have a
minimum excavated section with a generally regular geometry. In
the design of the intrados, slightly curved or flat surfaces, sharp
projections and sudden changes in curvature must be avoided as
far as possible because they concentrate loads and stresses which
may result in overdesigning the lining. On the basis of these
requirements, the shape of the intrados may range from a circle
to five circles.
The outer line of the lining is called the extrados. It is defined with
reference to the intrados, by shifting the intrados line outwards by
the design thickness of the concrete. Concrete thickness is derived
from the envelopes calculated for the loads and load combinations
applied to the lining, or complies with the minimum thickness for
the size of the cross section*. In some cases, design thickness may
be modified to allow for various design rules. For example, concrete thickness must be sufficient to provide adequate cover to boxouts or cable ducts required for equipment.
2.2.2 - Examples of Profile Optimisation
The examples presented below illustrate the critical points involved in setting the shape of the lining intrados (smoothing the line)
and extrados (intrados line shifted outwards by approximately the
specified minimum concrete thickness) and dealing with sharp
projections or hard points; this data is needed for designing the
formwork system and its operating procedures, especially form
stripping.
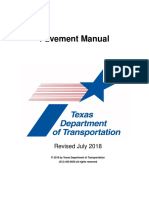
Profile of road tunnel without concrete invert
and with ceiling slab forming ventilation duct
Profile of road tunnel with arched invert
Profile of (rubber-tyred) metro tunnel with flat invert
Profile of TGV (high speed train) tunnel with arched invert
Figure 1 - Typical Road and Rail Tunnel Shapes
*Guidelines in TOS 165. Owing to structural considerations, the minimum permissible design thickness of an in situ concrete lining is dictated by tunnel size
(generally 200 mm for small tunnels and 300 mm for tunnels with a diameter of approximately 10 m).
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
2.2.3 - Consequences on operating
formwork systems
The geometries of tunnel cross sections may appear very similar
but the formwork needed to build the lining may be very different. For example, there may be:
No continuity of the intrados between sidewall and roof arch
and a change of curvature at the brackets carrying the ventilation duct ceiling slab, requiring special forms that are complicated to make and use when striking the forms.
No true invert (just non-structural blinding concrete) or an
arched invert requiring either a runway for moving the slip
forms along the tunnel or special arrangements in the formwork system itself.
Flat invert with variable (sometimes steep) angles of superelevation requiring a shuttering system which can be adjusted
over a wide angular range.
Curved upper face of foundation or no foundation to provide
the reaction, so that the forms must be fastened to the invert or
be entirely independent.
2.3 - Conventions
In general, once the design analyses have been completed, linear
underground structures are usually drawn up on a set of what are
known as Typical Cross Sections, which show temporary support,
waterproofing and lining details and the conventional payment
lines.
Linings and their minimum, nominal and mean thicknesses may
raise questions for the designer and the next part of this section
presents some simple minimum rules and the most widely used
conventions adopted by design offices, consulting engineers and
construction contractors (they will be a compromise between all
the conventions studied and accepted), always keeping in mind
the requirements in CCTG Fascicule 69 (Underground Works)
specifications, with additional material when the issue of extrados
waterproofing systems arises.
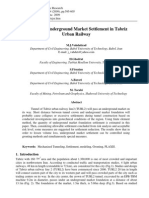
2.3.1 - Typical cross section
Sidewalls
Springing
Shoulder
Crown
Key
Circular arch
Invert
Arched
invert
Vertical or curved parts between the foundation
and the horizontal diameter of the roof arch
Plane located on the horizontal diameter of
the roof arch
Part of the roof arch between the springing
and the crown
Highest point of the roof arch lying in the vertical
plane of symmetry of the tunnel
Central part of the crown
Profile in which they mean axis of the roof arch
is an arc of circle
Lower part of the tunnel section spanning between
the two sidewalls
Invert which is arched downwards with the lowest
point of the invert lying in the vertical plane of sym
metry of the tunnel
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Figure 2 - Typical Cross Section Notation
2.3.1- Definition of physical and payment lines
2.3.2.2 - Physical Lines
Two lines are obligatory for the definition of the structure: excavation, temporary support and/or lining.
These are the physical lines calles I Line and A Line
I Line
Defines the effective width and height clearances of
the tunnels permanent lining (inside cross section
available for tunnel operation).
A Line
Defines the minimum size of the excavated tunnel
section before installing temporary support and
permanent lining (minimum excavation line).
The A and I lines are directly measurable. Another line is needed
to determine the volumes or areas to be used for calculating payment. This is the B line as defined in CCTG Fascicule 69. It is
derived by shifting the A line outwards by a distance d.
Distance d can be thought of as a tolerance permitted to the
contractor based on driving method and conditions and it must
be specified by the Engineer such as to allow the contractor to
earn a fair rate for the work performed.
2.3.2.2 - Payment Lines
The B and E lines are theoretical and so cannot be measured.
B Line
Payment line for excavation defined by its distance
d from the A line (mean excavation line).
E Line
Payment line for lining extrados determined by
shifting intrados line I by the nominal thickness of
the lining.
2.3.3 - Typical Lines and Cases
2.3.3.1 - Lining poured directly against rock,
no waterproofing system
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
2.3.4.3 - Construction Tolerance
The total tolerance covering fabrication and assembly of the
formwork system, moving the forms to station and concreting
must not result in the finished lining being thinner than the
nominal design thickness (the thickness of concrete estimated for
payment between the E and I lines remains unchanged). Convergent zones must be identified well in advance before moving the
slip forms to station.
2.4 - Concrete criteria
Volume bton coffr = Vol (B) Vol (I)
Figure 5 - Lines - Steel ribs and liner plates / Packing concrete /
Waterproofing system / Linin
2.3.3.2 - Shotcrete, waterproofing system,
permanent lining
Volume bton coffr = Vol(B) Vol(I) Vol(BP=BE)
Figure 6 Lines Steel ribs / Shotcrete / Lining
2.3.4 - Lining Concrete Volumes
2.3.4.1 - Quantity Estimates
General Tunnel Section (Tunnel and Cross Tunnels):
The volumes of concrete poured in the lining must be estimated
on the basis of the drawings in the tender or design documents.
The thickness considered is the space between theoretical lines E
and I.theoretical line E and physical line I.
Structure at junctions (lay-bys, galleries, niches, etc.)
Concrete volumes must be estimated more accurately with
dimensions taken from the design drawings, lying between the E
and I lines.
2.3.4.2 - Overbreak
Overbreak volumes must be estimated well before installing the
waterproofing system. Instruments such as a profiler or 3D
scanner allow the relevant volumes to be estimated.
In addition to the necessary mechanical properties of the concrete
to provide the support function (contract strength of hardened
concrete and deformation modulus), the more important properties of concrete for tunnel lining applications are workability,
compaction, resistance to cracking and resistance to spalling.
Workability is needed so that the concrete will flow freely into the
forms despite irregularities in the rock face and the presence of
reinforcement and items to be embedded in the concrete. Compaction is necessary to obtain a high degree of watertightness and
thereby, good resistance to aggressive substances. In this case, special cements must be used.
For the same reasons, the concrete must exhibit the least possible
shrinkage, especially as shrinkage is restrained by reason of the
concrete forming a solid mass with the host rock on one side
(except if a waterproofing system is installed) and the concrete is
not reinforced. The most typical case is in large tunnels in which a
strong current of air might circulate after break-through. The
rapid loss of moisture and temperature drop caused by this air
current are the leading causes of increased concrete shrinkage and
concomitant cracking, specially in green concrete.
Lastly, if the forms are to be struck quickly, high early age strength
is needed, which may be incompatible with reduced cracking.
The solution to this problem is often to find the best compromise
between the opposing requirements and actual conditions at the
site with due consideration of the resources available there.
2.5 - Lining construction criteria
Characteristic strength is the most important concrete property
for lining stability. Furthermore, it must be remembered that high
strength means a high modulus and therefore, a stiffer lining.
However, this is not usually the critical factor with plain concrete
for which in practice the offset of the normal load determines the
concrete thickness needed. But high early strength is always a
determining factor for deciding how soon the forms can be struck
after completion of concrete pouring.
In all cases, the concrete closure must ensure a tight contact between the rock or temporary support and the lining; contact grouting may be needed after completion of pouring. Efficient structural performance (interaction) requires good construction
practice: good concrete workability is needed for the concrete to
completely fill the space behind the forms and flow around geometrical irregularities of the rock face and embedded items, and
despite difficulties of forcing concrete into the roof crown.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Lastly, moderate shrinkage keeps early age cracking of the roof
arch to a minimum, until such time as pressure from the surrounding ground eventually produces significant compressive stress
conditions in the roof.
2.6 - Criteria for the appearance of
exposed concrete
Apart from problems with cracking and blemishes revealed after
removing formwork, the compaction, porosity and shrinkage characteristics of the concrete will determine its propensity for picking up grime.
Linings in road tunnels are usually cleaned regularly; therefore,
protection and maintenance must be considered necessary activities. But before applying systematic preventive protection, it is
important to fully control fabrication of the formwork, preparation and pouring of the concrete, and striking forms.
2.6.1 - Field of Application
The stipulations in this section of the Guidelines apply solely to
the exposed faces of in situ concrete. They deal with the appearance of these visible surfaces, which results from a combination
of concrete mix, successful embedment of reinforcing bars and
other items, and concrete pouring practice which can lead to
many flaws liable to spoil the appearance.
The process for achieving the specified appearance and means of
arriving at this goal mainly concern:
the design, fabrication and setting up of the formwork system
(the form liners must be appropriate for the quality of the
resulting concrete face),
the conformity of the materials entering into the concrete mix,
the concrete mix design and properties,
the regularity of concrete mixes and pours (vibration and construction joints),
the treatment of areas not left as-cast; this treatment must be
specified in the contract documents.
2.6.2 - Characteristics and Types of Exposed
Surfaces
Briefly, in situ concrete surfaces exposed to view are judged by:
Surface condition,
Shape and flatness: low spots must not deviate from flat by
more than 5 mm when measured with a 2 m straight edge or 2
mm measured with a 0.2 m straight edge,
Texture, representing surface condition and quality: moderate
or concentrated blowholes, local defects visible from a distance
(cf. French Standard NFP18 503),
Colour as assessed on a grey scale.
Most surfaces are left as-cast and these characteristics are directly
dependent on concrete colour and form liner properties (type and
category). But the sidewalls of road tunnels and other structures
frequented by users are often painted.
There are three classes of surface finish, on the basis of increasin-
10
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
gly stringent appearance requirements. The contract must stipulate what finishes are required where.
2.6.2.1 - Plain finish
Plain or ordinary surfaces (category 3) are surfaces left as-cast for
which the only requirement is for a regular shape. This usually
applies to ancillary cross galleries to the tunnel and its foundations.
2.6.2.2 - Fine finish
Fine surfaces (category 2) are surfaces left as-cast covered by special requirements as regards shape, and concrete texture and
colour. This finish is mostly used on sidewalls to the tunnel or bypasses and shelters.
Where light-coloured or special concretes are specified, specific
documents can be incorporated into the contract and samples
must be produced, as follows:
Specimens must be made at the same time as for the suitability
tests using reinforcement equivalent to that used in the tunnel
(if necessary) and the same concrete as is to be incorporated
into the works,
Specimens must be truly representative of the structure to be
concreted under actual field conditions in order to ascertain
that the resources (identical forms, vibration, etc.) assigned by
the Contractor are adequate to meet the contract requirements,
They must be acceptable to the Engineer.
2.6.2.3 - Featurework
Featurework surfaces are very special surfaces which must meet
decorative and architectural requirements (category 1); they are
often stipulated for the first rings of urban road tunnels.
The contract must specify precisely all the characteristics of these
surfaces and some characteristics of the forms.
This category also includes surfaces left as-cast exhibiting some
degree of relief or special shapes, and worked surfaces.
2.6.2.4 - Unspecified finish
Except as otherwise stipulated, surfaces exposed to view have a
fine finish and concealed surfaces have a plain finish.
2.6.3 - Lift Joints and Construction Joints
Exposed surfaces may have joints highlighted, i.e. horizontal lift
joints at the foundation ledge, if exposed to view, horizontal lift
joints between sidewalls and roof arch, and vertical construction
joints between lining rings. Trapezoidal joint formers are preferred
for reasons of ease of form removal, using stiff rubber or metal
shapes fixed to the forms.
2.7 - CONSTRUCTION PRACTICE BASICS
Tunnel and gallery linings are generally made of plain concrete for
standard sections but may be locally reinforced at safety niches
and points where the tunnel is intersected by cross galleries.
Arched inverts, where necessary, may also be reinforced. In this
case, controlling the high stresses where the sidewall meets the
invert calls for the reinforcing bars to be continued up a certain
distance into the sidewall.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
2.7.1 - Plain Concrete Linings
In the majority of situations, tunnel linings are not reinforced on
standard sections except in specified conditions such as the need
to control detrimental cracking.
This does however mean that the host ground must display some
degree of stiffness and that tunnel geometry is satisfactory. These
two factors are not independent. A flattish roof arch tending to
force the abutments apart might be acceptable in a stiff rock but
not in deformable ground where the tendency towards outward
movements or convergence of the abutments would result in
significant bending stresses.
2.7.2 - Locally Reinforced Linings
A plain concrete tunnel lining may be reinforced locally at:
highly stressed zones such as foundation ledges, sidewalls, intersections with cross galleries, niches, connecting galleries, etc.
zones called upon to carry concentrated loads (extrication
rings, bearing points of ceiling slabs forming ventilation ducts,
fans, suspension rod anchors, etc.),
invert (flat or arched),
sharp changes of curvature,
parts of structures exposed to a harmful cracking criterion.
At the stage of undertaking the structural design and tender documents, profile geometry must allow for constraints associated
with reinforcing bars (bar sizes and concrete cover) and concrete
(aggregate size), and during the tendering process, the formwork
system design must address the issue of constraints associated
more particularly with fixing bars in place and positions of
concreting windows.
2.7.3 - Fully-reinforced Linings
Special linings reinforced around the whole section are chiefly
found on:
tunnels subject to high hydrostatic loads that have to be completely waterproofed (including the invert),
tunnels driven through ground of low stiffness, displaying
significant convergence or divergence and where there is insufficient soil-structure interaction to realign the normal loads in
the sections,
drainage galleries carrying water under pressure,
intersections with geological features or special zones (swelling
ground, shallow tunnel),
tunnel portals built above ground and backfilled ("pseudo tunnels").
At the structural design and contract document preparation
stages, the tunnel section profile must include for constraints
associated with the reinforcement (bar sizes, concrete cover, aggregate, stiffness of structures, etc.), as well as steel fixing methods (as
free standing assemblies or mounted on the shuttering) and the
formwork system (design, lowering, number of forms, support of
the steel, etc.).
2.7.4 - Construction in sections
The lining is built in sections, called rings, whose length is governed by:
tunnel alignment: in curved sections the offset caused by the
ring length must remain within the stated tolerances,
concrete shrinkage (mix design and time before striking formwork),
control of cracking (roof arch design assumptions),
whether or not there is a waterproofing system. If there is, the
lining can slide in relation to the surrounding rock, and this
reduces the tensile stresses due to restrained shrinkage. If there
is no waterproofing system, shrinkage is impeded and in addition more severe temperature cracking must be considered,
due to the greater mean effective thickness of the lining, a
situation which is made worse when there are major overbreaks.
Less commonly, tunnel length and lining construction time.
Tunnel lining ring length is generally of the order of 10 m (maximum 15 m) and for long transverse galleries (lay-bys and turning
galleries, etc.) of the order of 5 m.
Basic construction principles for building the lining with a
mechanised formwork system must be settled in the project planning stage and further addressed in the tender documents.
2.7.5 - Embedded Items
Some types of tunnel may require embedding components in the
lining or at its intrados to subsequently fasten in place and operate
equipment, or to strengthen parts of the lining.
In road tunnels, this concerns:
Anchorages for suspension rods for ceilings and partitions forming ventilation ducts,
Electric cable conduit for safety lighting, signage and fans,
Smoke ducts,
Anchorages for extrication rings,
Electrical boxes,
Reinforcement to brackets carrying the ventilation duct partitions, etc.
In rail tunnels:
Mounting rails for catenary brackets,
Anchorages for tensioners,
Electrical boxes, etc.
In addition to the above, for all tunnels:
Tubes to the compartmentalisation system of the extrados
waterproofing system,
Access cables to measuring instruments in the support,
Contact grouting lines, etc.
Embedded parts must be accurately described and positioned on
the tunnel ring lay-out drawing. This issue must therefore be examined at the project planning and civil works and equipment
design stage and finalised in the tender documents.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
11
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
3 - CONCRETE FOR PERMANENT LINING
This important part of the Guidelines examines the requirements associated with materials (especially concrete), concrete transport to
the formwork system and special treatment if any (in the mass and/or exposed faces). These Guidelines do not repeat the requirements
detailed in the Fascicules, standards and other official documents which are simply referenced.
This chapter is also a guide for the Engineer and design office for drafting the Specification in the Tender Documents and for the
Contractor and his Design Office in preparing the tender and design during the works, in collaboration with the concrete batching
plants laboratory and his independent auditors.
3.1 - Concrete mix design and tests
3.1.1 - Reference Document
Concrete for tunnel linings must meet the requirements of Standard NF EN 206-1. This is a fundamental requirement, but
cannot be considered as the one and only reference document and
some major jobs may make use of others as a supplement to the
Standard for that specific job.
3.1.2 - Selecting Independent Inspection Body
The independent inspection bodies must be accredited by
COFRAC (COFRAC was instituted by the authorities so that
accredited bodies could have proof of their competence and
impartiality ISO 15189 [?]). However, it is not always possible
to find a COFRAC-accredited body and provision must be made
for waivers, provided that the prospective body operates a quality
assurance system providing an equivalent level of quality.
3.2 - Concrete components
3.2.1 - General
All reports submitted by the Contractor to the Engineer for
approval of the ingredients entering into concrete must contain
the results of the following tests.
3.2.2 - Aggregate Quality
Aggregates for concrete must comply with Standard XP P 18-545
code B with a water absorption preferably index A except if otherwise stipulated.
Aggregates must be suitable with respect to alkali aggregate reaction.
Aggregates may be obtained by crushing and screening material
excavated from the tunnel in so far as it meets the technical requirements in this section. The use of concrete rubble as aggregate is
not recommended without careful study (see AFTES GT35
Guidelines on Materials Management and Re-use).
3.2.2.1 - Sand
Sands routinely used must be 0/4 mm.
Optimum fineness modulus
The specification in Standard NF EN 12620 is
CF
4.0 to 2.4
(coarse sand)
MF
2.8 to 1.5
(medium sand)
FF
2.1 to 0.6
(fine sand)
The recommended value for the mean fineness modulus is 3.0.
12
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Corrector sand
A corrector sand is by definition a sand added in a proportion of
up to 30% of the total sand mass. When used, the tests are made
on the mixture of corrector sand and natural sand in proportions
set by the producer.
3.2.2.2 - Gravel
The gravel routinely used is graded 5/20 with two gaps.
Gravel with a D (diameter) ranging from 16 mm to 31.5 mm can
be considered.
Particular specifications are required for items subject to severe
abrasion (e.g. some drainage works).
3.2.3 - Cementitious materials
3.2.3.1 - Cements
Cements must comply with NF EN 197-1 or approved equivalent.
3.2.3.2 - Additions
Permissible additional ingredients are:
silica fume complying with Standard NF P 18-502 and NF
EN 13263-1,
ground vitrified blast furnace slag complying with Standard
NF P 18-506,
coal fly ash complying with Standard NF P 450,
calcareous admixtures complying wth Standard NF P 18-508,
siliceous admixtures complying with Standard NF P 18-509.
These additions are tested with a procedure recognised as being
equivalent to the procedure employed for preparing concretes
bearing the NF mark or equivalent.
3.2.3.3 - Special Features for Tunnel Linings
The cementitious material selected must achieve the best compromise between the rate of strength development and sensitivity to
cracking (heat of hydration, shrinkage). The usual cements are
CEM I plus admixtures or CEM II blended cements having a
total cementitious content of the order of 350 kg per cubic metre
of concrete. Recourse to CME III or CEM IV cements is possible
but not really compatible with the 24 hour working cycle (set
formwork pour concrete concrete hardens strike forms
move shuttering on to next station).
3.2.4 - Mixing Water
Water used for mixing the concrete must comply with Standard
NF EN 1008; seawater must not be used and recycled water from
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
the concrete mixing plant, if used, must meet the requirements of
Annexe A of the standard.
exposure class,
chloride content class,
concrete consistency.
3.2.5 - Admixtures
The CE certification mark allows products to circulate freely
throughout the European Union, regardless of their country of
origin. It is proof of EC compliance. It is complusory but does not
replace the NF mark.
Standard NF EN 934-2 redefines the eleven types of concrete
admixtures (Tables 2 to 12), this is the quality mark attesting to
the quality aptitudes of the product (tested by an independent
outside body).
Having both accreditations is the new quality baseline for concrete admixtures.
All admixtures must bear the NF quality mark or approved equivalent.
3.3.3 - Specification of Supplementary
Properties
High early strength (to allow the forms to be removed) is always a
supplementary specification for lining concrete. It is specified in
terms of strength at a given age (equivalent age at 20C).
Other properties may be specified, such as:
concrete compressive strength at ages other than 28 days
(e.g. 90 days),
tensile strength by splitting tensile test,
amount of blowholes.
3.2.6 - Additives
Additives, not covered by Standards, may be incorporated into
the concrete to modify some of its properties or confer special
properties to it.
Coming under the heading of additives are natural or synthetic
non-organic dyes, fibres, pozzolana fines,, cohesion agents, etc.
Metal fibres can be mixed into the freshly-mixed concrete to
improve its properties, especially its ductility, durability and crack
resistance. Metal fibres must comply with Standard EN 14889-1
Fibres for Concrete Part 1 Steel Fibres Definitions, Specifications and Conformity.
