Você também pode gostar
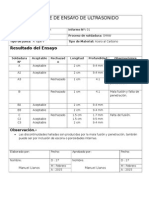
- Informe de Ensayo de UltrasonidoDocumento2 páginasInforme de Ensayo de UltrasonidoManuel Llanos100% (2)
- Formato Espesores de Pintura PDFDocumento1 páginaFormato Espesores de Pintura PDFCali TamagniniAinda não há avaliações
- Prueba de tintes penetrantes en soldaduras e inspecciones no destructivasDocumento4 páginasPrueba de tintes penetrantes en soldaduras e inspecciones no destructivasDavid Aliaga Sayas0% (1)
- Aceros Inoxidables-WpsDocumento103 páginasAceros Inoxidables-WpsHoover Ortiz100% (1)
- Procedimiento para Pruebas de Vacio en TanquesDocumento7 páginasProcedimiento para Pruebas de Vacio en TanquesCarlos Lluen AquinoAinda não há avaliações
- Ensayo de tintes penetrantesDocumento12 páginasEnsayo de tintes penetrantesRubén C. Barbarán Sulca50% (2)
- AWS D1.1 (Capitulo 6)Documento3 páginasAWS D1.1 (Capitulo 6)Wilder Narvaez Uchalin100% (3)
- Plantilla para Prueba VacíoDocumento2 páginasPlantilla para Prueba VacíoJaime Vera100% (2)
- RG-Q-04 Formato Registro Prueba Adherencia de PinturaDocumento2 páginasRG-Q-04 Formato Registro Prueba Adherencia de PinturaSebastian De jesus Ramirez Arrubla100% (4)
- Protocolo TorqueDocumento1 páginaProtocolo TorqueJonathan BobadillaAinda não há avaliações
- Traduccion Aws b2.1Documento4 páginasTraduccion Aws b2.1Luis Collahua CuyaAinda não há avaliações
- Taller Codigo AWS D1.1 - 2010Documento6 páginasTaller Codigo AWS D1.1 - 2010Williy126Ainda não há avaliações
- Procedimiento de Apuntalado de SobreplanchasDocumento8 páginasProcedimiento de Apuntalado de SobreplanchasVictor AlejandroAinda não há avaliações
- Registro ArenadoDocumento3 páginasRegistro ArenadoItalo JaureguiAinda não há avaliações
- Procedimiento de Medicion de Espesores de PinturaDocumento9 páginasProcedimiento de Medicion de Espesores de PinturaSumihacp ObrasAinda não há avaliações
- Protocolo de Soldadura 2g-01 CuzcoDocumento2 páginasProtocolo de Soldadura 2g-01 Cuzcoalan vargas0% (1)
- Procedimiento de Granallado y Pintado CHILCA - I+C (ARD) Rev00 PDFDocumento9 páginasProcedimiento de Granallado y Pintado CHILCA - I+C (ARD) Rev00 PDFR Flores Curiñaupa100% (2)
- Procedimiento para La Aplicacion y Reparacion de SoldaduraDocumento27 páginasProcedimiento para La Aplicacion y Reparacion de SoldaduraAlfred Hernandez Mendoza100% (1)
- Procedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Documento15 páginasProcedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Axel GonzalesAinda não há avaliações
- Inspeccion de Soldadura Por Liquidos Penetrantes PDFDocumento13 páginasInspeccion de Soldadura Por Liquidos Penetrantes PDFvalentinAinda não há avaliações
- Instructivo de Inspeccion Visual de SoldaduraDocumento7 páginasInstructivo de Inspeccion Visual de SoldaduraBrian Escuel RengifoAinda não há avaliações
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocumento14 páginasProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Aws d1.1 Criterios para Inspeccion Parte CDocumento14 páginasAws d1.1 Criterios para Inspeccion Parte Cchrist2pher100% (1)
- Procedimiento de ReparaciónDocumento2 páginasProcedimiento de ReparaciónPaul Miranda GuzmanAinda não há avaliações
- Instructivo de Perfil de AnclajeDocumento3 páginasInstructivo de Perfil de AnclajeJulio HuancaAinda não há avaliações
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAinda não há avaliações
- Procedimiento de inspección visual de soldadura AWS D1.1Documento39 páginasProcedimiento de inspección visual de soldadura AWS D1.1لوبيز إديسونAinda não há avaliações
- Procedimiento montaje y torque pernosDocumento7 páginasProcedimiento montaje y torque pernosyahirrocagalindo100% (2)
- Criterio Inspeccion Visual Aws D1.1 PDFDocumento1 páginaCriterio Inspeccion Visual Aws D1.1 PDFwilialexis7710% (1)
- Registro de PinturaDocumento2 páginasRegistro de PinturaBrayanRojasAinda não há avaliações
