Você também pode gostar
- Appellants' Motion For Rehearing en BancDocumento8 páginasAppellants' Motion For Rehearing en Bancstevenamedina100% (1)
- D140-3 FDEP High Volume Sampling Q&ADocumento4 páginasD140-3 FDEP High Volume Sampling Q&AstevenamedinaAinda não há avaliações
- SCOTUS Petition For Writ of Certiorari in Karen Ahlers, Et Al. v. Rick Scott, Et Al.Documento152 páginasSCOTUS Petition For Writ of Certiorari in Karen Ahlers, Et Al. v. Rick Scott, Et Al.stevenamedina100% (1)
- Appellants' Motion For Rehearing en BancDocumento8 páginasAppellants' Motion For Rehearing en Bancstevenamedina100% (1)
- D133-138 6-1-2009 FDEP Administrative OrderDocumento6 páginasD133-138 6-1-2009 FDEP Administrative OrderstevenamedinaAinda não há avaliações
- D171 FDEP Buckeye-Fenholloway Press ReleaseDocumento1 páginaD171 FDEP Buckeye-Fenholloway Press ReleasestevenamedinaAinda não há avaliações
- Buckeye Motion To Dismiss Petition 97002902M-052305-10035803Documento5 páginasBuckeye Motion To Dismiss Petition 97002902M-052305-10035803stevenamedinaAinda não há avaliações
- Cutter Second Amended PetitionDocumento12 páginasCutter Second Amended PetitionstevenamedinaAinda não há avaliações
- Ahlers Supreme Court Transfer OrderDocumento1 páginaAhlers Supreme Court Transfer OrderstevenamedinaAinda não há avaliações
- D170 FDEP Disregard of Dioxin Sediment Data in Water Quality AssessmentDocumento1 páginaD170 FDEP Disregard of Dioxin Sediment Data in Water Quality AssessmentstevenamedinaAinda não há avaliações
- E3-8 6-28-2010 IRS Black Liquor MemorandumDocumento6 páginasE3-8 6-28-2010 IRS Black Liquor MemorandumstevenamedinaAinda não há avaliações
- D108-114 8-5-2008 FDEP Mixing Zone AnalysisDocumento7 páginasD108-114 8-5-2008 FDEP Mixing Zone AnalysisstevenamedinaAinda não há avaliações
- DOAH Order 97002902DWH-060705-11011401Documento9 páginasDOAH Order 97002902DWH-060705-11011401stevenamedinaAinda não há avaliações
- D172-211 6-18-2012 FDEP Draft PermitDocumento40 páginasD172-211 6-18-2012 FDEP Draft PermitstevenamedinaAinda não há avaliações
- D144-59 9-1-2009 GP Salt Cake ReportDocumento16 páginasD144-59 9-1-2009 GP Salt Cake ReportstevenamedinaAinda não há avaliações
- D29-33 2-15-2001 FDEP Notice of Permit IssuanceDocumento5 páginasD29-33 2-15-2001 FDEP Notice of Permit IssuancestevenamedinaAinda não há avaliações
- D101-7 3-6-2007 FDEP Request For Additional InformationDocumento7 páginasD101-7 3-6-2007 FDEP Request For Additional InformationstevenamedinaAinda não há avaliações
- D34-83 8-8-2002 FDEP Permit and Administrative OrderDocumento50 páginasD34-83 8-8-2002 FDEP Permit and Administrative OrderstevenamedinaAinda não há avaliações
- D3-9 1999 EPA Information About American Heritage River Designation of St. Johns RiverDocumento7 páginasD3-9 1999 EPA Information About American Heritage River Designation of St. Johns RiverstevenamedinaAinda não há avaliações
- D139 6-5-2009 FDEP The Post ExcerptDocumento1 páginaD139 6-5-2009 FDEP The Post ExcerptstevenamedinaAinda não há avaliações
- D84-100 3-3-2005 FDEP Notice of Intent To Issue PermitDocumento17 páginasD84-100 3-3-2005 FDEP Notice of Intent To Issue PermitstevenamedinaAinda não há avaliações
- D1-2 FDEP St. Johns River InformationDocumento2 páginasD1-2 FDEP St. Johns River InformationstevenamedinaAinda não há avaliações
- C165-73 9-9-09 Georgia-Pacific EasementDocumento9 páginasC165-73 9-9-09 Georgia-Pacific EasementstevenamedinaAinda não há avaliações
- C137-164 6-26-2003 Trustees Minutes ExcerptsDocumento28 páginasC137-164 6-26-2003 Trustees Minutes ExcerptsstevenamedinaAinda não há avaliações
- C100-136 6-26-03 Trustees Agenda Item Information PackageDocumento37 páginasC100-136 6-26-03 Trustees Agenda Item Information PackagestevenamedinaAinda não há avaliações
- C56-91 Conceptual State Lands Management PlanDocumento36 páginasC56-91 Conceptual State Lands Management PlanstevenamedinaAinda não há avaliações
- C30-41 1970-2 Trustees Water Column ReferencesDocumento12 páginasC30-41 1970-2 Trustees Water Column ReferencesstevenamedinaAinda não há avaliações
- C42-55 1972-4 Trustees Water Column ReferencesDocumento14 páginasC42-55 1972-4 Trustees Water Column ReferencesstevenamedinaAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Shipboard Water Treatment Manual. Fourth Edition - Ashland Chemical PDFDocumento25 páginasShipboard Water Treatment Manual. Fourth Edition - Ashland Chemical PDFBruno100% (1)