The unique properties of fibre-reinforced concrete may be
particularly attractive if lining thickness has to be reduced or a
self-compacting concrete has to be used. Pumping fibre-reinforced
concrete might raise a few problems.
The minimum proportion of fibres depends on fibre properties
(tensile strength, anchoring system, length/diameter ratio). It
must be determined by testing (e.g. by measuring strain energy).
The recommendations from the Brite-Euram* european project
set out the criteria for selecting steel fibre properties and use.
Steel fibres can replace all or part of the traditional concrete reinforcement in specific structures provided that bending tensile
strength values are cross checked with appropriate tests.
* Project BRPR-CT98-0813 Recommendations on Quality Assurance
of SFRC.
3.3.4.1 - Exposure Classes
In most road and rail tunnels, the tunnel lining concrete has to comply
with requirements appertaining to class XC3 XF1 exposure.
Parts of the structure subjected to de-icing salts only fall into class
XF2 exposure if they are not protected by an appropriate surface
dressing.
The tunnel lining does not have any horizontal surface liable to
result in a high water saturation and exposure classes XF3 and
XF4 are not appropriate if exposed to severe subzero temperature
conditions. However, special requirements as to durability in
respect of freezing and melting agents may be necessary over a
distance of several hundred metres from each portal.
For works or parts of works in contact with aggressive ground and
not protected by a waterproof sheet on the extrados, exposure
classes XA1 to XA3 can be accepted.
In a situation involving attack by melt water, as for the aggressive
ground case, it is preferable not to deal with the durability issue by
increasing the binder content of the concrete (which would
involve problems of shrinkage cracking) but by providing a protective barrier.
In general, except as may be otherwise stated in the contract, the
values in the following table apply. It might also be possible to
invoke the equivalent performance concept as defined in Standard
NF EN 206-1 and compare the permeability of the proposed
concrete (with limited cement content) with the reference
concrete as illustrated In Table NA.F.1 of the standard.
3.3.4 - Concrete Classification
3.3 - Concrete definition
3.3.1 - General
Concretes must be defined in the manner described in Standard
NF 206-1 except if otherwise specified.
3.3.2 - Specification of Basic Properties
The underlisted basic properties required for in situ concrete
linings must always be specified:
28-day characteristic compressive strength of the concrete,
level of prevention against alkali aggregate reaction,
EXPOSURE CLASSES
XC3-XF1
XF2
Maximum water/equivalent binder ratio
Minimum equivalent binder content (kg/m3)
Minimum air content in concrete
Characteristic 28-day strength
0.60
280
N/A
C25/30
0.55
300
4%
C25/30
For other exposure classes, see specifications in NF EN 206-1.
Some drainage works may convey aggressive effluent leading to
type XA exposure class, with reference to the degree of aggressivity
set out in Table 2 of standard NF EN 206-1.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
13
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
3.3.4.2 - Level of Protection in Respect of Alkali
Aggregate Reaction
The AAR prevention level for all types of underground works is
generally level C.
3.3.4.3 - Fire Performance
Fire resistance level is defined in the Technical Instruction appended to Ministry Circular 2000-63. It may range from N0 for a
lining in stable ground to N3 for an underwater tunnel. Verifying
lining fire resistance requires an analysis which includes for thermal
expansion effects and loss of structural properties, and the possibility of spalling. Spalling assumptions must be backed up by tests.
Fire performance of these concretes can be improved by the
addition of polypropylene fibres at a rate of 1 kg to 3 kg per cubic
metre of concrete.
If the requirements concerning the durability of fire resistance
properties are very severe, the protection provided by the concrete
alone may not be sufficient and special fire resistant protection
may be required (gunite, heat insulating panels, etc.).
Further details can be found in CETU guidelines Fire Performance of Structures 2006 edition, and an article by AFTES
Working Group GT37 in TOS No. 196 entitled Contribution
to Means of Preventing Spalling Damage in Tunnel Concrete.
3.3.4.4 - Consistency of Fresh Concrete
The consistency and workability properties of freshly mixed
concrete must be maintained during transport, pumping and placing the concrete. These parameters must be quantified and justified by the Contractor.
As a general rule, the required consistency is as pertaining to class
S4 slump or class F4 or F5 spread for conventional vibrated
concrete. The reference value is then the value measured on arrival
of the concrete on site.
For self-compacting concretes, limiting values for the slump flow
test must be set at the time of finalizing the mix design (suitability
study). Generally, the tolerance on either side of the target value is
+ 50 mm.
3.4 - Concrete mixing and transport
3.4.1 - Choice of Batching Plant
The concrete mixing plant must comply with required conditions
for awarding the NF-BPE mark plus requirements in Fascicule
65A but formal certification must not be made compulsory
because it is a costly process that would be incompatible with project economics.
3.4.2 - Concrete Mixing
It is recommended to follow the technical clauses of Article 83 of
Fascicule 65A of the CCTG general specification as concerns
concrete preparation.
In extreme climates, special provisions must be made to ensure at
delivery a minimum concrete temperature in winter (generally
16C) and a maximum concrete temperature in summer
(generally 30C).
14
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
At the very least, this means hot water (up to 60C) must be
available for mixing concrete in winter.
It is also important when lining rings consume large amounts of
concrete, to provide a back-up batching plant capable of being
brought on line promptly if the primary plant breaks down.
3.4.3 - Concrete Transport
3.4.3.1 - Mixer Truck Transport
A delivery note must be filled in for every batch delivered by
mixer truck, stating, in addition to the requirements of Standard
NF EN 206-1, complete identification of the materials used and
the detailed composition of the batch.
No water may be added on delivery or in the drum.
In the case of self-compacting concrete, every precaution must be
taken to avoid concrete losses or incomplete filling of the drum
(use of a plug, etc.).
Not more than two hours may elapse between the time a batch
leaves the concrete mixing plant and the time it begins to enter
the shuttering (transport time + waiting time), and must be stipulated in the contract specification and assumed in the concrete
mix design.
3.4.3.2 - Pumped Concrete, Long Lines and
Booster Pump
The Contractor must propose the means of transport and pumping parameters from which he shall deduce any special mix
design requirements (conservation of rheology, workability, risk of
setting, etc.).
When a priming slurry is used to start the pumps, it must not be
incorporated in the works but discharged to waste.
3.5 - Concrete characteristics when
striking forms
3.5.1 - Monitoring Concrete Strength
Development and Performance
Concrete maturity measurement is recommended for justifying
that the required strength for form stripping has been attained.
The recommendations in the guidelines on Strength of Concrete
in the Works, the Maturity-meter published by LCPC, March
2003 is the basic text for calibrating and using this method.
The characteristics required of concrete when the forms are struck
concern two factors:
structural strength, which must be sufficient for there to be no
distress In the concrete from the application of loads it would
not be able to withstand (mainly form suction and selfweight),
the time the concrete must remain confined within the forms
before being exposed to the atmosphere, in order to void prejudicial drying out due to evaporation of surface water which
might cause cracking and loss of concrete density near the surface.
Dependent on several parameters, some minimum value might be
imposed on one or the other of these factors, or even both, but it
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
must be realised that they are closely interrelated (strength development over time).
The parameters in question are (the list is not exhaustive):
type and proportion of cement in the concrete,
water/cement ratio,
air temperature at time of form removal,
whether or not a curing agent is used (see next section),
air velocity through tunnel at time of form removal,
concrete mass (thickness), since concrete setting is an exothermal reaction,
tunnel geometry: diameter (in small tunnels, tensile stresses in
the young concrete will be low) and shape (forms for a circular
roof arch can be struck earlier than for a flatter roof shape).
In all cases to guarantee early-age structural performance, regularity in concrete production and control of concrete temperature
during placing are the overriding factors.
3.5.2 - Minimum Requirement
The minimum concrete strength required before forms can be
removed must be justified by the Contractor and the concrete mix
must be optimised to obtain the necessary strength within the
time allowed. However, as a general rule, forms should not be
removed before the concrete has had ten hours to harden.
3.5.3 - Recommended Values
Recommended values for a circular arch roof 8-10 metres wide are
as follows:
compressive strength 8 to 10 MPa,
minimum time before stripping forms: 10 hours (knowing
that the required compressive strength is usually reached
within this time) under normal tunnel conditions (air velocity
< 5 m/s, temperature > 15C).
These two values should be measured on the last concrete batch
delivered (filling the crown) except if there is very extensive overbreak or other special considerations.
If the minimum compressive strength on removal of the forms is
stipulated in the contract, the Contractor does not have to justify
it with his own calculations. But if no value is imposed or the
Contractor wishes to change it, he must justify the proposed value
with a suitable analysis.
The minimum form removal time may be adjustable in the light
of precautions adopted after stripping (whether or not a curing
agent or plastic sheets are provided, etc.). A formal procedure
approved by the Engineer is necessary for this.
The specified concrete strength value is the internal in situ
strength, not the strength measured on an isolated laboratory specimen.
There are several ways of making this measurement:
on specimens heated to the same temperature as the concrete
in the works (hot cap method),
by measuring the internal concrete temperature, correlated
with strength after calibration at the commencement of the
works (maturity-meter).
The recommended method is the maturity-meter. If test specimens are still used, the Contractor must prove that the age of
the specimens is the same as the age of the last concrete poured
in the ring.
It is stressed that arriving at a concrete mix design with which
the targets can be attained is very important. An excessively
prompt concrete or one containing too much cement might
develop the required strength quickly but only at the cost of
excessive heat generation liable to cause cracking and demanding extensive precautions after removing the forms. Similarly,
special precautions would have to be taken with self-compacting concrete (types of additions and admixtures, etc.).
3.5.4 - Curing
The exposed concrete surface must be protected against drying
out (water evaporation) and sudden temperature changes
which might lead to significant shrinkage. Cracking can be
controlled by applying special measures, consisting of not restraining deformations, adapting concrete composition, and
providing appropriate curing. The appropriate curing method
for lining concrete must be described in the Contractor's
Quality Assurance Plan, which must comply with the stipulations in Standard EN 13670.
Since most in situ tunnel linings are plain concrete, shrinkage
cracking will inevitably occur sooner or later. It is acceptable
in the majority of cases providing cracks are not more than
0.5 mm wide.
If controlled curing is planned, it must be covered by a detailed
procedure described in the Contractor's Quality Assurance
Plan; trials must be made if a chemical curing agent is to be
used.
Specific rates must be included in the contract and applied to
remunerate curing.
Controlled curing is strongly recommended. It must be designed with reference to the intrinsic properties of the concrete
(heat of hydration, etc.) and external influences (air temperature, percent relative humidity, air velocity, etc.), as well as the
consequences of the curing on the following aspects:
possible changes in concrete surface conditions which might
have to be cleaned off before painting,
congestion caused by portal frame, although not so severe as
for the formwork system,
possible influence on concreting cycles and therefore on the
main lining works schedule,
possible negative environmental effects (water-sensitive environment in swelling ground for example if curing involves
spraying water).
As a general rule, water curing must be continued until such
time as concrete strength has reached at least 35% of the
specified 28-day characteristic strength (criterion adopted in
Fascicule 65A).
3.6 - Surface treatment
For surfaces where the concrete is to be further treated after
stripping formwork, the treatment method and timetable must
be described in the contract. Guarantee times inherent in the
treatment method chosen must also be specified.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
15
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
3.6.1 - Protection of Surfaces
Until handover of the works the Contractor must protect all surfaces (treated or left as-cast) against grime and flying dirt, and
spalling.
3.6.2 - Cleaning
Surfaces can be cleaned by spraying an abrasive substance or a
high pressure water jet. The work must be done with care because
it accentuates existing flaws such a blowholes and honeycombing.
When cleaning with abrasive substances, the Contractor must provide the necessary means of protecting workmen and control pollution with an efficient dust extraction system or other means.
Suitabiity tests will be needed to check the surface texture obtained,
depth of treatment and effectiveness of the cleaning operation.
3.6.3 - Fire Protection
For existing tunnels, fire protection consists of a "special-design"
lining not covered by these Guidelines. Reference might be made
to the Technical Instruction on Safety of Tunnels on the National
Road Network which stipulates that the material used for the
inside lining must be classed as M0 for the crown and M1 for the
sidewalls provided they do not consist of flammable materials.
3.7 - Benefits of self-compacting concrete
The conditions for building a conventional vibrated concrete tunnel lining require a minimum lining thickness of at least 300 mm
approx. Using self-compacting concrete allows us to revise this
limit downwards (thicknesses of less than 300 mm are potentially
feasible, with 250 mm being found on a few tunnels) and at the
same time, concrete quantities and corresponding pouring times
can be reduced.
Self-compacting concrete generally exhibits better mechanical
performance than the traditional C25/30 and can in some cases
be formulated to have characteristic strengths equal to that of
high performance concrete (C50/60).
Shrinkage of self-compacting concrete must be controlled (by
controlling heat of hydration and cement paste volume) in order
to combat cracking. Methods that render the forms watertight
must be used (especially at the end stop forms).
Imposing a minimum lining thickness is not based solely on
considerations of concrete pouring. It is an extra safety factor for
plain concrete structures in which thickness is vital for withstanding bending stresses. The French National Annexe for the application of Eurocode 2 (incorporated in the update of the guidelines in TOS No.149 on unreinforced concrete already mentioned)
accepts a lower safety factor on concrete compressive strength
only if lining thickness is greater than a certain value (e.g. 400
mm in tunnels 6 m in diameter and above).
Self-compacting concrete dispenses with the need for form vibrators and the loud noise associated with them.
Lastly, self-compacting concrete may improve appearance in terms of
blowholes, uniformity of colour and density (especially at the crown).
Self-compacting concrete displays most advantages in lining renovation (e.g. in the Tunnel des Monts at Chambery, France) and
for concreting panels to form ventilation ducts (e.g. upper panel
in SOCATOP VL.1 tunnel or the Foix tunnel). In the renovation
work in the Tunnel des Monts (900 m twin tube in an urban setting), the new self-compacting concrete lining is not designed to
support the ground.
Ultra High Performance Fibre-Reinforced Concrete is not suitable for cast-in-place lining and is not dealt with in these chapters.
Its use in tunnel engineering might be considered for making precast items such as thin panels or shells.
4 - FORMWORK SYSTEMS
This Chapter of the Guidelines is in two parts:
The first focuses on the precise description of the formwork system and dimensioning principles, at the same time, giving an overview
of the plan of the tender documents. It is addressed chiefly to the Contractor and formwork system manufacturer/supplier.
The second part sets out the different steps in producing the formwork system, beginning with the formal order and ending with
acceptance on site. The various steps describe the principles of interest to the Contractor, Supplier and Engineer.
In addition, this Chapter applies more particularly to the roof and sidewalls of linings to road and rail tunnels, and purposely ignores
full-circle linings poured in a single shot (as frequently found in drainage tunnels and sewers) and telescoping forms, because the manner
in which these systems operate and construction methods in this kind of work are entirely different.
4.1 - Description of formwork systems
and minimum fabrication rules
4.1.1 - Functions
Forms for tunnel linings must provide the following essential
functions:
They must reproduce the design geometry without deforming
out of shape, and remain within the specified tolerances;
16
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
They must produce the appearance required for exposed surfaces;
They must facilitate fixing steel reinforcing bars and keeping
them in position while pouring concrete;
They must prepare fastening points for embedded items;
They must allow concrete pouring to proceed satisfactorily;
They must protect the fresh concrete against knocks and water loss;
They must not leak when packing the concrete tight under
pressure;
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
They must promote efficient hardening of the concrete under
conditions as provided for in the design (thermal insulation for
example);
They must not restrain deformations in the green concrete
(arrangements for this must not adversely affect the seal at
expansion joints);
They must facilitate the striking of the forms;
They must withstand, without damage or any notable structural deformation, actions of all kinds occurring in the course of
the works;
The must not apply any deleterious loads on nearby, previously
concreted structures (e.g. at reaction bearing points, etc.).
4.1.2 - Terminology
For convenience in reading these Guidelines, the following five
common terms are defined:
Form liner: the surface of the form in contact with the concrete
Backing: the structure that holds and stiffens the form liner
Form: form liner and backing
Portal structure: the structure that allows the form (form liner
and backing) to be moved to station along the tunnel
Formwork or shuttering system: form and portal structure
Other terms exist for sub-assemblies and parts needed for bearing
points, adjustments, translation and concrete pouring.
Bogey: provides for translation and rotation motions and
comprises a roller (on rail) or a rubber-tyred wheel which may
or may not be motorised (usually electrically driven);
Hydraulic cylinder or jack: used for lifting, moving and supporting loads;
Short strut: strengthens form backing and portal structure;
Adjustable strut: lightweight load transfer beam with screw
jacks or hydraulic cylinders at ends;
Collapser: closure system holding the formwork in the pouring
position and facilitating form stripping (once released, the
forms drop open under their own weight);
Form end stop: radial stop at the forward end of each lining
ring;
Windows: openings in the form liner to pump in concrete
(must measure at least 500 mm x 500 mm);
Shutters: panels closing off windows;
Distributor: mechanical device facilitating distribution of the
concrete to all parts of the formwork system (windows and
stub pipes);
Stub pipe: orifice and tube welded onto the form liner through
which the concrete is pumped into the form (generally in the
key of the crown, 100 to 150 mm diameter with a sliding
closure panel);
Skirt: lower, hinged part of formwork system.
4.1.3 - Different Types of Formwork System
Modern formwork systems are all free-standing and break down
into three main categories:
Type 1: Free standing system without portal frame, with means
of translation mounted on the form liner backing, and without
a skirt locking system built in. The Type 1 system is commonly
called a free standing system without portal frame.
Type 2: Free standing system with portal frame independent of
the form liner and backing, but without an incorporated skirt
locking system. The Type 2 system is commonly known as a free
standing system with independent portal frame.
Type 3: Free standing system with built-in portal frame for
translation and skirt locking incorporated in the system. The
Type 3 system is commonly known as a self-locking system
with integrated portal frame.
Free standing systems with portal frames are more complex than
systems without this frame but they do shorten the cycle time,
making them especially attractive on moderate to large tunnels,
despite the higher cost involved.
Figure 7 - Leg (wheel and winch) and sidewall (collapsers, hydraulic cylinders, short struts) on the formwork system
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
17
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
4.1.3.1 - Type 1: Free Standing System without Portal
Frame or Skirt Locking System
a) Definition
This free standing system does not use a portal frame. It consists
of a form liner and backing only but it is hinged at the crown or
shoulders, freeing it to move to the next station, for setting out
and for releasing the form. The travelling system is mounted
directly on the legs of the form liner backing, and systems for
locking the legs of the skirts against the lining foundation are
located on the outside.
The built-in translation system (hydraulic cylinders, wheels,
pivots, etc.) provides for advancing the formwork to the next
location, adjusting the fit (longitudinally, transversally, vertically
and obliquely), and collapsing the hinged formwork once the
concrete has set.
TYPE 1
HINGES
TRANSLATION
SYSTEM
SKIRT
MOVEMENT
POSITIONING
DEVICES
LOCKING
FORMWORK
IN PLACE
BEARING POINTS FOR
CONCRETING
(Forms & Concrete)
The lower parts of the shuttering at the bottom of the skirts are fixed
to the foundations by anchor bolts in the ledges or held in place by
short and long horizontal struts spanning from sidewall to sidewall.
When pouring concrete, the weight of the formwork and concrete
is transmitted through the collapsers. The hinges at shoulders or
crown are locked by means of linkages (generally hand-operated)
and the adjustment devices on the legs are raised off the floor.
Free standing formwork systems without portal frame are generally used in short tunnels and for small transverse structures with
a flat or arched invert (lay-bys, niches, galleries, etc.).
Form liners and backings must be designed to have sufficient stiffness
during translation and remain undeformed when pouring the concrete.
The various functions and variants of Type 1 shuttering systems
appear in the following table.
FREE STANDING FORMWORK SYSTEM, NO PORTAL FRAME
TWO PART SYSTEM
THREE PART SYSTEM
1 hinge and 1 linkage
2 hinges and 2 linkages
at crown (braces)
at shoulders (braces)
Rollers or pneumatic tyres mounted directly on legs built into the formwork
(electric drive, ratchet jack, site plant, etc.)
Leg-to-leg spreader strut (mechanical jacks,
Oblique bars from top cross member to bottom of leg
hydraulic cylinders, screw jacks)
(mechanical jacks, hydraulic cylinders, screw jacks)
Transverse orientation of translation system
Vertical and transverse motions powered by mechanical jacks,
hydraulic cylinders or screw jacks and leg-mounted translation devices
Long horizontal leg-to-leg strut
Short horizontal struts from
pressing formwork against
edge of excavation and formwork
Formwork pressed
foundation (mechanical jacks,
pressed against foundation
against and fixed to foundation
hydraulic cylinders,
(mechanical jacks, hydraulic cylinders,
with anchor bolts
screw jacks)
screw jacks)
Crown hinge linkage closed
Shoulder hinges linkages closed
Vertical collapsers under formwork legs
Figure 8 - Details of Type 1 Formwork
b) Type 1 Plan
1
2
3
4
5
6
7
8
9
- Lining extrados
- Lining intrados
- Form liner backing
- Crown hinge
- Form release motion / Concrete stub pipe
- Collapser
- Concreting window
- Leg-to-leg strut
- Translation wheel
Examples of longitudinal translation, transverse positioning
and form stripping systems on flat and arched invert
Figure 9 : Sketch and Key for Type 1 Formwork
18
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 10 : Typical Type 1 Formwork Bearing
c) Advantages
simple design, easy to build,
attractive for re-use, especially for ancillary works,
very quick field assembly and dismantling time,
maximum clearance for traffic under formwork (when struts
are not in place),
simplified forward translation system,
unequalled quality for price (cheaper than portal frame types).
d) Drawbacks
limited transverse movement and back-off due to short strokes
of hydraulics or screw jacks,
need for additional means of translation (site plant for example),
no platforms or walkways on formwork,
interference with site traffic.