- Pi - 17!02!05 Instalacion de Mangas TermocontractilesDocumento9 páginasPi - 17!02!05 Instalacion de Mangas Termocontractilesivanjhernandezh100% (2)
- Thermofusion Welder Qualification TestDocumento1 páginaThermofusion Welder Qualification TestpercivalczAinda não há avaliações
- F-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorDocumento1 páginaF-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorRogerMachaD100% (2)
- R 4.9-3-0-66 Listado de Verificación Prueba Hidrostática No.1Documento2 páginasR 4.9-3-0-66 Listado de Verificación Prueba Hidrostática No.1Henry Garavito Ramirez100% (1)
- AAB029Documento2 páginasAAB029Renzo TuestasAinda não há avaliações
- Formato Inspeccion de Estructuras MetalicasDocumento15 páginasFormato Inspeccion de Estructuras Metalicasgapc21Ainda não há avaliações
- Protocolo de Torque de PernosDocumento1 páginaProtocolo de Torque de PernosmetranovaAinda não há avaliações
- Perfil de Anclaje 11921Documento4 páginasPerfil de Anclaje 11921gaboac88Ainda não há avaliações
- Norma Aws D1.3Documento34 páginasNorma Aws D1.3Alejandro Garcés100% (1)
- Planilla de Torque ModulosDocumento1 páginaPlanilla de Torque ModulosHenry R. Mogro100% (1)
- Boletin No 4 Holiday Detector Alto VoltajeDocumento4 páginasBoletin No 4 Holiday Detector Alto VoltajeRonny MorenoAinda não há avaliações
- Criterios de Aceptación ASME B31Documento2 páginasCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- OG-CT-FO-031 - Reporte de Perfil de Anclaje V1Documento1 páginaOG-CT-FO-031 - Reporte de Perfil de Anclaje V1MAYRA ALEJANDRA VEGA100% (1)
- Control dimensiones estructuras soporte fachada centro comercialDocumento7 páginasControl dimensiones estructuras soporte fachada centro comercialcarlosenrique21Ainda não há avaliações
- Protocolo para Colado de GroutDocumento2 páginasProtocolo para Colado de GroutJose Luis Sotelo HernandezAinda não há avaliações
- Inspección de tubería API 5L con líquidos penetrantes fluorescentesDocumento3 páginasInspección de tubería API 5L con líquidos penetrantes fluorescentesLinis Maris DcfAinda não há avaliações
- Manual Galgas 1Documento56 páginasManual Galgas 1Jorge Vera Alvarado100% (2)
- PolykenDocumento2 páginasPolykenVictor Sebastian Flores Oñate100% (1)
- Inspeccion Visual A Tuberias de Proceso (Febrero 2006)Documento44 páginasInspeccion Visual A Tuberias de Proceso (Febrero 2006)Iamr Black100% (3)
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocumento9 páginas29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosAinda não há avaliações
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 páginasProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Preparacion de Superficie Manual SSPC-SP-2 PDFDocumento3 páginasPreparacion de Superficie Manual SSPC-SP-2 PDFsiriovagabundo100% (1)
- Inspección calidad recubrimiento PTAR SalitreDocumento1 páginaInspección calidad recubrimiento PTAR Salitreedscesc10Ainda não há avaliações
- FG-06-51A Check Horno Portatíl Electrodo Rev 3Documento1 páginaFG-06-51A Check Horno Portatíl Electrodo Rev 3Pelaiz LdeaAinda não há avaliações
- PE715 Proceso Reparacion de Soldaduras Rev 1Documento8 páginasPE715 Proceso Reparacion de Soldaduras Rev 1Carlos Cesar Rosas PuyoAinda não há avaliações
- BS-SCO-14 Reparacion de Soldadura... CorregidoDocumento6 páginasBS-SCO-14 Reparacion de Soldadura... CorregidoDaniel BalderramaAinda não há avaliações
- Procedimiento de Alineacion y SoldaduraDocumento7 páginasProcedimiento de Alineacion y SoldaduraAntonio GutierrezAinda não há avaliações
- Bushings Gob PDFDocumento20 páginasBushings Gob PDFaielecAinda não há avaliações
- Procedimiento VT API 1104 - 2010Documento5 páginasProcedimiento VT API 1104 - 2010Charles Cisneros100% (1)
- Arnco Hard Banding Specification Manual-Version 1 1-November1-09-VenezuelanDocumento56 páginasArnco Hard Banding Specification Manual-Version 1 1-November1-09-VenezuelanGuillermo CamachoAinda não há avaliações
