Você também pode gostar
- Section 8 Bevel GearingDocumento5 páginasSection 8 Bevel GearingLiniel de JesusAinda não há avaliações
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsAinda não há avaliações
- Quality Gear Inspection - Part IDocumento7 páginasQuality Gear Inspection - Part Isurawutwijarn100% (1)
- HOERBIGER DCT-Type SynchronizerDocumento4 páginasHOERBIGER DCT-Type SynchronizermaheshmbelgaviAinda não há avaliações
- C DodgeDocumento42 páginasC DodgeDaniel BolivarAinda não há avaliações
- Bevel Gear Load CapacityDocumento11 páginasBevel Gear Load CapacityAriel Rasjido50% (2)
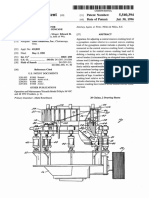
- Us 5540394Documento10 páginasUs 5540394estramilsolutionAinda não há avaliações
- Falk Installation Manuel, Ring Gear, Pages 17 24Documento8 páginasFalk Installation Manuel, Ring Gear, Pages 17 24Yerko NavarroAinda não há avaliações
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainAinda não há avaliações
- Daido Hydrodynamic BRG Material PDFDocumento2 páginasDaido Hydrodynamic BRG Material PDFMachineryengAinda não há avaliações
- Project Street Rod: The Step-by-step Restoration of a Popular Vintage CarNo EverandProject Street Rod: The Step-by-step Restoration of a Popular Vintage CarAinda não há avaliações
- Crossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeNo EverandCrossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeAinda não há avaliações
- Eaton Brass Products Master CatalogDocumento166 páginasEaton Brass Products Master CatalogMarvin Nta DgzAinda não há avaliações
- First Published in MOTOR TRADER November 30, 1955Documento1 páginaFirst Published in MOTOR TRADER November 30, 1955Stephen CarterAinda não há avaliações
- Basic Gear Terminology and CalculationDocumento10 páginasBasic Gear Terminology and CalculationTesseract spyderAinda não há avaliações
- Riding Mower PartsDocumento17 páginasRiding Mower PartsDwight MorrisonAinda não há avaliações
- Design and Analysis Procedures For Shafts and Splines: Paul E. BurkeDocumento21 páginasDesign and Analysis Procedures For Shafts and Splines: Paul E. BurkeBalasrinivasan Murugan100% (3)
- ChassisDocumento21 páginasChassisphamxuannam2002Ainda não há avaliações
- Gear Grades EquivalenttablesDocumento1 páginaGear Grades Equivalenttablesamir_fortunateAinda não há avaliações
- Lathe Diagram With ExplanationDocumento3 páginasLathe Diagram With ExplanationEnrico959Ainda não há avaliações
- tsb09 11 05Documento2 páginastsb09 11 05statikuz100% (2)
- Binder 2Documento123 páginasBinder 2CHOMLEEAinda não há avaliações
- GB - T 10095.2-2008Documento5 páginasGB - T 10095.2-2008taghdirimAinda não há avaliações
- Snap OnDocumento652 páginasSnap OnAbdullah Alomayri75% (4)
- Bonfiglioli Geared MotorDocumento584 páginasBonfiglioli Geared MotorProdip SarkarAinda não há avaliações
- Gear Quality PDFDocumento3 páginasGear Quality PDFvijaykumarnAinda não há avaliações
- Asme B5.11-1964 (2018)Documento16 páginasAsme B5.11-1964 (2018)vijay pawarAinda não há avaliações
- Steering Universal JointsDocumento11 páginasSteering Universal JointsAman JainAinda não há avaliações
- Metallurgical Aspects To Be Considered in Gear and Shaft DesignDocumento7 páginasMetallurgical Aspects To Be Considered in Gear and Shaft DesignSivaraman VisvanathanAinda não há avaliações
- 150cc Service Manual 14589R4 PDFDocumento82 páginas150cc Service Manual 14589R4 PDFJozo ĆurčićAinda não há avaliações
- Cat701e Oil SealsDocumento119 páginasCat701e Oil SealsTommy CamposAinda não há avaliações
- Catalogo EBC 2011Documento524 páginasCatalogo EBC 2011Diego Solano ArayaAinda não há avaliações
- Piston ManufacturingDocumento23 páginasPiston ManufacturingBogdan CristeaAinda não há avaliações
- Cycloid Drive - Replaced by Planocentric Involute Gearing PDFDocumento6 páginasCycloid Drive - Replaced by Planocentric Involute Gearing PDFMax GrandeAinda não há avaliações
- Standards Development: Enclosed Drives: Agma VoicesDocumento2 páginasStandards Development: Enclosed Drives: Agma VoicesRittik ChakrabortyAinda não há avaliações
- FALK Reducers PDFDocumento11 páginasFALK Reducers PDFangel017Ainda não há avaliações
- Torsion Bar MaterialDocumento10 páginasTorsion Bar MaterialParichay SaxenaAinda não há avaliações