4.1.3.2 - Type 2: Free standing system with portal
frame independent of the form liner and backing
assembly, but without an incorporated skirt locking
system
TYPE 2
HINGES
TRANSLATION
SYSTEM
SKIRT
MOVEMENT
POSITIONING
DEVICES
LOCKING
FORMWORK IN
PLACE
BEARING POINTS FOR
CONCRETING
(Forms & Concrete)
a) Definition
Independent portal frame formwork systems are only hinged at
the shoulders, not at the crown. Due to the portal frame with its
various functions, the formwork has full degrees of freedom in
translation and transverse, horizontal and inclined adjustments,
but the system remains conventional because the bottoms of the
skirts (hinged at the shoulders) are held in position by anchors in
the ledges or by horizontal spreader struts.
The working platform is built into the formwork, forming part of
the form liner backing assembly (transverse beams and bracing);
the portal frame is supported under the platform.
The most widely used independent portal frames come in two
categories: fixed and adjustable. There is a third hybrid category
because the functions of the two types are often "mixed."
Formwork system with independent fixed-dimensions
portal frame
The portal frame legs and transverse beams are fixed and vertical
and transverse (horizontal and inclined) movements of the formwork system are obtained by telescoping components, hinges,
pivots and screw jacks on the upper beams of the portal frame.
FREE STANDING FORMWORK WITH INDEPENDENT PORTAL FRAME
THREE PART SYSTEM
2 hinges and 2 linkages at shoulders (stiffeners)
Fixed-dimension portal frame
Variable-dimension portal frame
Rollers or pneumatic tyres mounted on portal leg built into the portal structure
(electric motors, ratchet jacks, site plant, etc.)
Oblique struts from portal frame
Oblique struts from top cross member to
legs to bottom of formwork
bottom of formwork
(mechanical jacks or hydraulic cylinders)
(mechanical jacks or hydraulic cylinders)
Transverse position of translation system
Vertical and transverse movements
Vertical movement with hydraulic
Part of vertical movement with
obtained with hinges, pivots,
cylinders of portal frame legs,
hydraulic cylinders of portal fram
hydraulic cylinders on portal top
transverse movements with horizontal
legs; fine vertical adjustments
cross members
hydraulic cylinder on
and transverse movements with
top portal members
horizontal hydraulic cylinders
on top portal members
Hinges at shoulders (screw braces)
Long horizontal leg-to-leg
Short horizontal struts
spreader strut presses forms
between edge of excavation
Bottom of form pressed
against foundations
and formwork pressed
against foundation and held
(mechanical jacks,
against foundations (mechanical
in place with anchor bolts
hydraulic cylinder, screw jacks)
jacks, hydraulic cylinder, screw jacks)
Vertical collapsers under formwork legs loaded
Skirt movement struts disabled / Portal frame lowered down from formwork or portal frame removed
Figure 11 - Details of Type 2 Formwork
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
19
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Formwork system with independent variable-dimension
portal frame
Vertical movement of the shuttering is obtained with the legs
(telescoping components and jacks) and the horizontal and inclined adjustments are made with horizontal jacks fixed on the
upper beams of the portal frame.
Formwork system with independent variable-dimension
mixed-function portal frames
Vertical movements of the shuttering are obtained with the legs
(telescoping components and jacks) of the portal frame, and vertical and transverse (horizontal and inclined) movements are provided for by telescopic components, hinges, pivots or horizontal
jacks fixed on the upper beams of the portal frame.
When concreting, the weight of the formwork and concrete is
transmitted to the collapsers. The hinges are locked by means of
mechanical linkages, and the portal structure and its adjustment
controls must be disabled.
After checking that the formwork functions have been locked out,
the portal frame can be removed to serve another formwork system in the same tunnel.
c) Additional functions compared with Type 2 formwork
system and advantages
This type of shuttering is designed as a free-standing structure
(like Type 1) with the portal frames providing only extra functions
to compensate for the inconvenience of not having a portal frame,
in particular:
wider back-off gap when striking forms,
improves usage and shorter transfer times,
can accommodate changes in longitudinal profile,
shuttering (or two sets of shuttering) can be leapfrogged to
concrete alternate lining rings,
extra functions can be added to the portal frame to suit the
Contractor's needs,
can more easily accept invert superelevation and arched invert
shape,
possibility of permanent platform and walkways,
will easily accept a front walkway with service access,
it can be mounted on pneumatic tyres without any special
steering system,
it can combine a variety of functions simultaneously,
etc.
b) Type 2 Plan
1
2
3
4
5
6
7
8
9
10
11
- Lining extrados
- Lining intrados
- Form
- Shuttering hinge (shoulders)
- Upper formwork positioning system
(V = vertical, H =horizontal)
- Hinge locking linkage
- Portal frame
- Skirt struts
- Bottom shuttering prepositioning system
- Transverse screw strut
- Collapser / support device
Figure 12 Sketch and Key for Type 2 Formwork
20
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 13 Type 2 formwork system Butte d'Osse Tunnel France, RN64
Oblique struts from portal frame legs to bottom of shuttering Transverse
leg-to-leg struts
Figure 14
Type 2 formwork system
Lotschberg Tunnel
Switzerland
Short struts from foundation
to edge of excavation
d) Drawbacks
needs a concrete base,
demands an extra set of shuttering, relatively expensive but
very useful,
less need for telescoping legs on gradients (risk of sliding members jamming),
may block passage through shuttering if left in place.
4.1.3.3 - Type 3: Self-locking shuttering with integral
portal frame and skirt locking
a) Definition
With this type of shuttering (form liners + backing + portal
frame), the stiff portal frame is intimately merged with the shuttering and the devices for holding and locking the skirt bottoms are
also integral with the shuttering. The Type 3 formwork system is
also known as the free-standing formwork system with integral
portal frame.
Devices for moving and positioning the shuttering are mounted
on the portal frame and provide for all longitudinal, transverse,
height and banking adjustments.
The formwork system must be powered and advance at very slow
speed. The telescoping stanchions forming the legs of the portal
frame (beams with powerful vertical hydraulic cylinders) provide
for rough height adjustment of the shuttering; the devices (hin-
Figure 15 Type 2 formwork system Independent portal frame
Oblique hydraulic struts between top cross member and shuttering legs
Figure 16 Type 2 formwork system Independent portal
frame on rails Rail tunnel
ges, pivots, smaller hydraulic cylinders) on the upper members of
the portal frame's transverse beams are only used for fine transverse and vertical positioning.
The skirts may be locked in two ways:
The hydraulic cylinders of the inclined struts between the upper
beam of the formwork system and the bottom of the skirt press
the skirt bottom against the tunnel ledge (vertical faces of the
foundation). It is this compressive force which provides the seal
and transmits the pressure from the fresh concrete, and prevents
structural deformations. These hydraulic cylinders apply heavy
loads to the formwork system and foundation, a fact which
must be given due consideration in the design.
Alternatively, the inclined struts from the upper members to the
legs of the formwork system gently press the skirt against the
vertical faces of the foundations and the skirt hinges are locked
tight through the shoulder linkages. The oblique struts are therefore compressed and apply an internal force (prestress) to the
circular form backing to prevent it deforming when the concrete
is poured. This arrangement also avoids stray forces being
applied to the ledges, otherwise the seal at the bottom of the
skirt would have to be formed by an independent device.
During concring, the combined weight of the formwork and fresh
concrete must be taken by the collapsers; for this to happen, the
portal frame's positioning function must be disabled.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
21
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
When striking the forms, the portal frame must take the load and
the hinge linkages must be removed. This will cause the collapsers
to unstick the formwork from the concrete, the sidewall skirts are
lifted off from the lining by the oblique hydraulic cylinders and
the portal frame lowers the complete form.
This highly mechanised self-locking formwork system requires less
labour but operations require some skill, especially when unsticking the forms, in order not to lift off the adhering green concrete.
TYPE 3
HINGES
TRANSLATION
SYSTEM
SKIRT
MOVEMENT
POSITIONING
DEVICES
LOCKING
FORMWORK
IN PLACE
very wide back-off gap between liner and freshly exposed concrete face,
dispenses with the need for fixings in the foundation,
strokes of hydraulic cylinders on legs and skirts such as to leave
a clear passage underneath the formwork,
less labour needed,
possibility of semi-automated concrete distribution,
increased safety,
SELF-LOCKING FORMWORK SYSTEM WITH INTEGRAL PORTAL FRAME
THREE PART SYSTEM
2 hinges and 2 locking linkages at shoulders (stiffeners)
Heavy, variable dimension, long stroke portal frame
Rollers or pneumatic tyres on legs integral with portal frame
(electric drive)
Oblique struts from top cross member to bottom of formwork system
(bars or braces with hydraulic cylinders)
Vertical movement by hydraulic cylinders acting on portal frame legs
Additional vertical movement plus transverse movements by devices
(hinges, pivots, hydraulic cylinders) on top portal members
Bottom of formwork forced against foundation
Bottom of formwork pressed lightly against the
by oblique struts from top cross member
foundation by oblique struts from top cross member
to formwork legs
to leg of formwork Hinge linkages locked
(bars with powerful hydraulic cylinders)
(screw or mechanical jacks) Oblique braces
Hinge linkages locked (screw jacks or mechanical jacks)
in compression and structures are prestressed
BEARING POINTS FOR
CONCRETING
(Forms & Concrete)
Vertical collapsers under formwork legs
Formwork positioning system disabled
Figure 17 Details of Type 3 Formwork
b) Type 3 Plan
1
2
3
4
5
6
7
8
9
10
11
- Lining extrados
- Lining intrados
- Form liner backing
- Formwork hinge (shoulders)
- Upper formwork positioning system
(H = horizontal)
- Concreting windows
- Integral portal frame with positioning device
(V = vertical)
- Oblique skirt movement braces
- Formwork pre-positioning system
(formwork legs)
- Motorised translation bogey
- Collapser / Support device
Figure 18 Sketch and key for Type 3 formwork
c) Additional functions compared with Type 2 shuttering and
advantages
The Type 3 formwork system is designed, like Types 1 and 2, as a
free-standing structure but remedies their weaknesses.
In particular, it features:
more robust formwork system, better for long tunnels,
22
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
portal frame can be re-used,
etc.
d) Drawbacks
more complex design (especially for prestressed structures),
cost,
risk of damage to previously poured lining ring,
skill and training essential.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 19 Type 3 Formwork System Lioran Road Tunnel - 2006
Cantal, France Oblique hydraulic cylinders from portal frame top
member to skirts (movement and lock on foundations)
Figure 20 Type 3 Formwork System Vierge Tunnel 2005
Lodve, France
4.1.3.4 - Shuttering to Ancillary Works
Formwork should be a variety of Type 1 for niches, short branches
and lay-bys, and Type 2 for long connecting galleries to transport
the formwork system more easily than with lightweight translation
systems.
Plywood sheets
Plywood sheets must be mounted on a rigid backing. In so far as
these liners are used several times, they may have to be protected
against damage to edges and leakage of laitance.
Plywood liners are often used for the headwalls of lay-bys, niches,
or boxes.
With both timber and plywood liners, the final colour of the concrete may be affected by certain varieties of wood and the number
of times the liner is used (tannin seeping out).
Sheet metal
Sheet metal liner panels usually come in standard sizes. They are
assembled by welding onto frames, not to each other. Thickness is
generally 8 mm 10 mm and must be compatible with pressure
from the fresh concrete and the number of times they are to be
used; they must be free from deformations unacceptable for the
type of concrete finish required. These liners are used for the tunnel intrados (sidewalls, roof arches) and transverse works repeated
many times on the same project. Various styles of sheet steel are
available: black steel, zinc electroplated, hot dip galvanised, stainless. Black steel is recommended.
Panels faced with synthetic materials
No recommendations can be made on this type of formwork
material because there are too few reported instances of its use.
Whatever materials are chosen, the required finish for the concrete
surface will only be achieved if the following minimum rules are
observed:
- Cutting, positioning and orientation of the joints must be decided on the basis of the results specified for architectural appearance, if applicable.
- Materials for form liners must be selected on the basis of the
results specified for concrete surface quality.
- The feasibility of re-using form liners must be examined with
reference to the required regularity of colouring, texture and geometrical shape specified for the concrete surface.
4.1.4 - Details of Formwork System Components
The three types of formwork system briefly described in the foregoing paragraphs consist of four main parts.
4.1.4.1 - Form Liners
The form liner determines the intrados line and governs the quality of the finished surface in terms of appearance (user comfort,
cleaning) and technical performance (fastenings, equipment, painting, etc.). The material used for form liners may be sheet steel
(generally) or lighter alloy (sometimes), or wood (more rarely).
Form liner materials are classified in order of increasing quality
corresponding to the categories of surface finishes: ordinary liners
for plain surfaces, superior liners for fine finishes and special liners
for featurework.
a) Ordinary Form Liners for Plain Surface Finishes
Ordinary form liners are not usually acceptable for exposed concrete. They consist of plain sawn boards or planks placed side-byside or continuous joined plywood panels.
Liners to be used only once often have no particular removal / refitting system. If the liners are to be re-used a few times, they are
frequently of mixed construction with either a steel frame with
timber facing or more rarely a wooden frame with metal liner. End
stops are made this way.
b) Superior Form Liners for Fine Concrete Finish
Boards
Sawcuts must be aligned and parallel, edges must be sharp and the
boards must be planed on all four faces. They must all have the
same thickness, at least 27 mm. This may concern drainage niches.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
23
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
- Form liner components must be assembled in such a manner as
to comply with the specified tolerances on concrete surfaces.
In the absence of any particular specifications on concrete surface
condition, joints between lining rings and lift joints that are to
remain visible on the exposed concrete surface must be highlighted
by using a suitably shaped joint strip.
c) Special Form Liners
Special form liners are used where the concrete surface is to feature
patterns or motifs, especially at tunnel portals. Featurework is
often in relief or intaglio (special dies are used). The design of the
geometrical pattern must allow for the inclusion of these shallow
dies (depth not more than 20 mm, with draft) and at the same
time, must not interfere with form stripping (no suction forces).
The quality of the material used for the dies must be such that they
cannot deform and are suitable for the number of times the forms
are to be used. Special care must be given to making the model if
polystyrene is used for the dies.
When using metal form liners, black steel should be the preferred
material because of the fact that corrosion is slower due to the presence of the black mill scale that gives it its name. In certain cases,
this sheet is faced in the works with Pieri resin or similar. This
coating is easily removed without leaving any marks on the concreting for the first few rings. The mill scale must not be removed,
because of the rapid rusting that would ensue.
4.1.4.2 - Backing
The form itself is a structural component of the formwork system.
It must sustain the dimensional stability of the form liner, maintain design clearances in the tunnel lining and for access to the
works, and transmit the loads associated with setting up the formwork system, pouring concrete and striking the forms.
a) Role of Backing
The backing of the formwork system must:
support the form liners so that they do not deform beyond the
specified tolerances (despite repetitive use), and more generally,
they are composed of (i) primary structures conferring local
stiffness on the liners and (ii) secondary structures supporting
the global shuttering system (arches),
transmit pressure loads and the weight of the concrete to the
various bearing points. Stress paths must be carefully controlled
in order to avoid applying excessive loads which would be prejudicial to the stability of the bearing points (ledge stability,
concrete cracking, especially in young concrete),
provide safe access to the work stations,
allow traffic to pass under the formwork system if necessary
(clearance needed for vehicles and ventilation ducting, compressed air lines, water pipes, cables, etc.),
allow the formwork to be struck and moved to the next lining ring.
b) Component Parts of Backing
Generally speaking, the backing, made up with curved, straight
and ribbed components, comprises the following parts:
the upper structure for the roof (crown between shoulders),
the side skirts (sidewalls) fixed and pinned to the roof frame,
moved with hydraulic cylinders or mechanically when striking
the formwork and moving on to the next lining ring,
vertical and horizontal stress transmission parts:
- vertically, the weight of the concrete and formwork system is
transmitted to the foot of the system (usually onto the ledges at
footings or invert slabs) to points in line with the ribs of the formwork, through mechanical jacks, hydraulic cylinders or collapsers.
- horizontally, thrust loads are transmitted:
- through a long cross strut at the top,
- at the bottom, either by being anchored in the foundations,
by long or short horizontal passive transverse braces which
must be heavy enough to prevent elastic compression strains,
or by passive or active prestressed inclined braces.
The designer must find the best compromise between strut stiffness and their prestressing in order to (i) avoid displacement of the
skirts when pouring concrete and (ii) avoid applying excessive
loads to young, previously cast concrete (especially at the foundations). Procedures describing the planned method of avoiding
damaging loads being applied to the structures must be included
in the formwork system calculations.
4.1.4.3 - Portal Structure
The portal structure provides for striking formwork, transporting
it (longitudinally and transversally) and setting up the forms for
the concreting of the next lining ring. The two types of portal
frame (independent and integrated) are defined in these Guidelines.
a) Role of Portal Structure
Both types of portal frame basically provide for moving the formwork system to the next tunnel lining ring and its precise positioning there.
The portal frame can also overcome certain obstacles (see Figure
21).
Figure 21 Formwork system
travelling under roof-mounte
d utilities Type 3 formwork system
(Monts tunnel - 2005-2006,
Savoie, France)
24
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Obstacles and clearances to be considered and described in the
Contractor's specification when designing the portal frame
include:
Clearances underneath formwork system for site traffic,
normal traffic (at walking pace) and emergency vehicles and
rescue services,
External limits for the passage of utilities if the tunnel is kept
open to traffic, in both new-build situations as well as in
renovating work (lighting, signage, ventilation* etc.)
Space needed inside for the passage of supply lines (water,
electricity, etc.).
Under normal operating conditions, the load on the portal is
confined to the formwork system only, but in some exceptional
cases, it may have to carry the weight of the concrete also, and so
must be designed with allowance for the weight of the nominal
design lining thickness plus overbreak that occurred during
boring.
b) Component Parts
The portal frame is usually built of longitudinal and transverse
steel beams (H, I, rectangular, trussed). These horizontal members rest on vertical stanchions (legs) strengthened with braces
and gussets. The beams are preferably of bolted rather than welded construction for ease of transport and disassembly on site.
c) Travelling Systems
The portal frames are equipped with systems for travelling along
the tunnel (or handling mechanisms) consisting of one of the following:
rails (Vignole, Burbach or other types) upon which the wheels
or bogeys run. Burbach** rails are preferred because of their
lower profile. When laying the rails, it is important to keep them
parallel and attention must be given to ensuring that the track is
flat with smooth gradients. For repeated use, replacing the rails
should be allowed for as they will tend to deform under the
loads applied to them. When a rail-based system is used, it is
preferable to build a concrete invert or base on which to lay the
rails.
pneumatic or solid tyres which can travel directly on the excavated surface. If there is no guiding system, the portal must have
means of moving the backing laterally on the portal frame, with
a greater movement required than for rail-mounted portal frames;
a walking system, with hydraulic feet instead of wheels.
The translation mechanism (wheels on rail, pneumatic tyres, walking feet) may be motorised (hydraulic or electric power) or
mechanical (winch, ratchet hoist). Cable systems cannot accommodate reverse travel. The braking system must be designed and
installed and a redundant braking system is strongly recommended. A brake must always be provided when the system is on a
gradient.
Figure 22 Bouygues Type 3 walking formwork system
Grands Goulets road tunnel 2007 Drme, France
d) Adjustments
The legs (vertical stanchions) of the portal frame are generally fitted with main primary hydraulics for raising, lowering, striking
forms and the lowering of the whole system. Secondary and fine
(vertical, horizontal and inclined) adjustments can be effected by
systems mounted on the upper horizontal members of the portal
frame. These jacks, hinges and pivots must enable the structure to
move at very slow speed (inching) and to position the system
accurately to within one millimetre, without jerks. These devices
are essential for staying within the construction tolerances and
also for avoiding the risk of cracking the previous lining ring.
e) Access and walkways
Roles
- Access ways and walkways must provide for safe access to all
workstations for the following operations:
- Longitudinal travel (translation),
- Placing and striking forms,
- Placing and striking end stops,
- Concrete pouring and vibration,
- Cleaning and oiling the forms,
- Fixing through bars when the forms are used for casting twosided walls at portals.
Design
The formwork must have at least the following items:
- A platform level with the top strut of the form providing access
to all workstations on the upper part of the roof,
- Side walkways on brackets on the side skirts providing access to
the concrete pouring windows,
- Main access giving onto the top platform consisting of a stair
or ladder which must move with the form,
- Secondary access for the side walkways consisting of ladders or
steps from floor level or from the upper platform,
*For a 3 km long tunnel with the lining being carried out while boring is ongoing at the face, two ventilation ducts measuring 2 and 1.5 m are required
for supplying fresh air to the face and must pass through the formwork system(s).
** Burbach rails are used on overhead travelling cranes
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
25
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
- Access to the perimeter of the form stop for fitting and removing the end stop.
In addition, the general design of the formwork must consider all
phases of the shuttering process (folding skirts, lowering the form,
longitudinal travel, etc.) in order to avoid having to remove parts
of the access ways or walkways.
Configuration
Access ways and walkways must provide for the following essential configurations:
- Forward and backward longitudinal travel with the form in the
lowered position,
- Lowering the formwork system to pass beneath utilities
suspended from the roof if necessary,
- Maintaining nominal clearances for traffic,
- Passage of supply lines and ventilation ducting if necessary,
- Folding side skirts without encroaching on the traffic clearances and allowing collateral activities to proceed,
- Assembly and disassembly.
Ergonomics
The ergonomics of the formwork system at each workstation
must be designed with reference to the needs of each workstation,
to be specified at the time of inviting tenders.
The design of access ways must meet very stringent criteria. For
example, the portal frame must be designed around the forms and
the following points must be considered:
- keep some minimum distance between any two stairs (perpendicular to the slope of the stair) and walkways,
- provide for ease of workforce movement inside the structure,
- provide a fast emergency exit route free from obstacles in the
event of an accident,
- use solid steel chequerplate with expanded metal surface pattern,
- provide for independent lighting for all walkways,
- provide flights of stairs to the top landing instead of the usual
ladders,
- fix the end stop stairs and access landings to the frame rather
than the form, etc.
