Você também pode gostar
- Sample Ravens SPM Online ReportDocumento5 páginasSample Ravens SPM Online ReportAyaw Jud Ko LabdaAinda não há avaliações
- Die Casting MachinesDocumento78 páginasDie Casting MachinesluisA1923Ainda não há avaliações
- A Runner-Gate Design System For Die CastingDocumento4 páginasA Runner-Gate Design System For Die CastingDiazAinda não há avaliações
- Tooling For Die CastingDocumento21 páginasTooling For Die CastingAnonymous VRspXsm100% (1)
- HPDCdesign Basic PrinciplesDocumento9 páginasHPDCdesign Basic PrinciplesGanesan ThangasamyAinda não há avaliações
- Mold Cost EstimationDocumento5 páginasMold Cost EstimationPenjahit TedyAinda não há avaliações
- Basics of HPDCDocumento60 páginasBasics of HPDCdhanalakshimi100% (4)
- Tooling Standard (Die Casting)Documento39 páginasTooling Standard (Die Casting)Kmilo GiraldoAinda não há avaliações
- The Die Casting Designers Handbook FinalDocumento68 páginasThe Die Casting Designers Handbook FinalĐình Tước Vũ83% (6)
- Casting Technology: DC School Text BookDocumento22 páginasCasting Technology: DC School Text BookTrang Anh ToànAinda não há avaliações
- Diecasting DefectsDocumento14 páginasDiecasting DefectsEdwardAinda não há avaliações
- Pressure Die CastingDocumento86 páginasPressure Die CastingParag HadkeAinda não há avaliações
- Die Casting GuidelinesDocumento12 páginasDie Casting GuidelinesMichael Arvin GabineteAinda não há avaliações
- Die Casting Defects PDFDocumento4 páginasDie Casting Defects PDFJojokiba YosAinda não há avaliações
- Casting Technology: DC School Text BookDocumento23 páginasCasting Technology: DC School Text BookmikeAinda não há avaliações
- Lab10 Final Progressive Die PDFDocumento7 páginasLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Howtocalculategatearearequireforhpdcdiecastingpart 191027122127Documento17 páginasHowtocalculategatearearequireforhpdcdiecastingpart 191027122127Abdelkader Loussaief100% (3)
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocumento12 páginasComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Runner Design Guide Lines-Issue 5Documento15 páginasRunner Design Guide Lines-Issue 5sivanandp100% (1)
- High Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliDocumento19 páginasHigh Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliKushagra Trivedi100% (1)
- Five Steps To Improving Die PerformanceDocumento5 páginasFive Steps To Improving Die Performanceromanhawranek100% (1)
- 2 PDC Tool Design TrainingDocumento47 páginas2 PDC Tool Design TraininganuranjandesignAinda não há avaliações
- Gate Velocity - CalculationDocumento7 páginasGate Velocity - CalculationmaniacraghuAinda não há avaliações
- A Runner-Gate DesignDocumento9 páginasA Runner-Gate DesignKetan ChhedaAinda não há avaliações
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocumento26 páginasFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanAinda não há avaliações
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Documento62 páginasHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Tolerances For Aluminium Die CastingsDocumento3 páginasTolerances For Aluminium Die CastingsPurushothama Nanje GowdaAinda não há avaliações
- Mold ChecklistDocumento5 páginasMold ChecklistSelvaraj BalasundramAinda não há avaliações
- AnyCasting - Software Intro - Die Casting PDFDocumento46 páginasAnyCasting - Software Intro - Die Casting PDFSimon Risteski100% (1)
- Procast Software Training-Jan 27, 2015Documento1 páginaProcast Software Training-Jan 27, 2015tabibkarim100% (1)