- O.T-837-STK-SIMPLE-2500LTS-PRETIL--02Documento2 páginasO.T-837-STK-SIMPLE-2500LTS-PRETIL--02jorgeantonia3101Ainda não há avaliações
- INSOMET-Plan de inspeccion y ensayos fabricacion Pretil 2500 ltsDocumento2 páginasINSOMET-Plan de inspeccion y ensayos fabricacion Pretil 2500 ltsjorgeantonia3101Ainda não há avaliações
- IT707.01 Touch UpDocumento2 páginasIT707.01 Touch Upjorgeantonia3101Ainda não há avaliações
- DO403 Lista Maestra de RegistrosDocumento1 páginaDO403 Lista Maestra de Registrosjorgeantonia3101Ainda não há avaliações
- Como Cuidar Las FloresDocumento4 páginasComo Cuidar Las Floresjorgeantonia3101Ainda não há avaliações
- M07 03 Fundamentos de La Soldadura HetereogéneaDocumento24 páginasM07 03 Fundamentos de La Soldadura Hetereogéneajorgeantonia3101Ainda não há avaliações
- M08 02 Tipos de TransferenciaDocumento20 páginasM08 02 Tipos de Transferenciajorgeantonia3101Ainda não há avaliações
- DO502-2 Objetivos de Medio AmbienteDocumento1 páginaDO502-2 Objetivos de Medio Ambientejorgeantonia3101Ainda não há avaliações
- M01 02 Formacion en La UeDocumento20 páginasM01 02 Formacion en La Uejorgeantonia3101Ainda não há avaliações
- Reglamento interno de seguridad ATTEXDocumento63 páginasReglamento interno de seguridad ATTEXjorgeantonia3101Ainda não há avaliações
- Estructura organizacional ATTEX Holding GroupDocumento1 páginaEstructura organizacional ATTEX Holding Groupjorgeantonia3101Ainda não há avaliações
- DO402 Lista de Documentos ExternosDocumento1 páginaDO402 Lista de Documentos Externosjorgeantonia3101Ainda não há avaliações
- NCH 203 Of2006Documento0 páginaNCH 203 Of2006Victoria Sotelo50% (4)
- DO505 Procesos y Sus InteraccionesDocumento1 páginaDO505 Procesos y Sus Interaccionesjorgeantonia3101Ainda não há avaliações
- DO401 Lista Maestra de Documentos Del SIGDocumento6 páginasDO401 Lista Maestra de Documentos Del SIGjorgeantonia3101Ainda não há avaliações
- Formato Informe de Auditoria InternaDocumento4 páginasFormato Informe de Auditoria Internajorgeantonia3101Ainda não há avaliações
- DO507 Planificación Anual Del SIGDocumento1 páginaDO507 Planificación Anual Del SIGjorgeantonia3101Ainda não há avaliações
- DO502-3 Objetivos de S y Seguridad OcupacionalDocumento1 páginaDO502-3 Objetivos de S y Seguridad Ocupacionaljorgeantonia3101Ainda não há avaliações
- Cronograma ISO 90012015Documento3 páginasCronograma ISO 90012015jorgeantonia3101Ainda não há avaliações
- Registro de No ConformidadDocumento2 páginasRegistro de No Conformidadjorgeantonia3101Ainda não há avaliações
- m01 04 Conceptos Basicos deDocumento32 páginasm01 04 Conceptos Basicos dejorgeantonia3101Ainda não há avaliações
- DO501 Política Integrada de GestiónDocumento1 páginaDO501 Política Integrada de Gestiónjorgeantonia3101Ainda não há avaliações
- m01 03 Procesos Oxigas EspeDocumento48 páginasm01 03 Procesos Oxigas EspemontyviaderoAinda não há avaliações
- Cronograma ISO 90012015Documento3 páginasCronograma ISO 90012015jorgeantonia3101100% (1)
- m01 02 Soldeo OxigasDocumento60 páginasm01 02 Soldeo Oxigasjorgeantonia3101100% (1)
- Consideraciones Implementacion Iso 90012015 PDFDocumento3 páginasConsideraciones Implementacion Iso 90012015 PDFGIOVANNIAinda não há avaliações
- ANEXOS INFORMACION DOCUMENTADA Y OTROS Rev 02Documento17 páginasANEXOS INFORMACION DOCUMENTADA Y OTROS Rev 02jorgeantonia3101Ainda não há avaliações
- Consideraciones Implementacion Iso 90012015 PDFDocumento3 páginasConsideraciones Implementacion Iso 90012015 PDFGIOVANNIAinda não há avaliações
- Manual Curso Implementacion Iso 90012015Documento96 páginasManual Curso Implementacion Iso 90012015jorgeantonia3101Ainda não há avaliações
- 2 - Instructivo Uso de Plataforma Instituto de La Calidad Ltda Rev 03Documento4 páginas2 - Instructivo Uso de Plataforma Instituto de La Calidad Ltda Rev 03jorgeantonia3101Ainda não há avaliações