Figure 24 Minimum Access
Function - Stair
Access to Forms
Figure 23 - Type 2 Formwork System Saint Henri Tunnel Marseilles, France
Figure 25 - Access Walkway to Top Lining End Stop
26
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Figure 26 - Passage on Upper Platform of Formwork System
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
4.1.4.4 - Equipment and Special Points
a) Windows
Openings must be provided at regular intervals in the form
linings for concreting and to ensure the concrete fills the form
correctly, for providing access to the ducts and box-outs placed or
to be placed in the roof and for introducing poker vibrators to
supplement the form vibrating system.
Window numbers and sizes must be appropriate for the roof geometry and for complying with concrete pouring rules (especially
height of drop).
The windows are closed off as the concrete level increases by
means of hinged panels provided for this purpose. The panels
must be made of the same material as the form liner and must not
leave too obvious a mark on the finished concrete surface.
Concreting Window
Closure Panel
Compressed Air Form Vibrator
king platform when concrete-filled lines are being moved from
one window to the next.
- Distributor Arm
The hydraulically-operated and manually moved distributor arm
delivers concrete to the concreting points at the windows or grouting pipes at the crown, without any heavy manhandling. The system is most suitable on long forms using low slump concrete.
- Self-Compacting Concrete
When pouring self-compacting concrete, grouting pipes are used
instead of windows. Concrete is delivered through the distributor
arm connected to the pipes. In this case, the system must be semiautomated. The operator simply opens and closes the pipe, keeping pace with the rising concrete.
- Cleaning Lines
The most widely reported method of cleaning concrete delivery
lines is to force through a foam pig with compressed air. High
pressure water is another alternative which may also be used as a
complement to the first method.
Crown Concreting
Pipe with Sliding
Closure Panel
Figure 27
b) Concreting Equipment
Concrete is placed with a concrete pump. Depending on the size
of the tunnel cross section and length, formwork system type,
working conditions and concrete mix, the concrete may be placed
directly through the pump delivery line or via a semi-automatic
distributor.
Direct Pumping
For the lower part of the formwork (roughly up to the height of
the shoulders), the concrete is placed by inserting the concrete
delivery line into a window or connecting this line to a stub pipe
on the window closure panel. For the upper part of the roof, the
concrete is introduced through the grouting pipes on the form
liners with sliding closure panels as close as possible to the form
liner.
Manoeuvring the heavy, stiff pump delivery lines is extremely
tiring for the workmen.
Placing via Distributor
The chief incentive for using a distributor is that it does away with
nearly all the manhandling of the concrete delivery line. It also has
a very beneficial impact in reducing concrete spillage on the wor-
Figure 28 - Semi-automatic Concrete Distributor - Monts Tunnel - France
Figure 29 - Concrete Lines Connected to Windows - Concrete Distributor
on Portal Frame Top Platform - Monts Tunnel - France
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
27
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 30 - Concrete line - Semi-Automatic Concrete Distributor - Glion Tunnel - Switzerland
c) End Stops
End stops placed at the ends of the forms must be designed with
the following points in mind:
- The materials used for the panels must be strong enough with
respect to concrete slump (especially with self-compacting concrete mixes) and the rate of rise of the concrete,
- The forms must not leak especially where they are in contact
with a waterproofing system (where present or the primary support system), in order to prevent loss of laitance,
- They must not damage the waterproofing system.
End stops may be made of:
- the usual materials (mainly boards) fixed to the formwork,
- metal, bolted and/or hinged on the backing structure,
- or metal bolted or welded to the form with a Satujo type inflatable seal at the extrados intrados??; only suitable where there are no
excessive variations in concrete thickness (e.g. in tunnel renovations where a second internal lining is being added).
d) Vibration
Formwork design must consider the effects of vibrating the forms
unless self-compacting concrete is used.
When using conventional mixes, the fresh concrete is vibrated to
ensure it completely fills the forms (primarily that it flows around
reinforcement and box-outs), consolidates to obtain a dense,
compact concrete, and produces the required surface finish.
Two alternatives are available:
- internal vibration (poker vibrators inserted through the concrete
pouring openings in the forms),
- external vibration (used with metal form liners).
In large tunnels, both methods are used simultaneously. However, there are no scientific rules for the number of vibrators needed and the length of time vibration is applied. One must rely on
the practical experience of equipment suppliers working closely
with formwork manufacturers. They usually determine the num-
28
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
ber and method of mounting vibrators, vibration frequency,
power rating (which depends on concrete thickness, slump, etc.),
planned pouring rate and formwork design. The empirical rule is
to vibrate often for a few seconds rather than operate for several
minutes with longer pauses.
Figure 31 - Metal end stop and inflatable seal
(renovation by adding a second internal lining)
Figure 32 - Wood end stops
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 33 - High frequency
poker vibrator
Figure 34 - Form-mounted compressed air vibrator
Figure 35 - Electrical box-outs and conduits - Formwork for niche with release keys
4.1.4.5 - Fixing box-outs and forms for niches and
transverse gallery openings
Depending on their size, box-outs and embedded items may be
welded or glued to the form liners or may be bolted on, so that
they are removable. Their shapes must be suitable for the kinematics of the form striking operation and bulky inserts must be bolted in place, and be removable.
The sizes and shapes of embedded items and forms for niches and
transverse gallery openings must be designed for easy form removal (there must be a batter or relief angle of at least 5%).
Box-outs should preferably be fitted with seals where they mate
with the form liner (fitted on the inside faces of the box-outs) in
order to have sharp angles.
Forms for service and safety niches and the junctions with small
cross tunnels may also be fixed to the main forms by bolting.
For larger service items (lay-bys, turnaround chambers), it is preferable to ensure the forms are stable and leak-proof when pouring concrete by providing a small kicker on the foundation to
provide the reaction for the base of the formwork. Proper attention must also be given to designing the bracing of the roofs of
these ancillary works because of their potentially large spans. A
relief angle of between 1% and 5% is provided to facilitate form
removal; this angle may be smaller or non-existent if a suitable
form release key, hinge, etc. is provided.
4.2 - Fabrication of formwork
Building a formwork system involves an essential series of steps
that require the drafting of documents by the Contractor or Supplier and their submission to the Engineer for approval:
Contractor writen specification,
Tenders invited from potential Suppliers,
Contractor places formal order,
Supplier submits design and manufacture project,
Formwork delivery, assembly on site and acceptance procedure.
The time required for these activities can be estimated at ten
months for a conventional rail or road tunnel formwork system.
4.2.1 - Contractor writen specification
The specification must address at least the following points:
4.2.1.1 - Site-specific factors
The baseline general design assumptions to be provided for the
Supplier to design the formwork are as follows:
General sequencing for construction of the Works and particular features,
Deadlines (or partial dates) for construction of the lining,
Particular constraints associated with works scheduling
(e.g. for long tunnels, lining construction to start before
boring completed),
Particular constraints associated with site organisation.
4.2.1.2 - Geometric data for project
The leading design assumptions to be used by the Supplier are the
same as those used for the design of the tunnel, determined by the
Engineer and described in the Contractor's construction contract
specification.
They include:
Cross section showing the intrados and extrados (host ground,
temporary support or old lining),
Plan view (showing positions of embedded items, box-outs
and special details),
Longitudinal profile (radii and lengths of curves, gradients and
superelevation),
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
29
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Total length of tunnel,
Lengths of bored tunnel to be lined,
Lengths and geometries of portals (pseudo tunnels),
Lengths requiring reinforcement (pseudo tunnels and starter
rings of bored tunnels for example),
Type, geometry and details of joints between lining rings,
General geometrical tolerances on finished work,
Clearances and acceptable tolerances,
Lining surface quality.
4.2.1.3 - Kinematics of Formwork System
Before inviting tenders, the Contractor must specify the detailed
kinematics of the formwork system in operation, with schematic
cross sections showing gap when forms are lowered, back-off distance of collapsed skirts, turnaround area needed if applicable,
etc. This determines the space needed for correct operation of the
formwork system and its compatibility with the structures to be
built, both in the tunnel and on the surface yard.
Particular attention must be given to interlinkages between portal
frame and forms in so far as they affect workmen's access for operating the formwork system and the needs, if any, of other activities (tunnel driving for example). This part of the contract specification is of major importance for the Supplier.
4.2.1.4 - Special Constraints on Formwork Systems in
connection with the main works schedule
Special constraints regarding the works schedule may be governed
by the stipulations in the main construction contract but it is possible to propose modifications which might have an impact on
overall project completion time or completion time for the lining
alone.
The Contractor may accept variants proposed by the Supplier on
the following points:
Number of formwork systems and lengths (if stated in
contract),
Length of concreting cycle,
Breakdown of concreting sequence on cross section (ledges,
foundations, sidewalls, crown, etc.),
Details of lining concreting cycle,
Obstacles to be passed and traffic under portal frame (utilities,
ventilation, mucking, etc.),
Passage of ventilation ducts before boring is finished,
Type and mechanical properties of support for advancing
formwork,
Any other particular constraints (erection of formwork system
underground or on the surface, translation, etc.).
4.2.1.5 - Relevant Concreting Parameters
The Contractor must provide the Supplier responsible for building the formwork system with the concreting parameters considered in the project design phase:
Concreting rate in m3/hr,
Maximum thickness of overbreak to be considered (position,
size),
Concrete mix properties (consistency, temperature, setting
time, etc.),
Refusal pressure when forcing concrete into remotest corners
at the end of the pour,
30
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Special points, if any (intersections with other galleries, unbalanced pouring, etc.).
4.2.1.6 - Formwork Characteristics to be Provided by
Supplier
In his design report, the Supplier must state:
Formwork type (type 1, 2 or 3),
Formwork system dimensions and weights,
Form liner type (minimum metal gauge for crown 8 mm),
Effective length of lining ring,
Method of fixing on foundation (skirt reaction),
Kinematics of lining formwork system (this section must describe in detail the motions necessary for operating the formwork),
Size of transverse adjustments (vertical, horizontal, inclined)
and translation adjustments,
Floor bearing points (pressure and material),
Required construction sequence.
4.2.1.7 - Formwork System Equipment Required
The items listed below (especially for the primary formwork but
also for the forms for ancillary works) must be described in detail
by the Supplier and comply with safety rules:
walkways,
access stairs or ladders,
windows (numbers and dimensions),
stub pipes and sliding closure panels (number and details),
items for fixing reinforcement and/or box-outs,
embedded items and grout lines for subsequent contact grouting,
miscellaneous items (lighting, telephone, plastic sheeting),
end stops (metal, timber, Satujo seals, etc.)
vibration equipment (vibrator types and numbers if separate
order from formwork system),
concrete placement technique (distributor, concrete pump
lines, etc.).
4.2.2 - Contractor's Tendering Procedure for
Suppliers
4.2.2.1 - Invitation to Tender for Suppliers
The Contractor invites tenders from tunnel formwork manufacturers/suppliers on the basis of the specification as described
above.
Tender documents must present the general background to the
Construction Contract (i.e. define the Works, Owner, Engineer,
Main Contractor, project completion time, interim deadlines and
required date of delivery of the machinery and equipment to be
supplied) and clearly state the anticipated supply order.
4.2.2.2 - Suppliers' Tenders
Manufacture and supply tenders must contain
Company description (fields of competence, personnel,
factory, offices, contact details, etc.),
Details of recent similar projects,
Brief technical report,
A costed tender,
Deadlines for manufacture and delivery.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
4.2.3 - Contract Award
After scrutinising the tenders submitted, the Contractor issues a
report with a recommendation as to the tenderer to be awarded
the contract and submits it to the Engineer for information or
approval, depending on the complexity of the lining to be built.
For very complex projects, this report should be highly detailed.
4.2.3 - Ordering Formwork by Contractor
By reason of the capital importance of formwork for the final quality of the structure, all engineering documents leading up to the
design and operation of the formwork must be included in the
order after being submitted to the Engineer for approval.
The official order may take the form of the letter accompanied by
explanatory documents and forms to be completed as appropriate.
4.2.3.1 - Order Letter
The Contractor notifies the successful tenderer by letter, which
becomes the official order for the formwork.
4.2.3.2 - Informative Documents
At this stage, the general overview of the Works and the tendering
procedure for formwork is described.
In particular:
the Contracting parties,
the general terms and conditions of purchase of the formwork
system by the Contractor,
the contract documents:
- schedule of components of main contract,
- main works schedule,
- schedule of formwork systems to be fabricated,
- safety and quality documents,
services provided and not provided by the Main Contractor,
services to be provided and not provided by the Manufacturer,
site conditions imposed by contract deadline and concreting
programme,
specification (already forwarded in the tendering process),
procedures for the Contractor passing documents to the
Engineer for approval,
etc
4.2.3.3 - Supplier's Design
The Contractor invites the Supplier to complete his project, stating:
prices and price breakdowns for the formwork systems, terms
and conditions of payment, late penalties, retention money, if
any,
time schedule for design, manufacture, erection and acceptance procedure,
design of formwork system:
- drawings,
- notes on design, fabrication and use of formwork system,
- requirements for erection and transport,
- notes on hydraulic and electrical systems,
- calculations (framework described below),
- design codes and standards used,
- sundry documents including the Contractor's specification.
4.2.3.4 - Regulatory Conditions of Manufacture
Formwork systems are considered to be in the category of machinery for underground engineering works, and the design of operational equipment and protective measures must comply with the
technical rules listed in Annexe 1 of Article R223 84 of the
Employment Law code.
The Manufacturer must show his equipment and machinery is
compliant by affixing the CE mark accompanied by the following:
Manufacturer's name and address,
Type of formwork system,
Serial number,
Year built.
Before the formwork system becomes operational, it must be
inspected and passed by the Manufacturer's own inspection organisation and an independent certification body. The Manufacturer must provide the Contractor with operation and maintenance
manuals.
4.2.4 - Supplier's Design and Fabrication Report
The design report for the Supplier's formwork systems (to be
drawn up by the Supplier) must include general arrangement
drawings, calculations, detailed working drawings, erection drawings
and rules for pre-delivery acceptance in the Supplier's works. This
report must be submitted to the Contractor and then the Engineer for approval and/or validation before manufacture begins.
4.2.4.1 - Loads to be Considered in the Structural
Design Computations
Based on the geometry and length of the proposed formwork system, the Supplier's structural analyses must include loads due to:
thickness of concrete (including overbreak),
concrete consistency and density,
pressure due to concreting,
unavoidable imbalance during concrete pouring,
consolidation pressure at end of pour,
self weight of forms, portal frame, ancillary structures, walkways
and superimposed loads thereon,
secondary loads due to resistance of form striking (suction),
form travel and adjustment, bracing and prestressing.
4.2.4.2 - Applicable Rules
The necessary and compulsory formwork design calculations
must at least comply with the following minimum rules:
Structural strength and strain design rules,
Standards on design analyses to be used are CM 66 addendum
80 or Eurocode 3 (Eurocodes preferred),
Safety standards for formwork.
4.2.4.3 - Calculation Principles
a) Structural analysis of formwork during concreting
Whatever type of formwork system is involved, the formwork
must be analysed as simply supported on the collapsers (generally
individual bearing points at one-metre intervals on the sidewalls)
and pressed against the tunnel foundations (spacing of anchors or
points of load application every one or two metres along the
formwork side).
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
31
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
In addition to the self-weight of the structures and internal prestress of the backing (if any), the concrete pressure to be considered
is the hydrostatic pressure over the whole height of the concrete
lift except if limited to a lesser value determined and justified by
the manufacturer and user, plus a maximum pumping pressure of
3 bars at each stub pipe and contact grouting pipe and at overbreaks at the crown, if any.
Form liners must be analysed without any pressure reduction.
After the first rough models, the real structure with a variety of
loads and load combinations can be addressed; these analyses provide information on stresses and strains, from which the structures can be modified or strengthened:
during translation,
when setting up formwork on station with prestress,
during concrete pouring, including for unbalanced concrete
load and when filling voids at the crown.
All internal mechanical parts of the formwork system must be
checked, plus all linkages with external items (shafts, fastenings,
collapsers, hydraulic cylinders, etc.).
Simple tests can be run for special parts not amenable to analysis.
b) Structural analysis of portal frame
For Type 2 and 3 formwork systems as described in these Guidelines, two analyses might be needed.
The first concerns the "normal" situation: type 2 and 3 portal frames are analysed on the basis of the weight of the formwork and
accessories during "slow" translation and when setting up the
formwork on station. The portal frame must have ample strength
and not allow the forms to deform out of true.
The second concerns the concrete pouring situation (exceptional
case). The Type 2 portal frame never carries the weight of the
concrete, whereas the Type 3 portal frame may under exceptional
circumstances have to carry the weight of the concrete, accidental
pressures and loads. The formwork is considered as fixed on the
portal frame and it must be analysed as simply supported on the
four portal frame legs and on the "n" number of collapsers.
Allowable deformation limits are set in the specification and the
structures must be verified.
4.2.4.4 - Tolerances on formwork construction and use
There are various types of tolerances associated with the functions
of the different parts of the formwork system and they are not
cumulative. Tolerances on manufacture, installation and operation presented hereunder are examples only.
a) Manufacture
Tolerance on cutting parts of formwork system: <1 mm
Tolerance on construction of parts of formwork systems:
<3 mm
General tolerance on geometry of assembled formwork system:
<10 mm
b) Installation
Tolerance on installation and setting-up: <5 mm
Tolerance on bending of the formwork during concrete
pouring: acceptable deflection 1 mm
Geometrical tolerance with reference to the design curve and
formwork length: <10 mm.
32
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
c) Lining I line and Radius
The contract specification sets only the tolerance on lining construction. This tolerance is applied to the intrados radius (I line)
and more particularly, at the upper corners of the effective clearance line. Tolerances must not be applied such as to reduce lining
thickness to less than the minimum design value.
For a tunnel with 20-75 m2 effective cross section, the tolerance
will be R + 0 cm / R 4 cm; for a cross section of 75-120 m2, the
tolerance will be R + 0 cm / R-6 cm.
Because of the special features of tunnelling work, the above
values are substantially different from what may be arrived at
from Chapter 10 of Fascicule 65A.
If the tunnel cross section is larger than 75m2, it is advisable to
provide a convergence-metering system to monitor formwork
deformation during the first concrete pours.
4.2.4.5 - Draughting rules
The thickness and shape of sheet metal, rolled sections and fabricated sheet must be defined and minimum weld beads (6x6 mm
min) must be shown. All mechanical items (hydraulic cylinders,
collapsers, etc.) must be detailed.
Predicted deformations must be determined in the design analysis
and shown on a specific drawing.
4.2.4.6 - Manufacture
Manufacturing control must be very strict and major items and
accessories must be checked (lines, geometry, welds, etc.). The
Contractor must attend all trial mock-ups and final assembly.
Assembled and accepted items must be stored in the factory while
awaiting transport.
4.2.5 - Transport, Erection on Site and
Acceptance in Final Configuration
Transport to, and erection on site (on the working platform) is a
job for the specialist structural steel engineer and an agreement
must be signed between the Contractor, Manufacturer and Erector. The formwork Manufacturer must provide the Erector with
sufficient information so that there is no distortion of the parts
during transport, lifting and assembling.
This must take the form of a detailed document comprising a
schedule of parts (items, numbers, weights, etc.), general arrangement drawing and plans for loading, offloading and erection.
At the tunnel site, the Contractor and the person(s) responsible
for using the formwork system must monitor the assembling of
the parts and operation of moving parts before the final-configuration acceptance process can go ahead.
The Engineer will not issue the acceptance certificate until all
manoeuvres (travel, adjustments, unsticking, etc.) have been fully
mastered by the relevant person both aboveground and underground.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 36 - Road transport (parts same width as trailer
length) - Offloading (erection yard to be specified in
contract).
Figure 37 - Setting up formwork for tunnel portal
(intrados and extrados)
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
33
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
5 - FORMWORK SET-UP AND CONCRETING
This section of the Guidelines is intended to offer guidance to the Contractor in preparing engineering documents, Quality Assurance
Plan, working procedures and supervision procedure and safety document.
The parts listed hereunder and detailed subsequently in this chapter must be approved and/or signed out by the Engineer before for
warding them to the Safety Officer and Job Superintendent:
Formwork working configurations
Q/S/E aspect (Quality/Safety/Environment)
Operations in concreting cycle
Special structures
Special cases (where applicable).
5.1 - FORMWORK SYSTEM WORKING
CONFIGURATIONS
5.1.1 - Planning Excavation and Lining
Sequence
In new-build tunnels, a section of lining is poured after the working face has receded a set distance; in renovation and rehabilitation work, the tunnel has to be closed to traffic for a short or long
length of time.
The working conditions attached to each approach exert a strong
influence on lining construction and type of plant needed, formwork system, accessories and erection machinery. The Contractor
must describe clearly the expected procedure for tunnel lining
construction.
The most frequently encountered scenarios are:
Lining is built after the excavation has been finished, using one
or more formwork systems (the most common scenario, and
the basis for the proposed specifications),
Lining construction commences before excavation has finished;
the above conditions apply, plus:
- effect of blasting,
- mucking traffic,
- bringing up utilities (water, compressed air, electricity, ventilation ducts).
Lining is built in operational tunnel partially or completely
closed to traffic for a variable time; the following constraints
must be considered:
- existing equipment and utilities (ventilation, lighting,
signage, etc.),
- clearances required by this equipment,
- allowance for traffic in the tube in progress (if it is kept open
to traffic) and in unaffected tube,
- management of site access.
5.1.2.2 - Portal Structures
The basic cycle may be drastically amended for tunnel portals,
both in method and sequencing and must be addressed in detail
at the tendering stage, and afterwards as part of the Supplier's
design activities.
The more important points are:
Different geometry (the ring may extend further at the crown
than at ground level, it may be skewed or of a different length),
Reinforced concrete (affecting access to workstations, end
stops with construction joints),
The extrados of the section must be shuttered,
Extra work may be involved in architectural treatment of the
tunnel entrance or for sound-proofing measures,
Special end stops may be necessary,
It may be necessary for the portal to join up with ancillary
works (avalanche structures, headwalls, walls, etc.).
