Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Comprehensive Training Service ProviderDocumento8 páginasA Comprehensive Training Service ProviderShuvo036Ainda não há avaliações
- Achieve Higher With E-Learning and Instructor-Led Training ServicesDocumento8 páginasAchieve Higher With E-Learning and Instructor-Led Training ServicesPravin Balasaheb GunjalAinda não há avaliações
- Performance Coordinator AdvertDocumento2 páginasPerformance Coordinator AdvertHumayun Rashid KhanAinda não há avaliações
- VPI-I Candidate Fair Processing NoticeDocumento4 páginasVPI-I Candidate Fair Processing NoticeHumayun Rashid KhanAinda não há avaliações
- Job Advert Consultant GeneralistDocumento1 páginaJob Advert Consultant GeneralistHumayun Rashid KhanAinda não há avaliações
- Water TreatmentDocumento1 páginaWater TreatmentHumayun Rashid KhanAinda não há avaliações
- Test Engineer New MaldenDocumento1 páginaTest Engineer New MaldenHumayun Rashid KhanAinda não há avaliações
- Mech Project Engineer Energy ResourceDocumento1 páginaMech Project Engineer Energy ResourceHumayun Rashid KhanAinda não há avaliações
- Job Advert Consultant GeneralistDocumento1 páginaJob Advert Consultant GeneralistHumayun Rashid KhanAinda não há avaliações
- Productio Coordinator Basic V3Documento1 páginaProductio Coordinator Basic V3Humayun Rashid KhanAinda não há avaliações
- VPI-I Candidate Fair Processing NoticeDocumento4 páginasVPI-I Candidate Fair Processing NoticeHumayun Rashid KhanAinda não há avaliações
- Test Engineer New MaldenDocumento1 páginaTest Engineer New MaldenHumayun Rashid KhanAinda não há avaliações
- ExercisesDocumento4 páginasExercisesjoanne peliasAinda não há avaliações
- Full Text 01Documento103 páginasFull Text 01Himanshu SharmaAinda não há avaliações
- Data Storage - Io Interface With PCI - USB - SCSI - COADocumento9 páginasData Storage - Io Interface With PCI - USB - SCSI - COAHumayun Rashid KhanAinda não há avaliações
- CEO Job DescriptionDocumento5 páginasCEO Job DescriptionHumayun Rashid KhanAinda não há avaliações
- Industrial Facilities. Bouygues Energies & Services Operates Across 80 Countries GloballyDocumento3 páginasIndustrial Facilities. Bouygues Energies & Services Operates Across 80 Countries GloballyHumayun Rashid KhanAinda não há avaliações
- Set and Achieve Goals with SMART TechniquesDocumento7 páginasSet and Achieve Goals with SMART TechniquesHumayun Rashid Khan100% (1)
- Boiler System Above and Below Creep RangeDocumento5 páginasBoiler System Above and Below Creep RangeHumayun Rashid KhanAinda não há avaliações
- EngineerDocumento38 páginasEngineerHumayun Rashid KhanAinda não há avaliações
- Short Term Operating Reserve StorDocumento6 páginasShort Term Operating Reserve StorHumayun Rashid KhanAinda não há avaliações
- Process Mechanical Performance EngineerDocumento1 páginaProcess Mechanical Performance EngineerHumayun Rashid KhanAinda não há avaliações
- Internet Protocol Suite: Application LayerDocumento2 páginasInternet Protocol Suite: Application LayerHumayun Rashid KhanAinda não há avaliações
- Company NameDocumento2 páginasCompany NameHumayun Rashid KhanAinda não há avaliações
- Part 4 CHP Operation-And-MaintenanceDocumento16 páginasPart 4 CHP Operation-And-MaintenanceLungisaniAinda não há avaliações
- 600 Flange Bolt Chart 1 PDFDocumento1 página600 Flange Bolt Chart 1 PDFRizalzi BachtiarAinda não há avaliações
- Building A New PlantDocumento6 páginasBuilding A New PlantHumayun Rashid KhanAinda não há avaliações
- Ins57p Info Driving LicencesDocumento28 páginasIns57p Info Driving LicencesHumayun Rashid KhanAinda não há avaliações
- Workplace Risk Assessmentdas Belt Rising Detection SystemDocumento2 páginasWorkplace Risk Assessmentdas Belt Rising Detection SystemHumayun Rashid KhanAinda não há avaliações
- Solve Ordefield Formula: Calculated FieldDocumento4 páginasSolve Ordefield Formula: Calculated FieldI LucianaAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Drilling Kicks and How to Prevent ThemDocumento14 páginasDrilling Kicks and How to Prevent ThemGhavban DavidAinda não há avaliações
- IGCSE-OL Geo CB Answers Theme 2 Natural EnvironmentDocumento55 páginasIGCSE-OL Geo CB Answers Theme 2 Natural Environmenttotola5341Ainda não há avaliações