- ASTM E-595 Outgassing Test PDFDocumento8 páginasASTM E-595 Outgassing Test PDFmunnizza64100% (1)
- International Rice Research Newsletter Vol.6 No.3Documento28 páginasInternational Rice Research Newsletter Vol.6 No.3ccquintosAinda não há avaliações
- Aashto PP 65Documento58 páginasAashto PP 65Francisco EscuadraAinda não há avaliações
- Chemical attacks on concrete: sulfate, acid & moreDocumento7 páginasChemical attacks on concrete: sulfate, acid & moreMohamed MamdohAinda não há avaliações
- Aluminium Alloy 6061-T651 WeldedDocumento9 páginasAluminium Alloy 6061-T651 WeldedBagandi ManurungAinda não há avaliações
- June 2019 QP - Paper 2 (H) Edexcel Chemistry GCSEDocumento28 páginasJune 2019 QP - Paper 2 (H) Edexcel Chemistry GCSElaiqaAinda não há avaliações
- Effects of NaCl Stress On Red RaspberryDocumento8 páginasEffects of NaCl Stress On Red RaspberryEdina Egri-VidékiAinda não há avaliações
- Minimising Ice Accretion On ShipsDocumento6 páginasMinimising Ice Accretion On ShipsGAMMA FACULTYAinda não há avaliações
- Panamax Cargo Hold Cleaning Manual Rev01Documento22 páginasPanamax Cargo Hold Cleaning Manual Rev01livslx100% (2)
- Chemical Compounds: by David Agyeman Duah (Ing)Documento36 páginasChemical Compounds: by David Agyeman Duah (Ing)david duahAinda não há avaliações
- Pili Sealant GuideDocumento8 páginasPili Sealant GuideMELE BOY ROSARIOAinda não há avaliações
- How Grey Wolves Impact EcosystemsDocumento40 páginasHow Grey Wolves Impact EcosystemsValentino TommyAinda não há avaliações
- Chemistry Paper 1998Documento8 páginasChemistry Paper 1998BHUPENDRA SINGHAinda não há avaliações
- Astm E104 Humedad RelativaDocumento5 páginasAstm E104 Humedad RelativaAlbertoAinda não há avaliações
- Alulux 111-MSDS - ElDocumento5 páginasAlulux 111-MSDS - Elhuong.nguonsongxanhAinda não há avaliações
- Specific Gravity and Chloride Concentration Volume, Acidity, Specific Gravity and Chloride ConcentrationDocumento11 páginasSpecific Gravity and Chloride Concentration Volume, Acidity, Specific Gravity and Chloride ConcentrationOlyver SangAinda não há avaliações
- TEST BANK For Anatomy and Physiology An Integrative Approach, 4th Edition, Michael McKinley, Valerie OGÇÖLoughlin Verified Chapter's 1 - 29 CompleteDocumento69 páginasTEST BANK For Anatomy and Physiology An Integrative Approach, 4th Edition, Michael McKinley, Valerie OGÇÖLoughlin Verified Chapter's 1 - 29 Completemarcuskenyatta275100% (1)
- THE EFFECT OF POTASSIUM SALTS ON GAMMA RAY AND SPONTANEOUS POTENTIAL MEASUREMENTSDocumento20 páginasTHE EFFECT OF POTASSIUM SALTS ON GAMMA RAY AND SPONTANEOUS POTENTIAL MEASUREMENTSBOURECHAK TayebAinda não há avaliações
- Chemical Calculations Involving SolutionsDocumento13 páginasChemical Calculations Involving SolutionsPhi NguyenAinda não há avaliações
- Ethylene Production PDFDocumento28 páginasEthylene Production PDFMariam AsgharAinda não há avaliações
- Ada Villafafila Garcia, Ph.d.Documento249 páginasAda Villafafila Garcia, Ph.d.Alberto Vázquez ContrerasAinda não há avaliações
- EuSalt AS016-2005 Chloride - Potentiometric MethodDocumento4 páginasEuSalt AS016-2005 Chloride - Potentiometric MethodBadini ChanalAinda não há avaliações
- Rate of Reaction 1 QPDocumento11 páginasRate of Reaction 1 QPRobert EdwardsAinda não há avaliações
- Design and Operating Parameters of Electro Chlorination PlantDocumento5 páginasDesign and Operating Parameters of Electro Chlorination PlantKarthik SriramakavachamAinda não há avaliações
- Chem1701 Lab Week11Documento6 páginasChem1701 Lab Week11api-711740031Ainda não há avaliações
- 2009 Drilling & Comp Let Ions DirectoryDocumento23 páginas2009 Drilling & Comp Let Ions DirectoryManickam ManthianAinda não há avaliações
- Types of Chemical ReactionsDocumento78 páginasTypes of Chemical ReactionsFerrer AmicaAinda não há avaliações
- Salintest: Salinity Concentration Pocket-Sized MeterDocumento2 páginasSalintest: Salinity Concentration Pocket-Sized MeterShanum AninditaAinda não há avaliações
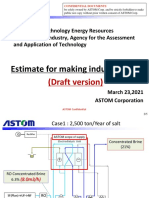
- Estimate Draft Ver AC140 or AC100 ASTOM Corp.Documento16 páginasEstimate Draft Ver AC140 or AC100 ASTOM Corp.iimcaemdwAinda não há avaliações