Figure 38 Shuttering for a skewed
"architectural" lining section
(Grands Goulets tunnel -Drme, France)
5.1.2 - Longitudinal Planning
Building a tunnel lining consists of pouring lining rings one after
the other but the characteristics of these rings (both standard and
special rings) have an impact on formwork design and working
conditions must be examined very early in the design process.
5.1.2.1 - Standard Rings
The operations in the cycle are described for a basic lining ring;
nevertheless working conditions for special rings must be considered.
34
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Figure 39 - End works for tunnel portal
(Utelle tunnel - Alpes Maritimes, France)
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
5.1.2.3 - Other Special Rings
Although simpler to deal with than portal sections, some special
lining rings still call for detailed study on a case-by-case basis.
The Supplier's design must include for:
Junctions with minor tunnels and safety refuges,
Extra reinforcement at fan sites, places where crown thickness
is insufficient, etc.,
Ducts, vents and other box-outs to be embedded,
Different or variable dimensions,
Etc.
5.1.3 - Transverse Planning
Implementation of the formwork system is frequently dictated by
the method of building the lining, which in turn derives from the
design cross section of the tunnel described in the contract documents. The method to be adopted may be specified by the Engineer in the contract document, allowing for the requirements of
standard formwork systems.
Otherwise, the Contractor is allowed to suggest a variant to the
basic design resulting in a cost saving.
5.1.3.1 - Foundation Ledges
The lining foundations must be dimensioned with reference to
the constraints caused by the use of the formwork system.
The shape and dimensions of the ledges (footing + rectangular
foundation or L-shaped foundation or rectangular foundation
without footing) influence arrangements for moving the formwork system. Having the formwork running on footings is
easier and faster than on the bare tunnel floor, even if overlain by
a layer of blinding concrete.
Foundations designed on this basis will make load transfer of
pressure from the weight of the fresh concrete more efficient. It
only requires bolting the formwork into the foundation. This
dispenses with the need to find the necessary reaction by means
of struts bearing on the sides of the excavation or running across
the tunnel, hampering traffic.
Adjusting the formwork system to obtain the most accurate fit
for setting-out the crown is largely dependent on the quality of
these bearing points, which is better if an appropriate concrete is
used; concrete also has the added benefit of controlling the
escape of laitance and reducing the sealing work needed.
5.1.3.2 - Flat and Arched Inverts
A flat or arched invert poured before the lining is built substantially improves access and working conditions and the jobsite is
tidier. Under these circumstances, much less time may be spent
on moving the formwork system forward.
If the tunnel has a flat floor, the items in the translation system
need not necessarily be positioned on the foundation footings;
this provides greater freedom in choosing the portal frame type (a
narrower gauge for the translation system leaves more room for
working on the side skirts for example).
Conversely, with an arched invert, the designer of the formwork
system must cope with the curved floor when designing the translation system, and the legs are commonly positioned on foundation footings.
5.1.3.3 - Sidewalls
If the sidewalls are lined first, as is frequently the case on renovation jobs or when the sidewalls are heavily reinforced, it is preferable to optimise the cycle by incorporating the majority of boxouts and inserts in the sidewalls.
5.1.3.4 - Crown(semi-circular arch)
Crown forms must not bear on sidewalls that have been built previously. The best way of ensuring this is to use a free-standing
formwork system with incorporated portal frame or the alternative prestressed model (as for the Monts tunnel rehabilitation project). In this set-up, the forms are supported by false sidewalls
(sidewall forms without form liners or collapsers), forced against
the top of the sidewalls by means of struts placed obliquely between the cross members and the bottom of the formwork system.
This type of system is easier to position in the transverse direction
than a complete formwork system but the overall positioning task is
much more complex. Planning the job must make allowance (as for
the foundations) for concrete hardening and obtaining the required
strength to withstand loads applied by the formwork system.
5.1.3.5 - Sidewalls and Crown
The sidewalls and crown are built with one formwork and in a
single operation, as in most conventional new-build tunnels.
5.1.3.6 - Slabs and Partition Walls
The presence of slabs and partition walls in most cases has an
impact on the construction approach for the crown (because brackets, hangers, etc. needed). The time taken to set-up the formwork
system on station is longer than in the standard arrangement.
5.2 - Q / S / E
(Quality/Safety/Environment) aspects
The Q/S/E section of this chapter is very important and these
aspects are dealt with in greater detail than the other parts. The
Contractor can therefore use the following points directly in his draft.
5.2.1 - Content of Quality Assurance Plan
The object of the Contractor's Quality Assurance Plan in so far as
it concerns the tunnel lining is to describe:
the organisation to be set up in order to obtain the required
level of quality and safety,
the means and resources needed to achieve this objective (manpower, plant and equipment, planning, etc.)
the supervisory resources needed.
Quality Assurance Plans for tunnel linings are based on two types
of document:
General and specific organisation memorandums which define:
- the general organisation and sharing of responsibility,
- the quality assurance system,
- document management system used,
- procurement processes (tendering, selection, ordering),
- resources management (staff training and qualifications,
provision and upkeep of plant and equipment),
- control of measurement systems (field survey and laboratory),
- organisation for dealing with non-conformities.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
35
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Method statements describing, for each operation (performed
directly or subcontracted):
- manpower and machinery resources needed to perform the
tasks,
- staff training (in formwork system theory),
- materials used in the works,
- documents used,
- construction procedure,
- inspection organisation plan,
- organisation for shift and night work (if necessary),
- means for ensuring safety at the workplace,
- formwork system acceptance formalities to be performed by
accredited supervisory body,
- risk analyses and associated preventive measures,
- critical points, especially those concerning acts that could
result in structural damage,
- internal control (type, frequency, result required, individual
responsibilities, records),
- external control (choice of laboratory, selection of person
responsible for temporary works, etc.),
- procedures for dealing with non-conformities.
Construction procedures in connection with the formwork system must be modified to suit the specific structure, referring to
the Quality Assurance Plan included in the contract.
transport, pouring, compaction, hardening, form removal,
curing, etc.) involve referral to standards, fascicules and guidelines
as well as rules of good workmanship or codes of practice.
The Contractor's records must therefore provide the Engineer
with the following minimum information:
Design calculations and drawings for the formwork systems
(provided by Supplier),
Concrete mix formulation with details of quantities of water
and admixtures,
Concrete mixing machinery,
Production capacity,
Means of transport (inside and outside tunnel), carrying capacity, delivery time,
Concrete pumping equipment with concreting rates,
Alternative provisions in the event of breakdowns,
Overall concreting cycle,
Impact of concrete pouring on other activities,
In-house quality control,
Additional grouting if needed.
Apart from this information, the concreting programme must
also identify the activities dependent on the lining construction
and the traffic that has to pass under the formwork, bearing in
mind that movements of plant and materials will only be possible
outside periods of concrete pouring.
5.2.2 - Safety Aspects
All risks arising from the use of the formwork system and its ergonomics must be assessed and special rules put in place as described
in the method statements.
5.4 - Operations in concreting cycle
5.2.3 - Environmental Aspects
Operation of the formwork system must comply with the requirements of the Contract Specification.
Special attention must be given to compliance with water law as
regards runoff (which might be contaminated with lubricants and
form oil) outside the tunnel and a suitable settling and oil separation system must be provided.
Noise from the construction site must not exceed regulation levels
described in the Specification for worksites in an urban or rural
setting or set by the local authorities. This might require the use of
electrically-powered vibrators or a noise insulating door at the
tunnel entrance.
5.2.4 - Quality Monitoring of Works
Quality monitoring activities must be carried out with reference to
the in-house inspection organisation plan which identifies the tests
and inspections required on each lining ring. A monitoring form
must be completed with the findings of each test and inspection.
The field quality assurance manager collects and collates the completed monitoring forms and all these records must form part of
the as-built report.
5.3 - Lining concreting record
The lining concreting record is an essential document. The
various phases in the life of the concrete (mix design, mixing,
36
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
The procedure for setting up the formwork system(s) must describe the tasks to be performed, in chronological order.
Details of the phases mentioned below, accompanied if need be
by data on constraints or design assumptions, must be given in
the method statements:
Removal of forms from the last ring poured, along with precautions specific to this phase,
Translation of formwork system to next ring site to be concreted,
Curing of struck ring,
Preparation of form liners,
Setting up and final adjustment of formwork system ready for
concreting,
Setting up and checking formwork locking points,
Steel fixing if applicable,
Fitting end stop(s) and seals,
Concrete pouring,
Concrete hardening.
The following should also be mentioned:
Project-specific features and constraints,
Unit times for each operation, the sum of these times being the
cycle time,
The level of automation of the formwork system, which is
dependent on the number of times it is re-used and the cycle
time (some highly automated systems drastically reduce the
heavier tasks to be performed by the workmen and the dangers
to which they are exposed).
5.4.1 - Form Striking and Precautions Specific to
this Phase
When pouring the crown, the formwork system rests (and must
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
be at rest) on the form stripping devices (hydraulic cylinders,
screw jacks, collapsers, etc.).
After removing the end stop(s), form striking involves the following operations:
The form striking system is released so that the formwork rests
on the portal frame on both the integrated and independent
portal frame systems or on the translation system in the selfsupporting type without portal frame; the formwork just
lowers by a few millimetres,
The side skirts are freed and fold towards the interior of the
formwork system,
The formwork is lowered several centimetres.
This operation of freeing the formwork must not be allowed to
stress the newly poured crown. On this point, the leg cylinders
and oblique stays, linkages, etc. must be operated with care.
Again, when there are prestressed struts or linkages, it is very
important, when striking the forms, to avoid increasing the prestress load in these parts. Poor practice frequently results in localised cracking in the fresh concrete at this stage.
5.4.2 - Translation of Formwork to Next Ring
The formwork system translation operation in the tunnel is an
important part of the production cycle. It requires preparatory
work such as laying a suitable track for wheeled or skid-mounted
machinery or dismantling electric cables, other utilities, ventilation ducting, etc.
The translation system must be suitably robust and its design
must make due allowance for:
Tunnel geometry (ramps, superelevation, horizontal bends),
Dimensions of free passage needed,
Nature of the base supporting the track,
Longitudinal gradient (as a general rule, concreting proceeds
in the upward direction in order to ensure concrete completely
fills the forms, so that only the minimum of contact grouting
is needed),
Translation rail type,
Motor size, with allowance for the weight of the formwork,
Sufficient rail length to maintain the cycle,
Accurate positioning of rails so as to avoid having to make
good defects,
Current regulations at time of design and use of mobile translation gear.
and it must include:
Braking system (whatever the gradient),
Emergency stop system,
Locking system when at standstill,
Backing and holding system on steep slopes (>5%).
All translation devices must comply fully with regulations in
force.
5.4.3 - Concrete Curing after Form Removal
Proper curing of concrete limits the cracking which sometimes occurs
with certain concrete mix formulations and working practices.
Concrete in tunnel linings is not usually thought to need sophisticated
curing practices although working conditions and environmental
factors (high ambient temperatures, strong draughts, etc.) generally justify it. With some types of concrete (high heat of hydration cements, self-compacting concrete), a curing agent must be
applied immediately after form striking.
Curing may be effected by:
Spraying a curing agent directly onto the concrete surface to
prevent the escape of water vapour. These products must have
the Engineer's approval and be compatible with the required
quality and colour of the exposed surface and with subsequent
paints, if any. They may be cleaned off after the concrete has
hardened if the surface is to be painted.
Leaving the formwork in place for longer than the time needed
for a daily concreting cycle.
By building a curing chamber with controlled temperature and
humidity. It usually takes the form of a portal frame the same
length as the lining ring installed immediately after removal of
the formwork (wheeled steel frame and plastic or non-woven
sheeting) to create an annular space of controlled humidity in
contact with the concrete surface (with or without water
spraying). The sheeting also insulates the concrete from the air
currents in the tunnel.
5.4.3.1 - Curing with commercial curing agent
Curing agents must be submitted to the Engineer for approval,
who may require a trial application.
The curing agent is applied by spraying immediately after form
removal, keeping pace with the advance of the formwork system.
Wheeled scaffolding or hydraulic elevated platforms are the safest
way to perform this job.
If the curing agent is found to be incompatible with a painted
finish, it may be removed by light sandblasting or rubbing down,
although this may alter the appearance of the concrete surface, as
it becomes less smooth.
Similarly, stains left by the curing agent are not always compatible
with the required architectural finish.
5.4.3.2 - Leaving forms in place
Leaving the forms in place prevents the too rapid loss of water
from the concrete and so helps in controlling shrinkage cracking.
The length of time the formwork is left in place may vary from
one lining ring to another according to the cycle time, ambient
temperature, etc., but as a general rule, the extra time as compared
with the normal cycle can be limited to 24 hours.
Using this method generally doubles the cycle time (48 instead of
24 hours) and only applies to short-repetition cycles. To achieve
the daily cycle time, there would have to be twice as many formwork systems on the job.
Furthermore, curing with the forms in place may cause mottling
or stains on the surface.
Experimental French standard AFNOR (XP 18-325) "Placing
Concrete" cites curing times of one to ten days.
5.4.3.3 - Curing Frame
If it is to be truly effective, the use of a water-spraying portal
frame should be done as close as possible behind the formwork
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
37
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
(less than one-half metre behind), with the frame preferably being
towed by the formwork system.
If the rate of advance of the formwork system is fast, the curing
frame should cover two rings.
The two must be designed to move simultaneously in order to
avoid untreated strips being left between the two units. This
requirement must be allowed for in cycle scheduling and definition.
Curing with a semi-heavy or lightweight portal frame with continuous siding may take the following forms:
Spraying cold or warm water (or mist) but this is not advisable
in some cases, when there is a likelihood of freezing weather,
pollution of the platform (invert or roadway), presence of lighting systems,
The newly-exposed lining ring can be confined with a damp
membrane hanging from the siding a few centimetres from the
concrete surface, closed off at both ends.
The curing frame approach may be cumbersome but may be
made necessary in some particular cases when shrinkage cracking
is a major risk for the durability of the tunnel or when the required level of quality is particularly high. If this approach is calles
for, it must be clearly stated in the Specification (choice of technique) and a special rate provided therefor in the Schedule of
Rates and Prices.
Figure 40 - Spray curing system towed behind formwork
(Monts Tunnel, 2005/2006, France
5.4.4 - Preparation of form liners
Preparation of form liners is a parameter influencing the final
quality of the concrete surface. When the formwork system is
brought up to the next ring, the form liners must be checked,
cleaned and oiled before re-use.
5.4.4.1 - Cleaning Form Liners
The shortage of space between the host ground (supported and
waterproofed) and the formwork makes it very difficult to remove
the laitance adhering to the form liners. For this reason, it is very
important to take the very greatest care in cleaning and oiling
them. But cleaning the liners by grinding should be avoided
because this would leave marks which might be reproduced on
the concrete surface during subsequent concrete pours.
A good cleaning method is to take a length of nylon webbing 100
mm wide, and as long as the perimeter of the form. Two men rub
the form with this, in a to-and-fro movement, working right
across the form. Results are very convincing.
5.4.4.2 - Damaged Liners
Damaged wooden form liners are difficult to repair and if they are
to be used many times, it is best to use metal liners.
5.4.4.3 - Spraying
Only wooden form liners (apart from bakelite-finished plywood
liners) should be wetted.
5.4.4.4 - Release Agent
Generally, commercial release products used are biodegradable
oil-based liquid emulsions. The chosen product is sprayed into
the available space behind the formwork and through the concreting windows. Insofar as possible, an even coating should be
applied, in order not to leave marks on the finished concrete surface. The oil to be used must be submitted to the Engineer, who
may order suitability tests. The Contractor's attention is drawn to
the fact that spraying form oil into formwork where reinforcing
steel has been set in place inevitably soils the bars with oil. For this
reason, it is recommended whenever possible to oil the forms
before the steel is fixed in place or to avoid applying release agent
to these particular rings if they are to be concreted in a 24-hour
cycle time.
5.4.5 - Moving, Setting up and Adjustment of
formwork ready for pouring
Figure 41 - Cure-meter probe and readout
38
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
5.4.5.1 - Translation and Setting Up
Setting up the formwork system:
In the longitudinal, up-gradient direction, advancing and setting up the formwork must be achieved to within one centimetre (translation by motor-driven bogies, ratchet hoist, etc.),
In the transverse direction, it is the accurate positioning of the
translation rails that provides the initial positioning of the
formwork to within the prescribed tolerances,
Setting up the formwork for the correct level (to within a centimetre) must make use of the hydraulic cylinders at the bottom of the legs.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
5.4.5.2 - Positioning
Before final positioning, it is advisable to check that the geometry
of the trailing edge transverse profile of the formwork system matches the mating leading edge profile so that the formwork system
can achieve a tight fit without excessive voids or hard points.
When setting up the formwork, the end zones of the preceding
ring with its foundation must therefore be treated with care.
At this stage, the trailing edge of the formwork mates with the
previously poured ring with a few centimetres' overlap; for the
final settings, it is preferable to provide a device for making small
movements of the formwork system while the portal frame
remains stationary (horizontal transverse hydraulic cylinders and
vertical altitude-adjustment hydraulic cylinders with a type 3 system).
If the formwork system has long-stroke hydraulic cylinders or
prestressed struts, it is most strongly recommended not to use the
previously poured crown as the reaction for positioning the system, for fear of cracking or breaking the fresh concrete; this is a
frequent error and can be recognised by the crescent-shaped cracking.
Once the formwork system is in its final position, its position
must be checked in the manner described in the chapter of these
Guidelines on testing and inspection.
5.4.5.3 - Contact with previous ring and foundations
The seals necessary for preventing leakage of laitance must never
be obtained by forcing the forms hard against the concrete to get
rid of all voids. This might rupture the previously-poured concrete. Tunnel inspection frequently comes across lining rings with
cracks caused by this poor work practice.
A good seal can be obtained by fixing compressible rubber joint
seals to the forms. As described above, excessive pressure must not
be used for fear of cracking the concrete. Seals must be submitted
to the Engineer for approval.
The match between capacity of the seal to deform and the tolerance on misalignment at the joint must be checked.
The quality of the seals must be regularly checked and the seals
changed if necessary.
Figure 42 Contact between
formwork and
previously-poured ring
5.4.5.4 - Chases or joints between rings
Construction joints that are hollow at the surface are recommended
to conceal any misalignment between lining rings. The size of the
chase must suit the horizontal curves of the tunnel, and the size
and flexibility of the forms.
Deformable materials should preferably be used (Neoprene),
plugged and screwed into the leading edge of the previous rings
concrete (full joint), or a half steel joint can be welded onto the
formworks leading edge.
5.4.5.5 - Fixing formwork system in position and
geometry check
Once the formwork system is in position, it must be held in place
by means of:
anchor bolts at the foot of the sidewalls (type 1 and 2 systems),
stays and/or adjustable struts at the edge of the concrete invert,
if any (type 1 and 2 systems),
adjustable transverse struts between the legs of the formwork
system (type 1 and 2 systems),
oblique strut or short struts between the top member and the
legs of the formwork system (type 3 system).
Final adjustments of the formwork ready for pouring must be
made under the supervision of a surveyor who must be provided
with reference points of known altitude at the bottom of the sidewalls, on the floor or at the edges of the pedestrian walkway and
reference points on the formwork (legs, crown, shoulders or slab
bearing points, etc.).
The method of making fine adjustments to the formwork position must be capable of working within the specified tolerances
and be subject to the Engineer's approval.
The Contractor must check in particular the position in line and
level of the extremities of the formwork system. Field results must
match predefined (x, y, z) values based on the theoretical setting
out of the tunnel and construction tolerances.
The pre-concreting optical survey must be added to the inspection form forwarded to the Engineer (stop point).
5.4.5.6 - Load transfer during concrete pouring
a) Loads
When pouring concrete, the formwork system must carry the following loads in addition to its own weight:
vertical loads due to the weight of concrete,
horizontal loads due to hydrostatic pressure of wet concrete.
These are very heavy loads and the system must be designed
accordingly and the necessary operational precautions must be
taken.
b) Vertical loads
Loads are carried by the formwork system and transferred down
the hinged side skirts. The formwork system bears on the floor
(invert or beam) via hydraulic cylinders or screw jacks, collapsers
or some other high capacity means. The floor must therefore be
carefully checked; it may be footings or blinding concrete and if it
has insufficient bearing capacity, the number of bearing points
(collapsers) must be increased or the loads better distributed by
means of beams fixed on the footings.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
39
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
With integrated portal frame type formwork systems (but not systems with independent portal frame), vertical loads are either all
transferred through the formwork system (in the same way as for
types 1 and 2 systems, transferred through collapsers) or partially
transferred through the portal frame which provides a partial
stress path to the track (rails). In general, this latter arrangement is
only used for small sections where the loads transferred through
the legs are small.
In the same way as for type 1 and 2 systems, the support to the
track and collapsers must be checked and strengthened if necessary. An incorrectly stabilised system will inevitably adversely
affect the concreting through unstoppable leaks of concrete, especially when pouring high slump or self-compacting mixes.
c) Horizontal loads
Horizontal loads due to the pressure of the wet concrete on the
side skirts are not carried by the portal frames but:
at the top, by struts between the skirts (top members of the
formwork system at the shoulder hinges),
at the bottom, by one of the following arrangements:
- high capacity anchors in the ledge. Horizontal loads may be
accompanied by heave due to the shape of the sidewalls. In
this case, a means of distributing the load at the bottom of
the skirt must be provided and the positioning of the
anchors must be carefully checked.
- horizontal struts at the bottom of the skirts. This approach
is only possible on jobs where there is no need to provide for
traffic passing under the formwork system, except if a
bridge is provided over the struts, and the heave is countered by the weight of the formwork alone.