- Client Project S.O Pipe DrawingDocumento5 páginasClient Project S.O Pipe DrawingAgus Umar FaruqAinda não há avaliações
- Lab Manual for Environmental EngineeringDocumento186 páginasLab Manual for Environmental EngineeringVamshi ChaitanyaAinda não há avaliações
- Methane Hydrate Deep Water Drilling HazardDocumento2 páginasMethane Hydrate Deep Water Drilling HazardJosé AlbertoAinda não há avaliações
- Oregon OSHA Fact Sheet: Eyewash and Safety Showers RequirementsDocumento2 páginasOregon OSHA Fact Sheet: Eyewash and Safety Showers RequirementsGian BanaresAinda não há avaliações
- Bedwellty House, Tredegar, Blaenau Gwent. Phase 1 Watching BriefDocumento38 páginasBedwellty House, Tredegar, Blaenau Gwent. Phase 1 Watching BriefAPAC LtdAinda não há avaliações
- Geology of KarnatakaDocumento36 páginasGeology of KarnatakasayoojAinda não há avaliações
- Gas detection guide for life and propertyDocumento6 páginasGas detection guide for life and propertyE.C.MADHUDUDHANA REDDYAinda não há avaliações
- Phytoremediation 150123100305 Conversion Gate02Documento49 páginasPhytoremediation 150123100305 Conversion Gate02Kumar MadhuAinda não há avaliações
- Grundfosliterature NB NBE NK NKE 60HzDocumento20 páginasGrundfosliterature NB NBE NK NKE 60HzCarla RamosAinda não há avaliações
- Case Study No. 7 - Contingency Plan of Manila WaterDocumento20 páginasCase Study No. 7 - Contingency Plan of Manila WaterpicefeatiAinda não há avaliações
- Chapter 4: Earth Materials and Processes: Exogenic ProcessDocumento67 páginasChapter 4: Earth Materials and Processes: Exogenic ProcessGwen Mara Tanggol100% (4)
- Click or Tap Here To Enter Text.: IIE Student Declaration: I Declare That The Work Submitted Is My OwnDocumento9 páginasClick or Tap Here To Enter Text.: IIE Student Declaration: I Declare That The Work Submitted Is My Ownkarina sharma100% (2)
- Water Saving Irrigation Tech., R.LampayanDocumento39 páginasWater Saving Irrigation Tech., R.LampayanThe Finest TeamAinda não há avaliações
- Adsorption Equilibrium, Kinetics, and Thermodynamic Studies of Fluoride Adsorbed by Tetrametallic Oxide AdsorbentDocumento16 páginasAdsorption Equilibrium, Kinetics, and Thermodynamic Studies of Fluoride Adsorbed by Tetrametallic Oxide AdsorbentSandraKayiii XoxoAinda não há avaliações
- PhotosynthesisDocumento5 páginasPhotosynthesisbluemonkeymei4921100% (1)
- The Steading Acredale Farm EyemouthDocumento22 páginasThe Steading Acredale Farm EyemouthBeavon ObwogeAinda não há avaliações
- Manual Cloro MerkDocumento1 páginaManual Cloro MerkzegoAinda não há avaliações
- Decoduct UPVC Conduits & Fittings Manufactured To BS 6099 & BS 4607 and BS EN 50086 / BS EN 61386 Price ListDocumento3 páginasDecoduct UPVC Conduits & Fittings Manufactured To BS 6099 & BS 4607 and BS EN 50086 / BS EN 61386 Price ListAly SamirAinda não há avaliações
- Introduction To Acid RainDocumento8 páginasIntroduction To Acid RainDevendarsingh rawatAinda não há avaliações
- Penetron Admix BrochureDocumento16 páginasPenetron Admix BrochureTatamulia Bumi Raya MallAinda não há avaliações
- Coal Based Granular Activated Carbon: ParametersDocumento1 páginaCoal Based Granular Activated Carbon: ParametersENDALKACHEW KERIEAinda não há avaliações
- 06 GestionambientalDocumento346 páginas06 GestionambientalÁngela RamosAinda não há avaliações
- Cumene MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 páginasCumene MSDS: Section 1: Chemical Product and Company Identificationburhanettin_erdemAinda não há avaliações
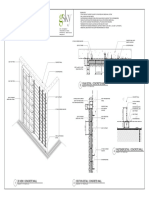
- GSKY Green Wall Panel Installation on Concrete WallDocumento1 páginaGSKY Green Wall Panel Installation on Concrete WallAbbasi HussainAinda não há avaliações
- Air-Conditioning Fundamentals ExplainedDocumento6 páginasAir-Conditioning Fundamentals ExplainedMikaela Grace OrenseAinda não há avaliações
- Examen Funcional SLP 2222 - Reading Comprehension - PruebaDocumento6 páginasExamen Funcional SLP 2222 - Reading Comprehension - PruebajajimelAinda não há avaliações
- Starbucks Complete Training ManualDocumento43 páginasStarbucks Complete Training ManualGopal Alan100% (33)
- 10.6.1 Conexiones Domiciliarias de Agua Potable - Sector 1Documento1 página10.6.1 Conexiones Domiciliarias de Agua Potable - Sector 1Giovany Levano SaldañaAinda não há avaliações