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Documento3 páginasPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- Die Casting Defects - Identification Causes and CuresDocumento12 páginasDie Casting Defects - Identification Causes and CuresjosuecncAinda não há avaliações
- NADCA Product Specification Standards For Die CastingDocumento272 páginasNADCA Product Specification Standards For Die CastingWilian Nagano100% (1)
- Nadca Alucast India: EC-506 Engineering Die Casting DiesDocumento161 páginasNadca Alucast India: EC-506 Engineering Die Casting DiessuperthunderboltAinda não há avaliações
- NADCA StandardsDocumento8 páginasNADCA StandardsmathiprakashAinda não há avaliações
- Die Casting CalculationDocumento4 páginasDie Casting CalculationBožidar GaćinovićAinda não há avaliações
- Mould Starndard Parts PDFDocumento13 páginasMould Starndard Parts PDFMohd Nazri SalimAinda não há avaliações
- AB Die Casting EngDocumento24 páginasAB Die Casting Engkaniappan sakthivelAinda não há avaliações
- Project Risk ManagementDocumento104 páginasProject Risk Managementtsrinivasan5083Ainda não há avaliações
- Die CastDocumento112 páginasDie Cast003suresh100% (2)
- Gating Manual Gating Manual Gating ManualDocumento35 páginasGating Manual Gating Manual Gating ManualBalasaheb0% (1)
- Process Parameter CalculationDocumento2 páginasProcess Parameter CalculationmaheshAinda não há avaliações
- Die Casting Parameter Calculations-ToshibaDocumento23 páginasDie Casting Parameter Calculations-Toshibakarthick100% (1)
- Beta Die Casting Buyers GuideDocumento19 páginasBeta Die Casting Buyers Guidekaniappan sakthivel100% (1)
- Die Casting Theory: DTDM Final YearDocumento31 páginasDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Die Casting Calculation PDFDocumento4 páginasDie Casting Calculation PDFAli NasserAinda não há avaliações
- Die CastingDocumento6 páginasDie Castingkutik3bugerAinda não há avaliações
- Review of The Rebound Hammer Method-1Documento26 páginasReview of The Rebound Hammer Method-1Mr. Jitender KumarAinda não há avaliações
- EN-32m Manual For The HG32M - PDFDocumento69 páginasEN-32m Manual For The HG32M - PDFJuan José Matos Ch100% (1)
- HPDC Runner and Gating System DesignDocumento18 páginasHPDC Runner and Gating System DesignMNAinda não há avaliações
- Mould HPDC RunnerDocumento18 páginasMould HPDC RunnerSahri KarimAinda não há avaliações
- 14 Design For Die CastingDocumento97 páginas14 Design For Die Castingdaniel100% (1)
- Die Casting Parameters and SimulationsDocumento9 páginasDie Casting Parameters and SimulationsGuilherme Dos Santos Moreira100% (1)
- Ladd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFDocumento125 páginasLadd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFSaraswati NoorAinda não há avaliações
- Aluminum Cast Alloys:: Enabling Tools For Improved PerformanceDocumento68 páginasAluminum Cast Alloys:: Enabling Tools For Improved PerformanceyoungonhuntAinda não há avaliações
- HPDC Design DetailsDocumento15 páginasHPDC Design Detailspatiltushar79Ainda não há avaliações
- Die Casting ProcessDocumento35 páginasDie Casting ProcessgarciarodrigoAinda não há avaliações
- Die Casting Calculation PDFDocumento4 páginasDie Casting Calculation PDFAbdullah UYSAL100% (1)
- HPDC Thermal Die CyclingDocumento5 páginasHPDC Thermal Die CyclingSimon RisteskiAinda não há avaliações
- Die Casting CalculationDocumento4 páginasDie Casting CalculationMitul PatelAinda não há avaliações