- prestressed inclined struts. These struts, fitted with high
capacity hydraulic cylinders, provide a horizontal component at the bottom of the skirts which balances out the pressure from the wet concrete, and a symmetrical horizontal
component at the top which balances out in the horizontal
member of the formwork system. The vertical components
in the struts act at the bottom on the collapsers and at the
top are countered by the weight of the formwork system.
Prestressing the struts must not be allowed to cause distress
at the top of the ledges and must be increased steadily to
keep pace with the rising concrete.
5.4.5.7 - Reinforcement, fastenings and
other embedded items
Devices used for fastening or positioning items to be embedded in
the concrete, including steel reinforcement, must not be allowed
to adversely affect the strength or durability of the works.
Metal fastenings must not be nearer the outside face than the
minimum depth of concrete cover prescribed for reinforcing steel.
In particular, rods or ties cut off just below the surface are not
allowed.
Starter bars must be treated to prevent rust stains on the exposed
concrete. Holes left by the construction process must not be filled
in, except as otherwise provided for in the contract. Details of the
positions, shapes and dimensions of these holes must be submitted to the Engineer for approval after examining their appearance.
Where a fine or featurework finish is required, plastic blocks must
not be used in in situ concrete.
40
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
5.4.5.8 - Small box-outs, joints, inserts and arrises
All box-outs made from appropriate shuttering material must be
designed to be easily removed when stripping the form. Small
box-outs must have suitable tapers to aid extraction; expanded
polystyrene is easily removed after the concrete has hardened and
is a suitable material for forming box-outs. Water must not be
allowed to stand in construction holes in freezing weather.
Making holes with a jack-hammer in completed works should be
avoided. Parts of the forms can be embedded to form openings.
They must be firmly fixed in position so that they do not move
while pouring concrete, and bleed water or infiltration must be
drained away.
Box-outs of all kinds generally needed for ventilation, lighting,
signage and other equipment must be shown on the construction
drawings.
Fastenings for box-outs and inserts are critical points where movement must not occur when pouring concrete and their design
must be addressed during the design stage of the formwork system.
When determining the construction cycle, all box-outs and
inserts needed must be considered and if possible, inserts should
be identified individually and scheduled, so that they can be positioned against the forms. The impact of this cycle on the completion time per lining ring must not be overlooked and it is important to investigate every alternative for optimising the time
required for dealing with these issues.
Last-minute improvisations when the concrete is being poured are
often the cause of mishaps.
Sharp arrises should preferably be chamfered (to the order of 30
mm) except as otherwise provided for in the Contract; the
Contractor submits to the Engineer his proposed method (chamfer or fillet), which must be shown on the working drawings.
5.4.6 - End stop(s) and seals
End stops must not bear directly on waterproofing without suitable protection. A PVC sheet, even used, welded on the waterproof
membrane (products submitted to Engineer for approval) is
preferred to all other alternatives. For conventional wood form
stops, extra protective geotextile is added at the interface with the
wooden parts when they are being fitted and provides added
protection against loss of laitance.
Controlling leakage at end stops is one of the most critical points,
especially if the end stop is fitted on site (different form shape for
each lining ring) and it is a welcome precaution for the boards to
be cut (and numbered) in advance, and suitably stiffened when
fitted in place to avoid excessive deformations from concrete pressure when pouring and forcing in the final concrete.
Where the end stop has the added protection of an inflatable tube
seal, the tube must be inspected before use in each lining ring.
During concreting, means of inflating and repairing the seals
must be on hand at all times.
A window must be left in the end stops at the crown in order to be
able to see that concrete fills the forms and that there is no buildup of pressure at the end of the pour.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
5.4.7 - Concreting Lining Rings
5.4.7.1 - Concrete Supply
Transporting the concrete from the mixing plant must not alter its
characteristics beyond the limits determined in the suitability
tests. Particular points to be watched are:
Avoid sharp knocks or jerks which might cause segregation in
the concrete,
Ensure that the transport and waiting time before pouring is
not such as to be liable to lead to a loss of workability and the
onset of initial set (especially in warm weather),
Protect the concrete against sub-zero weather if applicable,
Clean the equipment frequently in order to avoid contamination of the concrete.
Where concrete is pumped over a considerable distance (up to
1000 m between the offloading point and the formwork), suitability tests must be run, as much as for confirming the required
concrete characteristics as for verifying the actual flow of concrete
into the forms. Booster pumps may be needed.
5.4.7.2 - Concrete Lines
As a general rule, the concrete is placed by pumping through the
concreting hatches and stub pipes provided for this purpose on the
forms. The concrete must not be dropped from any considerable
height when it emerges from the concrete line. This is particularly
important when pumping self-compacting concrete because it
tends to entrain more air than a conventional concrete.
The following points must be addressed when designing the
formwork system and preparing the job:
Designate concrete pump locations and mixer truck manuvring areas, especially if the trucks have to pass through the
formwork system during concreting,
Select positions for mixer truck arrival, offloading and washing
points,
Lighten the men's workload by promoting mechanisation, by
using hydraulic distributors.
If it is necessary to comply with general and special specifications
and working procedures, the concreting schedule must be confirmed on the first lining rings poured, especially as regards the
following points:
Regularity of concrete deliveries and transport time,
Possibility of emergency services arriving at all times,
Tests on fresh concrete and preparation of specimens for
mechanical tests,
Checking strength and watertightness of form end stops (if
inflatable tube seals are used, it must be possible to monitor
inflation pressure).
5.4.7.3 - Concreting
Permission to start concreting is usually given by the Engineer.
Concrete must not be retempered by adding extra water but certain liquid admixtures (superplasticizer for example) are not
considered as adding extra water to the mix.
a) Basics
The following particular points must be addressed by the
Contractor:
Always perform all tests and checks required before each concrete pour, even if operations are cyclic and repetitive,
Choose mechanised distribution systems to reduce the amount
of heavy manhandling in often congested spaces,
Keep watch on the rise of the concrete in the forms in order
not to exceed the rate of rise allowed in the formwork design
(maximum rate acceptable to manufacturers is 2.50 m/hr),
Keep the difference in concrete level between the sidewalls
(this is another formwork design parameter) to less than 1
metre (height is often determined by the concrete load being
poured, one truckload on the left, then one on the right sidewall),
Pay special attention to local singularities such as large overbreaks, safety niches, tunnel intersections which may require
amendments to the cycle and concreting rules,
Vibrate in the manner specified in the concreting programme,
Follow the rules for consolidating the concrete at the end of
the pour in order to fill all voids (designers generally assume
0.2 MPa pressure for the formwork and 0.1 MPa for the
consolidation and void-filling),
Limit the pressure during later void-filling operations (contact
grouting with mortar and normal concreting methods using
the stub pipes and concrete pump).
Examples of concreting times
For 120 m3 lining rings, average time for filling the form is of the
order of 4.00 hours or approximately 30 m3/hr.
For 200-250 m3 lining rings, it is approximately 6.00 hrs, or
approximately 40 m3/hr.
Mixer truck capacity is 6 8 m3.
Note. A steady concrete delivery rate makes for a good concrete
finish but it must be specified and trialed before work begins. The
calculation must take account of the maximum rate allowed by
the formwork system manufacturer and mixing plant capacity.
Figure 43 - Concrete pump
Figure 44 - Concreting through a window
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
41
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
b) Form monitoring
While pouring concrete, the following points in particular must
be constantly monitored:
The formwork must remain in intimate contact with the previously poured lining ring, it must not be displaced causing
uncontrolled leakage,
Side skirt fastening (anchors or struts),
Concrete workability time limit (usually 2 hours),
Correct placing of concrete, without segregation, without
displacing reinforcement or box-outs, and without the forms
deforming,
Pumping must proceed without excessive pressure rise,
Concrete falling from windows must not segregate.
Note. Concrete placement can commence before the fitting of the
end stop has been completed provided it has a sufficient lead not
to interfere with the concrete pour.
5.4.7.4 - Vibration
All concrete (except self-compacting concrete) must be vibrated
so that it completely fills the forms with dense concrete.
Self-compacting concretes must not be vibrated, they compact
under their own weight.
The stipulations in the CCTG General Specifications (Fascicule
65A) apply along with the following recommendations.
a) Internal vibration
When internal vibration is achieved with electric, compressed air
or other type of poker vibrator (poker diameter 25 mm to 86
mm), the following rules apply:
Choose the right poker size to suit the amount of concrete to
be consolidated, on the basis of the radius of action of the
poker being ten times its diameter,
Do not let the poker touch the side of the form or reinforcing
bars,
The vibrator should be lowered into the concrete quickly and
withdrawn slowly,
Do not use the vibrator to shift concrete laterally (it should
remain upright as it is lowered and withdrawn),
When pouring concrete in layers, the vibrator should penetrate
100 mm into the previous layer,
Layers should not be more than 450 mm thick,
When metal forms are used, external vibration should be used
as well as poker vibrators where sidewalls are more than 400 mm
thick,
Where the lining rings are reinforced, provide "vibration wells"
with guidance devices if necessary (this arrangement is recommended when concreting the first few metres from the portals
with their reinforcement, box-outs and special lining ring shapes).
b) External vibration
External vibrators are usually employed on metal forms, plus
internal vibration as necessary.
Concrete should not be poured in layers more than 400 mm deep.
While external vibrators can be moved to keep pace with the
rising concrete, it is advisable to fit the forms with a sufficient
number of units so that they do not need to be moved during the
pour; only those vibrators on the part of the formwork being
filled are switched on.
42
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
It is not advisable to vibrate near the bottoms of the formwork
legs fixed to the foundation. Empty or partially-filled forms
should not be vibrated. Vibrators may be started singly or in rows,
but only level with the newly-poured layer, not lower than the
previous layer.
The Contractor must submit to the Engineer a file showing:
that the formwork system is sufficiently robust and rigid,
that the assemblies are reliable,
that the joints are leak-proof,
that the vibrators are shown on the drawings of the formwork
system (numbers and positions),
that vibration times and frequencies have been stated and justified,
that the start and stop commands are given in the working
procedure,
that the form filling rate will be fully controlled.
In all cases, suitability tests must be run.
5.4.8 - Concrete Hardening
Minimum concrete strength before striking forms must have been
justified in design notes furnished by the Contractor. Strength
must be sufficient to ensure that the various parts of the concreted
structure will not be subjected to excessive loads or cracking
caused by stresses in the structure when striking formwork.
The minimum compressive strength generally adopted for
striking crown forms is 10 MPa and the minimum time for circular
forms to be left in place is 10 hours (to be amended according to
actual section geometry and concrete properties).
A cure-meter must be used when the work rate is one cycle per
day, in order to check that the required strength has been reached.
Recommendations in the Technical Guide entitled "Structural
Concrete Strength Maturity Meter" (in French) published by
LCPC, March 2003, will become part of the Contract. This method
will in this case be preferred to crushing concrete specimens.
It must be remembered that premature form striking may cause:
excessive deformations liable to render the part concerned
unfit for the purpose for which it was designed,
abnormal and early cracking of parts in tension,
long term deleterious micro cracking.
Conversely, overdue striking may also detract from concrete
quality.
(See fig. 45 and 46)
5.5 - Special items
5.5.1 - Portals
We shall only concern ourselves here with parts of portal structures concreted with the tunnel formwork, involving in most cases
modifications to the formwork structure.
Particular points to be addressed are:
Bracing the two forms (intrados and extrados) together with
through rods or with rods at the bottom and a tendon at the top
joining the two forms together,
The extrados usually has to be fitted with concreting windows,
vibrators and safety walkways,
AFTES Guidelines GT36
Examples of Typical Full Cycle
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Figure 45 - Concreting of Schirmeck Tunnel Lining
Ring length 10m, Concrete Volume 60 m3 approx. 1 no. 30 m3/hr pump, 24 hours full cycle
Figure 46 - Concreting Record for Monts Tunnel Lining
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
43
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
The reinforcing steel, whose fixing requires some extra precautions,
It may be possible to pre-assemble the steelwork provided this
has been considered in good time in the design process,
Concreting conditions, which will differ from those associated
with the main lining rings,
Architectural features must be incorporated with little or no
modification to the formwork,
Special form end stops must be made up, and also incorporate
any special architectural treatment,
The extrados sometimes has to be amended to suit conditions
with the surrounding ground.
5.5.2 - Niches and Intersections
The particular points requiring precise study in connection with
niches and intersections with other minor tunnels are:
Fixing forms to formwork system and seals at points of
contact,
Steel fixing if applicable,
Impact on basic concreting cycle,
Possibility of large niches or cross galleries leading to unbalanced loads on formwork, with the prestressing struts on the
opposite side having no reaction,
Workability of a concrete mix capable of flowing into all voids.
(See fig. 47, 48 and 49)
5.6 - Special cases
5.6.1 - Contact Grouting
Any remaining voids, chiefly at the crown, between the lining and
the sealing/support system or bare host rock, must be filled with
grout using a fine sand mortar mix; the same cementitious material must be used as for the lining. In general, grout and vent holes
or grouting stub pipes fitted into the forms (50 mm dia.) are
arranged in a three-arm fan pattern around the roof arch. Grouting pressures must be kept moderate (0.3 MPa at the manchette
valve) because it is only a matter of filling voids.
The grout pipe stubs must be fixed to the forms (this requirement
must be kept in mind when designing the formwork system); they
must not penetrate the waterproofing system and must not
collapse during concrete pouring. Rigid plastic tube is better than
metal pipe.
A few precautions must be taken to control the formation of voids
between the host rock with its temporary support and the permanent lining and so keep the amount of grouting to a minimum:
Partially fill any serious overbreaks produced during excavation, by spraying shotcrete. In the particular case of large overbreaks at the crown, these should be filled with concrete after
the permanent lining is in place, and grouting stub pipes must
be provided at the appropriate spot (diameter 100 mm or
125 mm).
Build the permanent lining from the lower end of the tunnel
and work upwards, and inspect the crown end stop to see that
the concrete is flowing into this part.
Finish by pressure pumping, using two crown pipes instead of
one, without exceeding the specified refusal pressure used in
designing the formwork (localised and general effects).
Void-filling grouting must the done with care and be monitored.
The necessary plant and equipment must be planned for in the
main works schedule and the job may be done in a single operation or in sections, depending on tunnel length.
Figure 47 - Shuttering for
asymmetrical fire niche with false
sidewall (at back, interconnecting
gallery between tubes)
Figure 50 - ??????????
5.6.2 - Special Concrete Mixes
Figure 48 - Forms for symmetrical
safety niche
Figure 49
Installing wood form for niche
44
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
5.6.2.1 - Self-Compacting Concrete
The special features of self-compacting concrete to be considered
in the design are as follows:
The very fluid consistency calls for special joint sealing arrangements (end stops, interface between formwork and parts of the
tunnel already concreted),
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Filling may proceed through low-level grout pipes in the sidewalls,
Self-compacting concrete must not be allowed to fall from any
significant height into the formwork,
The absence of vibration improves completion times and working conditions (less noise),
Filling can be done through pipes alone, although the windows are still needed in order to supervise the rising concrete
level.
It is important to concrete a test ring to check that there is no
segregation in pumped self-compacting concrete.
5.6.2.2 - Lightweight Concrete
The general principles discussed above for conventional concretes
remain valid for lightweight concretes. However, consideration
must be given to the light weight of the aggregate which means
less spread, reduced consolidation and void-filling efficiency, and
reverses the segregation problem. Lightweight concrete is recommended for filling voids in the crown (especially overbreaks).
Therefore, the Contractor must:
provide more concreting windows than for standard concretes,
place tubes through the lining, especially in the crown,
increase the number of vibration points,
check and adapt the vibration equipment if necessary (e.g. use
high frequency poker vibrators), reduce vibration time.
5.6.2.3 - Heavyweight Concrete
The general principles discussed above for conventional concretes
remain valid for heavy concretes. However, consideration must be
given to the problem of high density aggravating the segregation
problem. This type of concrete is not recommended.
5.6.3 - Special Concreting Conditions
5.6.3.1 - Heat Treatment
If the contract so specifies, the Contractor may propose heat treatments to speed up concrete hardening provided it has no deleterious effect on the medium- and long-term performance of the
concrete.
The proposed treatment must be justified in a memorandum with
references and instructions to be followed in order to achieve the
claimed results.
In all cases, the concreting procedure must state the technique,
equipment and supervision proposed.
Generally, heat treatment may consist simply of hanging flexible
screens at the ends of the formwork system to stop air currents
(consideration must be given to the possibility of interfering with
vehicular traffic) with an electric or other type of space heater or
electrical resistance heaters for the form liners. This type of system
may be supplemented by applying heat insulation to the form
liners (sprayed insulation for example).
This type of heating treatment must be accompanied by monitoring concrete conditions with the aid of a cure-meter, thermometers for monitoring ambient air temperature and a control system
for regulating heating system output.
5.6.3.2 - Cold Weather Concreting
Rules for placing concrete in cold weather are fully described in
the regulatory documents relating to concrete. The main points
are however repeated in these Guidelines. A considerable proportion of lining concreting work is often carried out in winter with a
low air temperature.
When the air temperature measured at the place of work falls
below - 5C, no concrete placement will be allowed except as
otherwise provided for in the contract, such as when long interruptions to activities at sites subject to severe weather are to be
avoided.
When temperatures lie between 5C and 5C, concrete placement may be permitted provided suitable steps are taken to protect the concrete from the deleterious effects of the cold.
In all cases, the Contractor must make the following minimum
arrangements:
The concrete must be kept within a temperature range of 10C
to 20C when mixing, transporting, pouring and setting.
The required temperature of concrete being mixed may be
achieved by heating the ingredients or the whole mix (in the
first case, mixing water should not be hotter than 60C and
aggregate should not be hotter than 80C).
Adequate instrumentation must be provided to check the
internal temperature of the concrete by casting specimens to
verify concrete strength.
The required results can also be achieved by:
using, if the nature of the works permits, high heat of hydration, high early strength concretes (CPA CEM I 52.5 or
52.5R, CPA CEM I 42.5R),
preventing heat loss from the heating systems:
- either by insulating the concrete and/or the forms by means
of materials exhibiting low heat conductivity and hanging
screens to prevent cooling,
- or by providing additional heat energy input by using heated forms and screens or heating the concrete directly by
means of heating coils embedded in the concrete, or by autoclaving (concrete temperature must not exceed 60C).
The corresponding working procedure must mention the arrangements and resources the Contractor is intending to assign if
there is a danger of the outdoor temperature dropping below
+5C at any time during the construction period.
The Contractor may decide to design a special concrete mix,
based on a reduced water content and incorporation of the appropriate admixtures, a higher cement content or changing to
cements of the kind mentioned above.
If concrete pouring is interrupted due to cold weather and there is
no protection, any damaged concrete must be demolished.
5.6.3.3 - Hot Weather Concreting
Hot weather is frequently a problem in short urban tunnels in
which the tunnel ambient temperature is the same as that aboveground. Because of the risk of cracking due to thermal gradients,
if the temperature measured at the spot where concrete is to be
poured is greater than 25C, the Contractor must submit to the
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
45
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Engineer (with reference to the concreting schedule) the remedies
he proposes to adopt.
Such remedies include:
use of chilled mixing water,
reduced time for mixing, transport and pouring,
use of different cement if possible, selected from those generating the least heat of hydration. This possibility must be planned
for in order to avoid changing cement in the course of the works.
5.7 - Re-use of formwork systems
5.7.1 - Dismantling Formwork Systems
Activities involved in dismantling the formwork system for re-use
must be studied while the system is being designed, because certain factors may impact on the design. This is particularly true
where items have to be bolted rather than welded.
A special procedure drawn up jointly by the Contractor and Supplier must be submitted for approval to the Engineer in Charge of
Temporary Works before being submitted to the Engineer.
The procedure must state:
The location of the dismantling yard with a description of the
surrounding environment, and identifying external constraints,
The dismantling operating procedure,
Means of controlling noise and other nuisances,
Lifting and handling machinery to be used,
Temporary means of ensuring stability of the system,
Means of transport required,
Means of reinstating the dismantling yard on completion,
Time required, etc.
If the formwork system is to be written off, it must be removed
from site in the manner specified for disposing of waste in the
general Quality Assurance Plan for the tunnel project.
5.7.2 - Formwork System Maintenance
Use of the tunnel formwork systems must be integrated into the
general production cycle and overall works sequencing for other
activities after the tunnel lining works have been completed.
Maintenance of the production tool is therefore vital for meeting
the partial completion times and for the safety of the workforce.
Maintenance must be performed regularly to check the condition
of the various parts of the system, according to a predetermined list.
The more important checks to be made are:
Safety-critical items for workmen: access, safety barriers,
signage, lighting, etc.,
Electrical and hydraulic systems,
Safety controls (remote controls, emergency stop on translation motion, etc.),
Sliding parts and contact surfaces,
Etc.
5.7.3 - Temporary Storage
In the event that the formwork system is put into temporary storage or is to stand idle for any prolonged period of time, it is preferable to protect the form surface against corrosion.
46
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
Protection may consist of applying a plastic film (although there
would be a danger of condensation) or wax; both products must
be completely harmless for workmen and the form surfaces.
The user must have considered beforehand how the formwork
system is to be cleaned before re-entering service. High pressure
water (hot or cold water, with added inert soap for example)
should be preferred over any other method; solvents must not be
used.
Preparation for storage must be covered by a procedure prepared
jointly by the Contractor and Supplier and submitted to the
Engineer for approval. It must address among other things:
Temporary elements needed for stability,
Location of the storage yard, with system of collecting and
disposing of waste water,
Safety-critical items (special signage, access),
Protection products,
Operating procedure for applying and removing protection
from form surfaces,
List of activities for safeguarding the equipment incorporated
in the formwork system (electrical and hydraulic equipment).
5.7.4 - Re-use of Formwork Systems
If tunnel geometry is relatively similar, re-use of the formwork
system may be considered under certain conditions.
The main points to be checked are listed below, and it may be
necessary to prepare a design modification project to be submitted to the Engineer and Owner if there is an impact on the final
geometry.