- Metodos de MarcajeDocumento16 páginasMetodos de Marcajejuan pablo garcia sanchezAinda não há avaliações
- Trends: Aprendizaje Basado enDocumento44 páginasTrends: Aprendizaje Basado enKadier Torres MolinaAinda não há avaliações
- Guia Taller 7° MATEMATICAS NUMEROS ENTEROSDocumento3 páginasGuia Taller 7° MATEMATICAS NUMEROS ENTEROSMILENA NEGRETEAinda não há avaliações
- JUSTIFICACION Area InformaticaDocumento3 páginasJUSTIFICACION Area InformaticaYohanna Heidy100% (3)
- Breilh, J Sujeto Historico Fractura y EmancipaciónDocumento12 páginasBreilh, J Sujeto Historico Fractura y EmancipaciónLuliMarinelliAinda não há avaliações
- Formas fundamentales del movimiento de la materiaDocumento9 páginasFormas fundamentales del movimiento de la materiaSebastían BelmonthAinda não há avaliações
- Felici DadDocumento3 páginasFelici DadEstefaniaMeloAinda não há avaliações
- Programacion Academica 11 03 2019 09 - 50 - 42Documento7 páginasProgramacion Academica 11 03 2019 09 - 50 - 42Camila Ximena Anaya AlarcónAinda não há avaliações
- PCon - Planner - Guia Rapida - ESDocumento24 páginasPCon - Planner - Guia Rapida - ESsandra labra garridoAinda não há avaliações
- Análisis relatos violencia y esperanzaDocumento18 páginasAnálisis relatos violencia y esperanzaCristobal SantamariaAinda não há avaliações
- Factura VerticalDocumento1 páginaFactura VerticalCarlos Oswaldo PerezAinda não há avaliações
- Determinación de cromo hexavalente en aguasDocumento5 páginasDeterminación de cromo hexavalente en aguasAlemii D'ReyesAinda não há avaliações
- Taller de Literatura 4° Medio 2020 - 1Documento6 páginasTaller de Literatura 4° Medio 2020 - 1Shirley Flores OlivarezAinda não há avaliações
- Cuentos SonorosDocumento3 páginasCuentos SonorosPedro RaulAinda não há avaliações
- Evaluacion 2 CRMDocumento8 páginasEvaluacion 2 CRMalbeiro palaciosAinda não há avaliações
- 4533-Texto Del Artículo-17451-1-10-20191120Documento20 páginas4533-Texto Del Artículo-17451-1-10-20191120Carlos Naventa MedinaAinda não há avaliações
- Formulación Proyecto DeportivoDocumento5 páginasFormulación Proyecto DeportivoWilson barretoAinda não há avaliações
- Modelos y Compor. Org. en El Sistema Policial. Parametros de Estandarizacion de La Gestion PolicialDocumento4 páginasModelos y Compor. Org. en El Sistema Policial. Parametros de Estandarizacion de La Gestion PolicialHumberto Miguel TorresAinda não há avaliações
- Antarctic Analytics Servicios en Big Data y Analítica PredictivaDocumento12 páginasAntarctic Analytics Servicios en Big Data y Analítica PredictivaRoberto100% (1)
- Evaluaciones EmprendimientoDocumento29 páginasEvaluaciones Emprendimientoclara100% (29)
- Laboratorio de Quimica General #10Documento20 páginasLaboratorio de Quimica General #10Ed Ith Choque RamirezAinda não há avaliações
- Frecuencia de Falla en RodamientosDocumento4 páginasFrecuencia de Falla en RodamientosDanielAvellanedaAinda não há avaliações
- Fichas Didacticas ProporcionalidadDocumento38 páginasFichas Didacticas Proporcionalidadmichingon50% (2)
- Function Block Diagram (FBD)Documento17 páginasFunction Block Diagram (FBD)Mathias MolleAinda não há avaliações
- Matlab2 - Funciones RLocus Bode NyquistDocumento12 páginasMatlab2 - Funciones RLocus Bode Nyquistc_cohenAinda não há avaliações
- Resumen novela Lágrimas de SangreDocumento4 páginasResumen novela Lágrimas de Sangrecandy60% (10)
- Normas APADocumento14 páginasNormas APARaul Tapia Paternina0% (1)
- Cv-Hca. DocumentadoDocumento50 páginasCv-Hca. DocumentadoPedro Rodriguez RiveraAinda não há avaliações
- Expediente Tecnico Cerco Perimetrico de Praderas CruceroDocumento76 páginasExpediente Tecnico Cerco Perimetrico de Praderas CruceroRENE ZAMATA ARENAS100% (1)
- "Panorama Laboral para Los Jóvenes PDFDocumento54 páginas"Panorama Laboral para Los Jóvenes PDFRosaEQuintanaAinda não há avaliações