Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Internal Combustion EngineDocumento19 páginasInternal Combustion Enginedafer_dani100% (1)
- Calcium Carbide ManufacturingDocumento6 páginasCalcium Carbide ManufacturingJessie ZAinda não há avaliações
- 10106Documento18 páginas10106dafer_daniAinda não há avaliações
- An Introduction To Cellular Automata: Benenson/Torrens (2004)Documento17 páginasAn Introduction To Cellular Automata: Benenson/Torrens (2004)dafer_daniAinda não há avaliações
- Towards a Theory of DelegationDocumento21 páginasTowards a Theory of Delegationdafer_daniAinda não há avaliações
- SY Lecture015.Cellular AutomataDocumento177 páginasSY Lecture015.Cellular Automatadafer_daniAinda não há avaliações
- NETL Publication Standards Manual OverviewDocumento4 páginasNETL Publication Standards Manual Overviewdafer_daniAinda não há avaliações
- Hoja Descriptiva Calcium CarbideDocumento6 páginasHoja Descriptiva Calcium Carbidedafer_daniAinda não há avaliações
- Ant 391 L 2014231900Documento9 páginasAnt 391 L 2014231900dafer_daniAinda não há avaliações
- Cdna11084enc 001Documento136 páginasCdna11084enc 001dafer_daniAinda não há avaliações
- Condensing Ejector For Second Step Compression in Refrigeration CDocumento9 páginasCondensing Ejector For Second Step Compression in Refrigeration Cdafer_daniAinda não há avaliações
- 10106Documento18 páginas10106dafer_daniAinda não há avaliações
- D 0000 Intro Cellular Automata Artificial LifeDocumento64 páginasD 0000 Intro Cellular Automata Artificial Lifedafer_daniAinda não há avaliações
- One Minute To Learn Programming: Finite Automata: A B A BDocumento50 páginasOne Minute To Learn Programming: Finite Automata: A B A BDrhmsa1994Ainda não há avaliações
- ECONOMIADocumento8 páginasECONOMIAdafer_daniAinda não há avaliações
- Macro Econom I ADocumento12 páginasMacro Econom I Adafer_daniAinda não há avaliações
- 707580Documento108 páginas707580dafer_daniAinda não há avaliações
- Cellular AutomataDocumento25 páginasCellular Automatadafer_daniAinda não há avaliações
- 556065Documento102 páginas556065dafer_daniAinda não há avaliações
- 1270 FullDocumento9 páginas1270 Fulldafer_daniAinda não há avaliações
- Texaco DoctoratDocumento279 páginasTexaco DoctoratAndreea FrancuAinda não há avaliações
- Princeton Biorefinery Project Final Report Vol. 2Documento145 páginasPrinceton Biorefinery Project Final Report Vol. 2dafer_daniAinda não há avaliações
- Soft Matter Physics Seminar on Non-Equilibrium SystemsDocumento98 páginasSoft Matter Physics Seminar on Non-Equilibrium Systemsdafer_daniAinda não há avaliações
- May 2010Documento21 páginasMay 2010dafer_daniAinda não há avaliações
- Role of Patents in Renewable Energy Technology InnovationDocumento34 páginasRole of Patents in Renewable Energy Technology Innovationdafer_daniAinda não há avaliações
- Coal Gasification Using AspenDocumento6 páginasCoal Gasification Using AspenTaniadi Suria100% (1)
- Jimenez Integrated (2009)Documento8 páginasJimenez Integrated (2009)dafer_daniAinda não há avaliações
- HMC 2010-11 CatalogueDocumento141 páginasHMC 2010-11 Cataloguedafer_daniAinda não há avaliações
- Modeling An Air-Cooled Gas Turbine of The Integrated Gasification Combined Cycle in Aspen PlusDocumento6 páginasModeling An Air-Cooled Gas Turbine of The Integrated Gasification Combined Cycle in Aspen Plusdafer_daniAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- LLG FaultDocumento8 páginasLLG Faultranjish_007Ainda não há avaliações
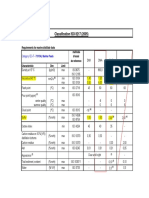
- Classification ISO 8217 (2005)Documento5 páginasClassification ISO 8217 (2005)Salah JallaliAinda não há avaliações