In particular:
compatibility of formwork system geometry with project,
feasibility of modifications to be made to the formwork system for the purposes of adaptation (clearances, sidewall height,
radii of curvature, etc.),
compatibility with existing pivot points,
condition of:
- form liner,
- mechanical framework and adjustment devices,
- jacking (mechanical or hydraulic) and translation (bogies,
motors) systems,
- safety items (safety barriers, etc.),
- electrical, hydraulic and pneumatic interlocks,
- concreting hatches and stub pipes.
Re-using an existing formwork system is not necessarily more
economical than having a new one and a special study is necessary
before starting on renovating an existing system.
If re-use is a possibility, the Contractor must check that the
original design calculations are concordant with the new criteria
(concrete thickness, concrete pouring rate, unbalanced sidewaysacting loads) and preferably award the job of making the necessary modifications to the Supplier who built the original system.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
6 - LINING CONSTRUCTION SUPERVISION
6.1 - Specific testing and inspection
challenges
Building a lining in a tunnel has a major impact on the project
construction programme and the critical path in the works
schedule, as well as on the final appearance of the tunnel, i.e. the
visible part of the underground structure.
Testing and inspection activities specific to the tunnel lining
demand as much thought and care as other aspects of the project
and the resources allocated to it must not be diminished at each
level.
6.2 - Level of supervision
In every underground engineering project (road, rail, water and
wastewater tunnels), testing and inspection is always necessary
and as a general rule, both in-house and independent inspection
organisations are involved.
For the tunnel lining work, the various levels of supervision
(internal, external and independent) ensure that the lining is built
in accordance with the contract.
Works quality control is exercised by the Contractor's in-house
(internal and external) supervision organisation.
The cost of internal supervision is included in the Contract
rates and prices and there are specific items for external supervision in the Schedule.
The independent supervision body has the duty of checking
the performance of the in-house supervision organisation and
the cost is borne by the Client.
6.3 - Types of supervision
6.3.1 - Internal Supervision
The internal supervision organisation must be described in the
Contractor's Quality Assurance Plan, and is normally determined
by the Contractor's undertaking with respect to his ISO certification. Internal supervision is exercised by the personnel performing the work and their superiors. The paperwork involved
consists of forms, reports or a journal.
6.3.1.1 - Concrete
Testing and inspection of concrete mixes is performed as described in the documents applicable to the contract:
Standard NF EN 206-1
Fascicule 65A or other standard specification
The particular specification written as part of the contract
documents.
If self-compacting concrete (SCC) is used, special procedures to
be followed are mentioned in part in these Guidelines or, failing
that, in the typical contract specifications written by the SCC
National Project.
The main focus of the internal supervisory organisation's attention concerns:
design,
suitability (fit-for-purpose) tests and information tests,
breakdown of activities,
curing system design and monitoring.
6.3.1.2 - Operation of Formwork System and
Concreting
The internal supervision organisation must monitor the following
points in particular:
Setting up formwork system on station (tolerance, seals,
locking, contact under previous lining ring),
Seals around end stops (including protective strip),
Concrete pouring rate (rate of rise behind the form) and alternating truckloads between left and right sidewalls,
Concrete quantities, consistency, duration, waiting times, etc.,
Concrete consolidation (refusal pressure),
Form striking (effect of suction and asymmetrical lowering).
6.3.2 - External Supervision
The Contractor must submit to the Engineer an external supervision scheme and the arrangements he has made for ensuring these
supervisors are truly independent of the production personnel.
Once the external supervision organisation has been finalised, the
manager must select competent design offices and/or testing laboratories (for concrete especially); these services demand a high
level of organisation and coordination.
6.3.2.1 - Verification of Formwork System Drawings
and Design Notes
Drawings and design notes for the formwork system must be
checked by a design office specialising in steel structures, unconnected with the project workforce, design personnel and formwork system manufacturers.
The external supervision organisation must check the technical
documents and its verdict may require repeated exchanges between the supervisory body and the Supplier of the formwork system. Once the document has been finalised, it is forwarded to the
Engineer for approval.
6.3.2.2 - Monitoring Manufacture of Formwork System
Formwork manufacturing tolerance must not be more than half
the acceptable corresponding tolerance on the finished structure
and the external supervision organisation must assess and measure
if necessary deviations from nominal dimensions, lines and levels,
particularly on critical parts of the formwork system, small parts,
slack and accuracy of assembly.
6.3.2.3 - Performance of Concrete Suitability Tests
The purpose of the suitability test is to check that the concrete
mixed (i) according to the nominal formulation specified in the
design and checked by the internal supervision organisation, or
(ii) on the basis of a standard composition having references to
support it, is placed under the conditions obtained on site in
accordance with the requirements of the Contract.
The suitability test must address the actual time for transporting
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
47
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
the concrete and the material resources planned for transporting
and pouring it, in accordance with stipulated temperature and
waiting time parameters.
If an air entraining admixture is to be used, the concrete must be
placed with the plant and equipment to be actually used for the
job.
6.3.2.4 - Validation of Concrete Plant and Machinery
Depending on the complexity of working conditions, attention
must be given to the following:
mixing plant installations, in particular, aggregate stockpiling
and means of heating aggregate if applicable,
concrete transport, especially over long distances and in hot
weather,
temperature, humidity, airspeed at the place where the concrete is to be placed,
availability and condition of concreting plant and machinery
(including replacement plant on stand-by),
aids to filling form with concrete (distributor system for example).
6.3.2.5 - Checks on Next Ring to be Poured before
Moving Formwork System Forward
a) Geometry of Cross Section Profile
The transverse profile as-driven (with or without temporary support) must be checked before installing the waterproofing system
or before moving the formwork system forward if the tunnel is
not waterproofed, the purpose of the checks being to ensure that
the concrete lining will possess the minimum design thickness
everywhere.
The test may consist of moving a template along the whole tunnel
from one end to the other, consisting of a hoop and stiff adjustable rubber slats (capable of being adjusted if necessary to fit nonstandard profiles) or laser profiler.
This profile check must be made at least 100 metres ahead of the
lining or waterproofing installation in order to leave time for any
trimming that might be needed (with the Engineer's permission)
at tight spots. The external supervision organisation must produce a clear, legible inspection report showing deviations from the
design line (intrados + nominal concrete lining thickness). The
distance between check points on the perimeter should be of the
order of 150 mm or be continuous if using a profiler, and in this
case, profiles must be recorded every metre.
b) Host ground with or without temporary support and
before installing waterproofing system
The external supervision organisation must check, among other
things:
the cleanliness and condition of the host ground (no sharp
metal projections, no bolt heads not cut back, appearance of
shotcrete compliant with the requirements of the Waterproofing System Specification),
that leakage into the tunnel (either as concentrated flows or
damp oozing patches) is collected and drained away,
position and geometries of foundation ledges,
and, if the design does not include a waterproofing complex:
- positions of reinforcement and spacers,
- positions of inserts set in place with the reinforcement.
48
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
c) Host ground after installing waterproofing system
The external supervision organisation checks the following
points:
Quality of the waterproofing, referring to the internal supervision documents, more particularly welds, anchorage on foundation and compartmentalisation,
Method of dealing with any leaks and drainage,
Installation of protective strips at joints between lining rings,
Position of reinforcement, if any, and spacers,
Position of inserts set in place with the reinforcement,
Seal at contact between sidewalls and ledges.
6.3.2.6 - Acceptance of Formwork System before
Commencing Lining
External supervision consists of checking successful completion of
the following tasks:
Transport of parts from manufacturing works,
Temporary storage on site,
Erection and adjustment of parts,
Building running tracks,
Translation of formwork system to site of lining ring to be
built,
Formwork system turnaround if applicable.
The external supervision must check compliance of:
the general geometry of the assembled formwork system (respect
of tolerances),
the various operations carried out with the formwork system.
6.3.2.7 - Testing Positioning of Formwork System
The following must be verified in connection with the operations
necessary for positioning the formwork system where the next
lining ring is to be built:
Results of the optical survey of the foundation and shoulder /
crown interface,
Accurate positioning of the formwork system on all three axes,
Levels of brackets for ventilation duct slab (if any),
Positioning of secondary forms (niches, galleries, refuges,
branches off),
Condition of form liner (clean, smooth, oiled, seals at joints),
Placing of inserts, box-outs and reinforcement if applicable,
End stop quality and protection for waterproofing system,
Placing concreting vents,
Condition of seals on formwork system and concreting
windows,
Condition of vibration system,
Condition of concrete placing plant and machinery (including
stand-by gear).
Concurrently with these operations, the formwork runways must
be built and checked with sufficient lead time.
6.3.2.8 - Verifications while Pouring Lining Ring
a) Monitoring concrete deliveries
The external supervision collects the concrete mixing plant delivery chits showing at least the following information:
Nominal concrete mix formulation,
Actual quantities of each ingredient in every batch,
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Date and time mixed,
Duration of mixing,
Wattmeter reading,
Concrete consistency using slump test or spreading table
methods,
Entrained air if applicable,
Volume of load,
Transport and waiting times,
Concrete temperature when poured, especially in very hot or
cold weather.
Besides sampling for mechanical tests, there must be at least one
slump test at the start of each pour and regularly thereafter (e.g.
every 30 m3 to 50 m3 or two tests per lining ring) or if and when
visual inspection is inconclusive.
For all works or parts of works classifying as exposure class XF2,
the entrained air content of the fresh concrete must be measured
at the same time as the consistency determinations.
b) Supervision of concrete pouring
Alongside these measurements in connection with the concrete,
the external supervision organisation must check:
Operation of the pressure limiters on hydraulic cylinders,
Correct form filling through the concreting windows,
Actual pouring conditions must comply with the design
assumptions (rate of rise per hour per sidewall, differing level
of concrete between sidewalls),
Deformations of forms (visual inspection and/or optical survey),
Possible need to provide vents where there were major overbreaks, vents to be fixed on the temporary tunnel support or
waterproofing system,
Reinforcement and embedded items must not be displaced,
Crown must always be finished off by contact grouting,
Rules for striking formwork (hardening time, concrete
strength development, etc.),
Concrete curing (product, water, tools, curing time, etc.).
6.3.3 - Independent Supervision
The primary duty of the design office or expert laboratory engaged by the Client is to oversee the performance of the Contractor's internal and external testing and inspection organisation, using
spot tests if necessary.
The independent body may also perform unannounced tests but
these test results may not substitute the tests performed by the
Contractor's concrete laboratory or surveyor.
The independent supervision body may also address:
Formwork quality: condition of surfaces, geometry,
Concrete quality: form filling, strength at time of striking
forms, 28-day strength,
Final clearances as designed: nominal geometry as specified in
contract,
Condition of box-outs: numbers, positions,
Quality of exposed concrete surfaces, and parts moulded in
relief (brackets) and recessed (chases).
This list is merely an illustration of what might be required.
Points to be checked must be relevant to the Client's criteria
(importance of clearances being as designed, quality of exposed
concrete, etc.).
6.3.3.1 - Concrete Control Tests
Concrete control tests are the primary means of ensuring that
every batch of concrete incorporated into the works meets the
requirements of the contract specifications. They address concrete
strength in particular, sometimes also concrete consistency and if
necessary entrained air content.
Control test specimens must be prepared and kept in the manner
described in Standard NF EN 12390-2 and documentation Fascicule FD P 18-457, which set forth the requirements stemming
from French experience. Standard NF EN 206-1 authorises
reference being made to other nations' experience, where an
agreement between users and producers explains the procedure
for performing some of the control tests.
Concrete test specimens must be kept out of the weather, in a
place where the temperature remains between 15C and 30C. If
suitable premises are not available, it is acceptable for the specimens to be kept in heat-insulated boxes on site when the ambient
temperature falls below 15C.
Specimens must be placed in a controlled atmosphere within
three (3) hours of removal from the moulds.
The concrete modulus must be checked to ensure it remains
within the design envelope.
6.3.3.2 - Post-placement Vrifications
a) Exposed concrete surfaces
Contract compliance is checked at different stages in the
construction process, particularly on the first few lining rings
concreted.
If any intermediate inspection is found to be non-compliant,
the Contractor must submit his proposed corrective measures to
the Engineer for approval.
If the final inspection of the completed work is found to be noncompliant, the Contractor must submit to the Engineer the
methods and procedures he proposes to use in order to comply
with the contract.
Surfaces are considered compliant when they comply with shape,
texture and colour criteria for the categories into which they fall.
Since the lining is curved, the general appearance of the visible
surfaces will be judged by standing back from the surface under
inspection, at a distance of 10 m in principle or closer if there is
not enough room. The use of a 2 m-long straight edge as stipulated in Fascicule 65A is inappropriate in tunnelling work, even
though it is mentioned in this document.
The inspection must be done in dry weather not sooner than fifteen days after striking the formwork, with sufficient lighting,
similar to the permanent lighting to be installed subsequently.
The 20 cm straight edge described in Fascicule 65A will be used
to check small flaws.
b) Acceptance of exposed concrete surfaces
Plain finish
Surfaces must be free from exposed reinforcement, significant
segregation of the aggregate and honeycombing.
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
49
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Fine finish
Fine finish surfaces must be free from the following defects:
- Exposed reinforcement, segregation or honeycombing,
- Deformation such that f > 3 mm or F > 4 mm,
- Misalignment between adjacent panels greater than 1 mm,
- Wood fibre or other foreign matter trapped in concrete,
- Patches where concrete skin has been torn off,
- Spalls,
- Rust stains,
- Runs of laitance,
- Layering and mottling showing the different batches poured,
- Obvious cold joint between concrete lifts,
- Severe colour discrepancies between form panels,
- Extensive air pitting (blowholes),
- Bleed line.
Featurework
In addition to the above defects, wrought surfaces must also be
free from the following:
- Cracks,
- Small scale mottling,
- Circular stains due to laitance leaks.
Tasks involved in building the
tunnel lining
Excavation
- Check clearances
- Acceptance of excavation
- Trim profile if necessary
Waterproofing system behind
permanent lining
- Inspect before concreting
- Waterproofing system
protection present
Formwork, embedded pipe
and ducting, etc.
- Geometry of formwork system
- Cleanliness
- Positioning
- Box-outs, inserts
- Ducting
Critical points
(internal and
external supervision)
Stop points
cleared
by Engineer
x
x
x
x
x
x
x
x
x
x
x
x
x
Reinforcement
Concrete
- Approved mix
- Suitability (fit for purpose)
- Supervision of mixing
- Supervision of pouring
- Striking forms
x
x
x
x
x
x
x
Contact grouting (if applicable)
- Approval of mortar or slurry mix
- Suitability (fit for purpose)
- Supervision of mixing
- Supervision of grouting
lining rings des plotsa
50
x
x
x
x
x
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
c) Checking form filling
In some cases, it may be necessary to check that the forms are
completely filled with concrete, and this may be done with
ground penetrating radar apparatus.
6.4 - Critical points and stop points
The following list of critical and stop points are mostly taken
from the contract documents and Quality Assurance Plans of the
parties involved:
Critical points require the Engineer to be notified in advance
in order to enable him, if he judges it useful, to perform his
independent inspection, although this does not place any restriction on the continuance of the activity.
Stop points are critical points requiring formal permission
from the Engineer or from a body empowered by the Engineer
before the activity in question may proceed.
A general list is tabulated. It has to be adapted to suit the type of
works in question and be incorporated into the contract specification by the Engineer.
6.5 - Treatment of non-conformities
6.5.1 - Classification of Non-Conformities
Two levels of non-conformity can be identified:
Minor non-conformities that do not interrupt the work and can
be dealt with by modifying the design (resurfacing, filling,
modifications to equipment to suit critical clearances, minor
groutable cracking, etc.)
Major non-conformities that entail demolition of all or part of
the affected works.
The non-conformity report form must state the level of gravity of
the defect so that the time required for making good can be set.
6.5.2 - Means for Treating Non-Conformities
Non-conformities are recorded on the non-conformity report
form by the internal supervision organisation or on a works
inspection form by the independent supervision body. Also
shown on the non-conformity report form are the means, materials and method for making good the defect.
In view of the activities which come after the construction of a
road tunnel lining for example (concrete slab to form ventilation
duct, civil works for utilities contractors, carriageways, etc.), the
Contractor must be given an appropriate deadline for making
good the defect before the next task can start in the relevant area.
The Engineer sets the time allowed for the Contractor's response
on the basis of the objective of the type of works in question.
If there is an overrun, the Works Engineer must issue a formal
order for the repairs or demolition of the works.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
7 - SAFETY
7.1 - Safety and formwork system
design
The structures used for building tunnel linings are classed as
machines and as such they must be designed in keeping with the
regulations, which impose two types of duty:
The design must comply with the technical requirements for
new machines, according to the design rules in Annex 1 of Article R233-84,
Design must follow procedures for conformity certification as
relating to EC self-certification as described in Article R233-53.
General requirements are set forth in the IMRS document entitled Design of Working Equipment and Means of Protection.
The designer must analyse identified risks to eliminate them,
inform users of any residual risks, state what special training is
needed and whether or not individual or collective protective
equipment is necessary.
The designer's attention must focus on the undermentioned
items, among others.
7.1.1 - Moving Parts
Moving parts must be designed, made and positioned in such a
way as to avoid any risks and, if risks subsist, the parts must be
provided with protective devices.
Parts of the machine on which people are liable to have to walk or
stand must be designed in such a way that they cannot slip, trip or fall.
Furthermore, the machine must be designed in such a way that
there can be no possibility of contact with the wheels or tracks
when the driver or other on-board operatives are in the operating
position.
7.1.2 - Access and Working Items
All stairs, ladders, landings and walkways must allow the workforce
to reach their workstations and perform their jobs in safety anywhere on or in the machine, allowing for the lack of space in some
parts the machine. Where there is danger of falling objects, the
machine must be equipped with the necessary protective devices.
The design and fabrication of formwork systems must take
account of the following requirements:
Minimum width of working platforms: 1.00 m
Minimum width of access walkways and stairs: 0.60 m
Headroom: 1.90 m
Minimum height of safety barriers: 1.10 m
Minimum height of toeboard: 0.15 m
Avoid salient corners in the load-bearing structure and supporting components to the form liners, provide protective devices
if necessary,
Landings and floors must be solid non-slip chequer plate (try
to avoid the use of wooden boards),
There must be elevated landings at the front and rear of the
formwork system providing convenient access to the front end
form stop and the construction joint at the rear,
Access ladders must have safety hoops and landings for heights
greater than 4 m.
7.1.3 - Concreting Tools and Accessories
The tools and accessories needed for concrete pouring must be
selected such as to limit manual work and its strenuous nature.
This applies to:
Routing the concrete pour by manhandling large heavy hoses;
a monorail with hoists should be provided, or better still, a
concrete distributor,
Use electric poker vibrators and form vibrators to keep down
noise,
Use water to clean concrete delivery lines rather than a foam
pig pushed through by compressed air,
Keep the use of compressed air to a minimum, because it raises
dust and is noisy.
7.1.4 - Ancillary Components for Translation,
Positioning and Form Stripping
These are complex and delicate operations; even if the formwork
system operator is fully conversant with the controls, he must
know and fully control the range of operations he must perform,
especially:
Coordination of vertical, horizontal, transverse and longitudinal motions which may be manual or electric/hydraulic powered motions,
Sound alarm to warn workforce before starting a manoeuvre,
Check the track has been laid correctly, and is firmly fixed and
stable,
Check safety pins which must be provided on certain moving
parts such as the skirt props, adjustable feet, etc.; they must be
easy to pull,
Inspect braking and blocking systems, make sure they are
capable of holding the machine stationary, whatever the gradient.
7.1.5 - Fluids Pressure
Pipes and hoses carrying fluids under pressure must be able to
withstand external loads without damage and must be firmly attached and protected. Emergency stop controls must always be provided. They must be highly visible and all workmen must know
where to find them.
7.1.6 - Lighting
Lighting suitable for all manoeuvres of the formwork system and
associated tasks must be provided. The lighting installation must
be inspected at the time of acceptance of the formwork system.
7.1.7 - Handling and Controls
The various handling operations needed for the correct working
of the formwork system must be incorporated at the design stage
(remember to provide lifting handles).
Controls must be designed so that no dangerous situation can
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
51
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
develop through incorrect manoeuvres. The machine operator
must be able to see from the operating position that there are no
people in the whole danger zone. A special warning should be
provided for all dangerous manoeuvres (Figure 51).
7.2 - Definition of risks during
construction work
In view of the wide range of different geometries in the different
types of tunnel, and the special features of each phase, a risks
review should be carried out at the design stage, before work
begins. The more important risks are:
body parts getting nipped or crushed,
eyes hit by flying solids and liquids,
back injury,
being run over or hit,
falls from heights,
burns,
damp, cold, heat, harmful fumes, etc. from the atmosphere,
assembly of formwork system (crane, trucks, digger arm, etc.),
when pouring concrete:
- concrete distributor (manhandling hoses filled with concrete and at height),
- cleaning lines on completion of pour (with air or water),
- form vibration (electric or compressed air vibrators),
when moving to next station, setting up and form striking,
etc.
7.3 - Protective equipment
7.3.1 - Individual Protection
Compulsory personal protection includes at least:
hard hat,
gloves,
safety boots,
goggles or safety glasses,
ear protectors and defenders.
Figure 51 - Formwork circuit diagram and controls
7.1.8 - Starting
The machine must only start as the result of a voluntary action on
a control specially provided for this purpose.
7.1.9 - Emergency Stop
An emergency stop control must be provided except if the control
being used returns automatically to its neutral position when
released by the operator.
7.1.10 - Instruction Manual
The geometry of the formwork system must consider safety issues
from the earliest design stages, and lighten the men's workload.
All machines must be accompanied by a highly detailed and very
easy to understand instruction manual, drafted jointly by the
formwork system supplier / manufacturer and Contractor. The
manual is issued to the works director and formwork system
manager.