- Metal Stamping DiesDocumento7 páginasMetal Stamping DiesedpsousaAinda não há avaliações
- Tolerancias de FundicionDocumento15 páginasTolerancias de FundicionSalvadorAinda não há avaliações
- Q4 TLE AFA Horticulture 9 Week3Documento4 páginasQ4 TLE AFA Horticulture 9 Week3Dash Bello100% (1)
- Lesson 15 Validity of Measurement and Reliability PDFDocumento3 páginasLesson 15 Validity of Measurement and Reliability PDFMarkChristianRobleAlmazanAinda não há avaliações
- Structure 1Documento5 páginasStructure 1Thunder AnimeAinda não há avaliações
- Rec1967 124Documento70 páginasRec1967 124anaghaAinda não há avaliações
- Performance of A Load-Immune Classifier For Robust Identification of Minor Faults in Induction Motor Stator WindingDocumento12 páginasPerformance of A Load-Immune Classifier For Robust Identification of Minor Faults in Induction Motor Stator Windingm.ebrahim moazzenAinda não há avaliações
- Form No. NTC 1 22 Application For Tvro Renewal SignedDocumento1 páginaForm No. NTC 1 22 Application For Tvro Renewal SignedAmor LicudoAinda não há avaliações
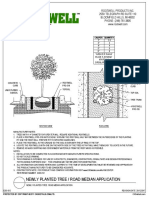
- Newly Planted Tree / Road Median ApplicationDocumento1 páginaNewly Planted Tree / Road Median ApplicationmooolkaAinda não há avaliações
- Chapter 5.0.2018 - Retaining WallDocumento36 páginasChapter 5.0.2018 - Retaining WallHawaiiChongAinda não há avaliações
- Application For Petitioned Class: College of Engineering and ArchitectureDocumento2 páginasApplication For Petitioned Class: College of Engineering and ArchitectureJohn A. CenizaAinda não há avaliações
- A Report: Smt. Shantaben Haribhai Gajera Engineering CollegeDocumento5 páginasA Report: Smt. Shantaben Haribhai Gajera Engineering CollegePranav. ThubeAinda não há avaliações
- Rizal MidtermsDocumento15 páginasRizal MidtermsJerick JusayAinda não há avaliações
- Sr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationDocumento6 páginasSr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationKinzang NamgayAinda não há avaliações
- B e EceDocumento85 páginasB e Ecedeepika raviAinda não há avaliações
- None C9efb7c9Documento6 páginasNone C9efb7c9liana iwiwAinda não há avaliações
- Experion MX MD Controls R700.1 Traditional Control: Configuration and System Build ManualDocumento62 páginasExperion MX MD Controls R700.1 Traditional Control: Configuration and System Build Manualdesaivilas60Ainda não há avaliações
- 1 s2.0 S223878542300652X MainDocumento14 páginas1 s2.0 S223878542300652X MainFahra Aqilla AzzurahAinda não há avaliações
- Fairchild Ll4007 PDFDocumento1 páginaFairchild Ll4007 PDFKathyAinda não há avaliações
- TI C5510 Assembly ProgrammingDocumento21 páginasTI C5510 Assembly ProgrammingWinsweptAinda não há avaliações
- MBA MCA Fee 2012Documento53 páginasMBA MCA Fee 2012Sudhir KumarAinda não há avaliações
- E Katalog 2019Documento15 páginasE Katalog 2019Dwi Putri BastiyantiAinda não há avaliações
- Multilevel Viewpoint of A MachineDocumento4 páginasMultilevel Viewpoint of A MachineDikshikaAryaAinda não há avaliações
- Circuits Virtual LabDocumento2 páginasCircuits Virtual LabPaula GómezAinda não há avaliações
- Lab 2 - SPDT Switches and Logic SourcesDocumento9 páginasLab 2 - SPDT Switches and Logic Sourcestasneem haririAinda não há avaliações
- Liberty Ships Brittle Fracture (Final)Documento5 páginasLiberty Ships Brittle Fracture (Final)hsemargAinda não há avaliações
- Concurrent Manager ConceptDocumento9 páginasConcurrent Manager Conceptnikhil_cs_08Ainda não há avaliações