- CV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)Documento5 páginasCV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)toalok4723Ainda não há avaliações
- Using Breakover Devices in Triac and SCR Gate Control CircuitsDocumento37 páginasUsing Breakover Devices in Triac and SCR Gate Control CircuitsAnnalyn Duculan SoriaAinda não há avaliações
- Yuken HydraulicDocumento24 páginasYuken HydraulicDian Pramadi100% (1)
- Wet Steam Washing SystemDocumento7 páginasWet Steam Washing SystemPrudhvi Raj100% (1)
- Question Paper Code:: Reg. No.Documento2 páginasQuestion Paper Code:: Reg. No.tamilarasi87thulasiAinda não há avaliações
- Aviation Tinning and SolderingDocumento16 páginasAviation Tinning and SolderingRebecca RiversAinda não há avaliações
- Fallout 1 ManualDocumento124 páginasFallout 1 ManualDave100% (1)
- 6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHDocumento22 páginas6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHsrikanthc8550% (2)
- Transfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualDocumento32 páginasTransfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualMesseňger HệŢhốngAinda não há avaliações
- Boundary Layer ThicknessDocumento23 páginasBoundary Layer ThicknessPridhar ThiagarajanAinda não há avaliações
- The Design, Development and Future of Electric Vehicle: Prof. Eric ChengDocumento18 páginasThe Design, Development and Future of Electric Vehicle: Prof. Eric ChengDeepak ChaurasiaAinda não há avaliações
- 200VLD-H SS No EconomizerDocumento2 páginas200VLD-H SS No EconomizerAnas ElwakilAinda não há avaliações
- EE 004A DC and AC Machinery ExperimentDocumento9 páginasEE 004A DC and AC Machinery ExperimentJerome NuevoAinda não há avaliações
- Principle Design Solenoid ValvesDocumento28 páginasPrinciple Design Solenoid Valveshassan alrokabAinda não há avaliações
- Caterpillar Product Line 13Documento7 páginasCaterpillar Product Line 13GenneraalAinda não há avaliações
- FMM Question Set 1Documento16 páginasFMM Question Set 1Abhijit KuchbhilikhtaAinda não há avaliações
- Volkswagen 2.0L TDI Common Rail Engine Service TrainingDocumento90 páginasVolkswagen 2.0L TDI Common Rail Engine Service TrainingАлла Харютина100% (1)
- DG Set SelectionDocumento12 páginasDG Set SelectionDr. R. SharmaAinda não há avaliações
- Electrical Properties of Materials Mod-1Documento18 páginasElectrical Properties of Materials Mod-1Darshan rajAinda não há avaliações
- DPDC MaintenanceDocumento5 páginasDPDC MaintenanceArfana Akter BanogirAinda não há avaliações
- Delta Ia-Mds Vfd-Ed Um en 20150910-1Documento280 páginasDelta Ia-Mds Vfd-Ed Um en 20150910-1FahadAinda não há avaliações
- High Efficiency Battery Charger Using DC-DC ConverterDocumento4 páginasHigh Efficiency Battery Charger Using DC-DC ConvertersanilAinda não há avaliações
- Ccu Sem (2010-05-05) PDFDocumento181 páginasCcu Sem (2010-05-05) PDFBích Đỗ DanhAinda não há avaliações
- Specification For Smoke Bomb Test PDFDocumento4 páginasSpecification For Smoke Bomb Test PDFARUNAinda não há avaliações
- Deepwater Training Seminar Presented ToDocumento36 páginasDeepwater Training Seminar Presented ToSergio Jesus MarquezAinda não há avaliações
- Separating Acetic Acid and Water by DistillationDocumento8 páginasSeparating Acetic Acid and Water by DistillationSuzanne Clariz M. BaltazarAinda não há avaliações
- Rectification ProcessDocumento5 páginasRectification ProcessDilnaz TegispayAinda não há avaliações
- APC Back-Ups 350Documento2 páginasAPC Back-Ups 350Justin EndacottAinda não há avaliações