52
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
7.3.2 - Collective Protection
Collective protection comprises (i) all the systems and devices
built into the formwork system as already described, and (ii) the
following:
Fire-fighting equipment based on all types of fire extinguishers
(electric fires, hydrocarbons, etc.),
Audible alarms during movements of the formwork system and
potentially dangerous manoeuvres of the forms for hydraulicallypowered formwork systems,
Plastic or canvas sheeting at the ends of the formwork system
such as to confine a clean working area free from draughts and
preventing unannounced traffic movements through the portal
frame,
Traffic lights controlling movements of machinery and vehicles
through the portal frame of the formwork system and physically
separate areas for formwork and concrete pouring activities and
traffic movements,
Warning system based on air monitors for identified risks from
harmful fumes.
7.4. Training
There is no nationwide training scheme; the only effective training is dispensed within the company by site foremen, experienced workers and senior staff.
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
Before shuttering and pouring concrete for the lining crown but
after the Manufacturer has issued the formwork system operating
manual and the Contractor has issued a job-specific health and
safety plan, the Manufacturer must organise a demonstration of
the motions of the formwork system and safety conditions to be
observed.
The senior staff in charge of the tunnel lining work must train the
workforce in the proper use of the formwork system and safety
rules before commencement of the lining works.
Training, awareness enhancement and repeated safety announcements must be continually provided with back-up, if necessary, by
contributions from the CRAM (regional sickness insurance
fund), OPPBTP (construction industry professional prevention
organisation), occupational doctor, Engineer, Safety Coordinator,
etc.
s REFERENCES
Fascicules
Fascicule 65 du CCTG : Btons
Fascicule 67 du CCTG : Etanchit
Fascicule 69 du CCTG : Travaux en souterrains
Dossiers, catalogues, notices, proceedings and guidelines
Annales de lInstitut du btiment et des travaux publics N526 - Septembre 1994 - Etude de la fissuration du bton
dans le cas des revtement de tunnels
CETMEF - Notice sur la surveillance et lentretien des tunnels canaux avec catalogue - 2000
Dossier Pilote du CETU Gomtrie 1990
GTFE (Groupe [permanent] de Travail Francophone des Exploitants) Ministre des Transports - CETU
Guide technique " Rsistance du bton dans louvrage, la maturomtrie " - Ministre des Transports - LCPC - 2003
Guide du bton coffr en tunnel CETU Centre dEtudes es Tunnels - Direction des routes - 1983
Guide de linspection du gnie civil des tunnels routiers - Ministre des Transports - CETU - 2004
Guide technique du LCPC - Dfauts daspect des parements en bton - Ministre des Transports - 1991
Catalogue des avaries Tunnels ferroviaires (Livret K) - Cotation des OA - SNCF - 1996
AFTES Guidelines
GT7 : Rflexions sur les mthodes usuelles de calcul des revtements - TOS N14 / 1976
GT7 : Lutilisation du bton non arm - TOS N 149 / 1998
GT9 : Etanchit - TOS N 159 / ????
GT14 : Catalogue des dfauts apparents des tunnels complt par une nomenclature des parties douvrages en tunnels - 1980
GT14 : Mthode de diagnostic pour les tunnels revtus - HS 3 Chambry
GT29 : Utilisation des rgles et normes gnrales de conception et de dimensionnement pour les revtements en bton arms et non arms
TOS N165 / 2001
GT31 : Peinture des parements en bton - TOS N178 / 200.
GT35 : Gestion et valorisation des matriaux - TOS N199 / 2007
GT37 : Comportement au feu des structures de gnie civil (Recommandation en cours)
Article "Vers les moyens de prvenir lcaillage du bton en tunnel" - TOS N196 / 2006
Article "Pression au btonnage" - TOS N 121/ 1994
Article "Utilisation du bton non arm en tunnel" - TOS N149 / 1998
Standards
NF EN 197- 1 : Composition, spcifications et critres de conformit des ciments courants - Fvrier 2001
NF EN 206-1/A1 : Bton - Partie 1 : Spcifications, performances, production et conformit (amendement la norme NF EN 206 -1 avril 2004
et IDC P18-325 -1/A1 - avril 2005
NF EN 206-1/A2 (IDC P 18-325-1/A2 - Amendement 2) - Bton - Partie 1 : Spcification, performances, production et conformit - Oct. 2005
.../...
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
53
AFTES Guidelines GT36
Geometry, concrete mixes, formwork and concrete pouring practice for tunnel linings
NF EN 450 : Cendres volantes pour bton / Partie 1 : Dfinition, spcifications et critres de conformit (IC : P18-050-1) - Octobre 2005
NF EN 934 - 2 - Adjuvants pour bton, mortier et coulis - Partie 2 : adjuvants pour btons. Dfinitions et exigences - Avril 1998
NF EN 1008 - Eau de gchage pour btons - Spcifications d'chantillonnage, d'essais et d'valuation de l'aptitude l'emploi, y compris les
eaux des processus de l'industrie du bton, telle que l'eau de gchage pour bton (P18-211) - Juillet 2003
NF EN 12390 - 2 : Essai pour bton durci Partie 2 : confection et conservation des prouvettes pour essais de rsistance - Octobre 2001
NF EN 13263 - 1 : Fumes de silice pour bton / Partie 1 : Dfinitions, exigences et critres de conformit (IC : P18-502-1) - Septembre 2005
NF EN 13670 - 1 : .Excution des ouvrages en bton - Juin 2003
NF EN 14889 - 1 : Fibres pour bton. - Partie 1 : Fibres d'acier - Dfinitions, spcifications et conformit (indice de classement : P18-328-1). Octobre 2006
NF- LH ou quivalent : Ciments conformes aux normes EN 197-1, NF P 15-317 (Prise Mer) et NF P 15-319 (Eaux sulfates)
NF P 18 - 502 : Additions pour bton hydraulique - Fumes de silice - Mai 1992
NF P 18 - 503 : Surfaces et parements de bton - Elments d'identification - Novembre 1989
NF P 18 - 506 : Bton - Ractivit d'une formule de bton vis--vis de l'alcali-raction - Critres d'interprtation des rsultats de l'essai de performance - Novembre 2004
NF P 18 - 508 : Additions pour bton hydraulique - Additions calcaires - Spcifications et critres de conformit - Juillet 1995
NF P 18 - 509 : Additions pour bton hydraulique - Additions siliceuses - Spcifications et critres de conformit - Dcembre 1998
FD P 18 - 457 (Fascicule de documentation) : Bton - Guide d'application des mthodes d'essais - Juin 2005
Projet BRPR-CT98 - 0813 : Test and design methods for steel fibre reinforced concrete
Circulaire interministrielle n 2000- 63 (du 25 aot 2000) relative la scurit dans les tunnels du rseau routier national
ISO 15189 COFRAC : Organisme mis en place par les pouvoirs publics pour permettre aux laboratoires qu'il accrdite d'apporter la preuve
de leur comptence et de leur impartialit
ISO 1518 : Test de rsistance la rayure
R233 84 du Code du travail. Dcret no 92-767 du 29 juillet 1992 relatif aux rgles techniques et aux procdures de certification de conformit applicables aux quipements de travail et modifiant le code du travail (deuxime partie: Dcrets en Conseil d'Etat)
CM 66 additif 80 : Rgles de calcul des constructions en acier
Eurocode 2 : Annexe Nationale franaise
Eurocode 3 : Construction mtallique - Calcul des structures en acier et Document d'Application Nationale dont :
NF EN 1993 - 1 - 1 : Eurocode 3 - Calcul des structures en acier - Partie 1 - 1 : rgles gnrales et rgles pour les btiments (P22-311-1) Octobre 2005
NF EN 1993 - 1 - 2 : Eurocode 3 - Calcul des structures en acier - Partie 1 - 2 : rgles gnrales - Calcul du comportement au feu
(P22-312-1) - Novembre 2005
NF EN 1993 - 1 - 8 : Eurocode 3 - Calcul des structures en acier - Partie 1 - 8 : calcul des assemblages (P22-318-1) - Dcembre 2005
NF EN 1993 - 1 - 9 : Eurocode 3 - Calcul des structures en acier - Partie 1 - 9 : fatigue (P22-319-1) - Dcembre 2005
XP ENV 1993 - 6 : Eurocode 3 - Calcul des structures en acier - Partie 6 : chemins de roulement. (P22-360) - Avril 2002
P22380 - 1 : Euro code 3 - Calcul des structures en acier - Partie 1 -10 : choix des qualits d'acier - Dcembre 2005
54
Publication en franais dans TUNNELS ET OUVRAGES SOUTERRAINS n 202
www.aftes.asso.fr
All rights for reproduction or adaptation in whatever format are expressly reserved
Você também pode gostar
- Pavement DesignDocumento56 páginasPavement DesignKitibwa Gitta100% (3)
- Parking Structures Design ConstructionDocumento125 páginasParking Structures Design ConstructionEmdad Yusuf100% (2)
- Tunnel ManualDocumento263 páginasTunnel ManualAdi PrawiraAinda não há avaliações
- Tunnel Lining PDFDocumento380 páginasTunnel Lining PDFBryan Armstrong100% (9)
- ACI 533-5R-20 Guide For Precast Concrete Tunnel Segmentes Parte 1-2Documento30 páginasACI 533-5R-20 Guide For Precast Concrete Tunnel Segmentes Parte 1-2Mapeix100% (4)
- Design of Road PavementsDocumento56 páginasDesign of Road Pavementsirbasukirahardjoces100% (1)
- Tunnel GuideDocumento46 páginasTunnel GuideSanjoy SanyalAinda não há avaliações
- Practical Tunnel Lining ExampleDocumento67 páginasPractical Tunnel Lining ExampleSupreeth PrasannaAinda não há avaliações
- Pav Man Texas 2018Documento480 páginasPav Man Texas 2018Helio de AlmeidaAinda não há avaliações
- PAS 8810 2016 Tunnel Design Code of PracticeDocumento96 páginasPAS 8810 2016 Tunnel Design Code of PracticeSérgio Bernardes86% (7)
- AP StatisticsDocumento42 páginasAP StatisticsKevin BookerAinda não há avaliações
- Wang Tunnel Support DesignDocumento59 páginasWang Tunnel Support DesignSérgio Bernardes100% (2)
- Pavement Manual: Revised October 2019Documento480 páginasPavement Manual: Revised October 2019emeterioAinda não há avaliações
- Primary and Secondary Tunnel Lining Design Methodology-2Documento3 páginasPrimary and Secondary Tunnel Lining Design Methodology-2grktnc100% (1)
- Instrumentation in TunnelsDocumento14 páginasInstrumentation in Tunnelssravan_ruby100% (2)
- Tunnel - Calculation Lining Design LRFDDocumento62 páginasTunnel - Calculation Lining Design LRFDDarmadi100% (1)
- BA 80-99 Use of Rock Bolts (DMRB Vol 2, Section 1, Part 7, 1999)Documento69 páginasBA 80-99 Use of Rock Bolts (DMRB Vol 2, Section 1, Part 7, 1999)sandycastleAinda não há avaliações
- Bridge Design Manual - LRFD: Revised January 2020Documento90 páginasBridge Design Manual - LRFD: Revised January 2020oday albuthbahakAinda não há avaliações
- Design of Tunnels Basic Principales 197 - 2004 - eDocumento56 páginasDesign of Tunnels Basic Principales 197 - 2004 - ePetruMarcu100% (2)
- EM 1110-2-2901 Tunnels and Shafts in RockDocumento236 páginasEM 1110-2-2901 Tunnels and Shafts in Rockxhifrah100% (3)
- Tunnel ConstructionDocumento32 páginasTunnel Constructionabhay100% (2)
- Groundwater Control For Cross PassagesDocumento6 páginasGroundwater Control For Cross PassageskrainajackaAinda não há avaliações
- Standard Specification For Tunneling 2006 Shieldtunnels 170405222836Documento285 páginasStandard Specification For Tunneling 2006 Shieldtunnels 170405222836Tin Zaw100% (1)
- FEM AssignmentDocumento8 páginasFEM AssignmentVijay KumarAinda não há avaliações
- 1 - 01ch1 Roadway and Ballast1Documento4 páginas1 - 01ch1 Roadway and Ballast1Hesbon Omondi0% (3)
- TBM Vs NATMDocumento28 páginasTBM Vs NATMLekhraj Singh100% (2)
- Tunnel - Calculation Lining Design PDFDocumento62 páginasTunnel - Calculation Lining Design PDFMUHAMMAD DANIAinda não há avaliações
- Design of Segmental Tunnel Linings - 2010-HoDocumento90 páginasDesign of Segmental Tunnel Linings - 2010-Hoflashtron0% (1)
- PCI Parking BuildingDocumento125 páginasPCI Parking BuildingProfessor Dr. Nabeel Al-Bayati-Consultant EngineerAinda não há avaliações
- Bridge Design Manual - LRFD: Revised October 2015Documento87 páginasBridge Design Manual - LRFD: Revised October 2015KOLKIN HINOAinda não há avaliações
- Design of Tunnel Support: January 1996Documento23 páginasDesign of Tunnel Support: January 1996edisAinda não há avaliações
- Bullflex Tunnel Support PackerDocumento131 páginasBullflex Tunnel Support Packerdafo407Ainda não há avaliações
- Tunnel Face PressureDocumento11 páginasTunnel Face PressureHarsha Gm100% (2)
- Recommandations of Tunnel Design SupportDocumento60 páginasRecommandations of Tunnel Design SupportMehidi YasserAinda não há avaliações
- IH-NTCO-X-04-252501-A0 - Method Statement For Surge Shaft ExcavationDocumento49 páginasIH-NTCO-X-04-252501-A0 - Method Statement For Surge Shaft Excavationapi-3827616100% (7)
- Duddeck & Erdmann - 1982Documento9 páginasDuddeck & Erdmann - 1982Chaithanyam Kyasnoori100% (3)
- Rock Mechanics & Tunnel EngineeringDocumento35 páginasRock Mechanics & Tunnel EngineeringAbdul Ahad Ghifar EnteAinda não há avaliações
- BS12111 Tunnelling Machines. Road Headers, Continuous Miners and Impact Rippers. Safety RequirementsDocumento36 páginasBS12111 Tunnelling Machines. Road Headers, Continuous Miners and Impact Rippers. Safety RequirementsJasmine TsoAinda não há avaliações
- NATM Course ContentDocumento7 páginasNATM Course ContentRaul PozoAinda não há avaliações
- Tunnel PresentationDocumento68 páginasTunnel PresentationCatalin Boroianu100% (2)
- Fhwa If 05 023 (Tunnels Design Guidelines)Documento148 páginasFhwa If 05 023 (Tunnels Design Guidelines)Jorge Robles50% (2)
- Aashto Bridge Design (LRFD) ManualDocumento79 páginasAashto Bridge Design (LRFD) ManualDevendraAinda não há avaliações
- Aftes - Construction Time and Use of TBMDocumento15 páginasAftes - Construction Time and Use of TBMBrianAinda não há avaliações
- Aftes Repair TunelDocumento26 páginasAftes Repair Tunelbabersultan52Ainda não há avaliações
- TBM Operation For Tunneling Work (Final) PDFDocumento117 páginasTBM Operation For Tunneling Work (Final) PDFkiller_pro75% (8)
- ITA AITES - WG14 - Recommendations and Guidelines For Tunnel Boring Machines (TBMS)Documento119 páginasITA AITES - WG14 - Recommendations and Guidelines For Tunnel Boring Machines (TBMS)scribd_geotec100% (3)
- Construction of A Cross Passage Between Two MRT TunnelsDocumento4 páginasConstruction of A Cross Passage Between Two MRT TunnelsTarun Kant GoyalAinda não há avaliações
- Algorithm LecturesDocumento117 páginasAlgorithm Lecturesashodhiya14Ainda não há avaliações
- GT18R1A1 - Design Sizing Construction of Segments LiningDocumento38 páginasGT18R1A1 - Design Sizing Construction of Segments Liningfededa75% (4)
- Draft Guidelines For Design & Construction of TunnelsDocumento116 páginasDraft Guidelines For Design & Construction of TunnelspraveAinda não há avaliações
- Theory and Application of Excavation Management System For Slurry TBM in SingaporeDocumento18 páginasTheory and Application of Excavation Management System For Slurry TBM in SingaporeSAMİ ENİS ARIOĞLUAinda não há avaliações
- 10 John Curtis The Curtis Muir Wood FormulaeDocumento2 páginas10 John Curtis The Curtis Muir Wood Formulaemalcolmpo100% (1)
- Construction of Cross Passages in Underground Metro TunnelsDocumento22 páginasConstruction of Cross Passages in Underground Metro TunnelsParasuram BonangiAinda não há avaliações
- Doctoral Thesis - D&B in TunnelsDocumento73 páginasDoctoral Thesis - D&B in TunnelskiranismAinda não há avaliações
- Steel Fibre Reinforced Concrete (SFRC) For Tunnel Linings - A Technical ApproachDocumento7 páginasSteel Fibre Reinforced Concrete (SFRC) For Tunnel Linings - A Technical ApproachMehdi BakhshiAinda não há avaliações
- 01 Tunnel Boring Machine TBM SpecificationsDocumento32 páginas01 Tunnel Boring Machine TBM SpecificationsRajeshKumar100% (3)
- Recommendations AFTES Sprayed Concrete PDFDocumento35 páginasRecommendations AFTES Sprayed Concrete PDFSanjeev Kr. ThakurAinda não há avaliações
- ST THDocumento121 páginasST THfidicAinda não há avaliações
- TE2 - 25 MayDocumento270 páginasTE2 - 25 MayPTchongAinda não há avaliações
- (2021) TexDOT - Pavement ManualDocumento481 páginas(2021) TexDOT - Pavement ManualalexcatarienseAinda não há avaliações
- LRF TxdotDocumento70 páginasLRF TxdotjhsalaverriaAinda não há avaliações
- Arema Mre 2016 Toc-Vol1 Ch1Documento3 páginasArema Mre 2016 Toc-Vol1 Ch1caballerolangAinda não há avaliações
- Bridge Design Manual - LRFD: Revised October 2015Documento87 páginasBridge Design Manual - LRFD: Revised October 2015KOLKIN HINOAinda não há avaliações
- ModelingSCBF PDFDocumento28 páginasModelingSCBF PDFadnanraisahmedAinda não há avaliações
- Topology Applications: J. Klein, R. SCHW&XL, R.M. VogtDocumento18 páginasTopology Applications: J. Klein, R. SCHW&XL, R.M. VogtJ Luis MlsAinda não há avaliações
- Array PatternsDocumento11 páginasArray PatternsSofia TheFirstAinda não há avaliações
- 18th CE of Math EmeticsDocumento27 páginas18th CE of Math Emeticspronzipe14Ainda não há avaliações
- Homework 1: Linear AlgebraDocumento6 páginasHomework 1: Linear AlgebraAkansha KalraAinda não há avaliações
- Theoretical Evaluation On Effects of Opening On Ultimate Load-Carrying Capacity of Square SlabsDocumento8 páginasTheoretical Evaluation On Effects of Opening On Ultimate Load-Carrying Capacity of Square Slabsfoush bashaAinda não há avaliações
- Software MeasurementDocumento38 páginasSoftware MeasurementBilal BaberAinda não há avaliações
- Report Lab#4Documento8 páginasReport Lab#4ibrahim100% (2)
- At Struct RefDocumento463 páginasAt Struct Refsultan.amirAinda não há avaliações
- Finite Element Analysis Answers by Mr. B. Guruprasad: Asst. Professor, MechanicalDocumento146 páginasFinite Element Analysis Answers by Mr. B. Guruprasad: Asst. Professor, Mechanicalvishwajeet patilAinda não há avaliações
- Dumas 1998Documento48 páginasDumas 1998Yuming MaAinda não há avaliações
- College Algebra 6th Edition by Dugopolski ISBN Test BankDocumento53 páginasCollege Algebra 6th Edition by Dugopolski ISBN Test Bankgabriel100% (21)
- The Hveem MethodDocumento22 páginasThe Hveem MethodFhreya 143Ainda não há avaliações
- Stat Prob - Q3 - Week 5 6 - Module 4 - Sampling Distribution Its Mean and Variance - For ReproductionDocumento26 páginasStat Prob - Q3 - Week 5 6 - Module 4 - Sampling Distribution Its Mean and Variance - For ReproductionCharles Alexander J. SandhuAinda não há avaliações
- Industrial Statistics - A Computer Based Approach With PythonDocumento140 páginasIndustrial Statistics - A Computer Based Approach With PythonhtapiaqAinda não há avaliações
- Research Methods, 9Th Edition: Theresa L. White and Donald H. McburneyDocumento145 páginasResearch Methods, 9Th Edition: Theresa L. White and Donald H. McburneyKassandra MartinezAinda não há avaliações
- Mole Fraction: From Wikipedia, The Free EncyclopediaDocumento3 páginasMole Fraction: From Wikipedia, The Free EncyclopediaChengkc2014Ainda não há avaliações
- RSPile - Laterally Loaded Pile Theory ManualDocumento14 páginasRSPile - Laterally Loaded Pile Theory Manualjacs127100% (1)
- Vector Calculus QuestionsDocumento3 páginasVector Calculus Questionsrachitzan10Ainda não há avaliações
- Extrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - ADocumento6 páginasExtrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - AchandanAinda não há avaliações
- Phyf4 Chap2Documento179 páginasPhyf4 Chap2Mohd AzlanAinda não há avaliações
- Shear Comparison ACI & EURODocumento24 páginasShear Comparison ACI & EUROSangamesh BachaneAinda não há avaliações
- CFD Online FLUENT Moisture ModelingDocumento3 páginasCFD Online FLUENT Moisture Modelingkulov1592Ainda não há avaliações
- 2019 Book ProceedingsOfTheSecondInternatDocumento385 páginas2019 Book ProceedingsOfTheSecondInternatkishoreAinda não há avaliações
- Orca Share Media1554262372568Documento8 páginasOrca Share Media1554262372568Ivy Mendoza PagcaliwanganAinda não há avaliações
- The Avr Instruction SetDocumento4 páginasThe Avr Instruction SetSundari Devi BodasinghAinda não há avaliações