- Rear AxleDocumento108 páginasRear AxleSlobodanAinda não há avaliações
- Adjustment of The HD-8 Carburetors For The BJ8 Courtesy of Steve ByersDocumento13 páginasAdjustment of The HD-8 Carburetors For The BJ8 Courtesy of Steve ByersJ.d. LangleyAinda não há avaliações
- Influence of Gear Loads On Spline Couplings: C.H. Wink and M. NakandakarDocumento8 páginasInfluence of Gear Loads On Spline Couplings: C.H. Wink and M. NakandakarJames TsaiAinda não há avaliações
- The Deckel SO Grinder Buyer's Guide: by Phil Kerner, The Tool & Die GuyDocumento6 páginasThe Deckel SO Grinder Buyer's Guide: by Phil Kerner, The Tool & Die GuyAnders LarssonAinda não há avaliações
- (Metalworking) Welding and MachiningDocumento1.767 páginas(Metalworking) Welding and MachiningEugeneAinda não há avaliações
- Gear TechnologyDocumento52 páginasGear TechnologyJithinAinda não há avaliações
- Install Bevel Gears PDFDocumento3 páginasInstall Bevel Gears PDFjemanuelvAinda não há avaliações
- SKF No Wear Coating - DLCDocumento6 páginasSKF No Wear Coating - DLCLLAinda não há avaliações
- Lincoln 2010 MKX Owners ManualDocumento313 páginasLincoln 2010 MKX Owners ManualLorenzo RodriguezAinda não há avaliações
- POWERTRAINDocumento10 páginasPOWERTRAINarpitaAinda não há avaliações
- Speed Reducer GearboxDocumento14 páginasSpeed Reducer Gearboxعبد للهAinda não há avaliações
- Kisssoft Tut 015 E BevelgearDocumento22 páginasKisssoft Tut 015 E BevelgearJorge Ronald Cabrera ÑaupaAinda não há avaliações
- 0611 GearSolutionsDocumento72 páginas0611 GearSolutionspoorianaAinda não há avaliações
- Involute Splines, BasicsDocumento12 páginasInvolute Splines, Basicsewillia13Ainda não há avaliações
- Gears, Splines, and Serrations: Unit 24Documento8 páginasGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- KissSoft Article GearAnalysisAndOptimization PDFDocumento12 páginasKissSoft Article GearAnalysisAndOptimization PDFeng13Ainda não há avaliações
- Product Catalogue-300M Series Modular Planetary Gearboxes IE2-IE3 - ENG - R02 - 0Documento598 páginasProduct Catalogue-300M Series Modular Planetary Gearboxes IE2-IE3 - ENG - R02 - 0Dispatch TranstechgearsAinda não há avaliações
- DB Series Ah MetricDocumento84 páginasDB Series Ah MetricsizwehAinda não há avaliações
- 1 in 8.5 60KG PSC Sleepers TurnoutDocumento9 páginas1 in 8.5 60KG PSC Sleepers Turnoutrailway maintenanceAinda não há avaliações
- Nanolithography - Processing Methods PDFDocumento10 páginasNanolithography - Processing Methods PDFNilesh BhardwajAinda não há avaliações
- Leadership Styles-Mckinsey EdDocumento14 páginasLeadership Styles-Mckinsey EdcrimsengreenAinda não há avaliações
- Chapter - I Introduction and Design of The StudyDocumento72 páginasChapter - I Introduction and Design of The StudyramAinda não há avaliações
- Assignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Documento2 páginasAssignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Payal sahaAinda não há avaliações
- Quiz 140322224412 Phpapp02Documento26 páginasQuiz 140322224412 Phpapp02Muhammad Mubeen Iqbal PuriAinda não há avaliações
- Julia Dito ResumeDocumento3 páginasJulia Dito Resumeapi-253713289Ainda não há avaliações
- 1 - 2020-CAP Surveys CatalogDocumento356 páginas1 - 2020-CAP Surveys CatalogCristiane AokiAinda não há avaliações
- World Insurance Report 2017Documento36 páginasWorld Insurance Report 2017deolah06Ainda não há avaliações
- Chapter 4 Achieving Clarity and Limiting Paragraph LengthDocumento1 páginaChapter 4 Achieving Clarity and Limiting Paragraph Lengthapi-550339812Ainda não há avaliações
- Sakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Documento9 páginasSakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Robert HutchinsonAinda não há avaliações
- 40 People vs. Rafanan, Jr.Documento10 páginas40 People vs. Rafanan, Jr.Simeon TutaanAinda não há avaliações
- DBMS Lab ManualDocumento57 páginasDBMS Lab ManualNarendh SubramanianAinda não há avaliações
- Comparison Between CompetitorsDocumento2 páginasComparison Between Competitorsritesh singhAinda não há avaliações
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocumento6 páginasDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaAinda não há avaliações
- UntitledDocumento216 páginasUntitledMONICA SIERRA VICENTEAinda não há avaliações
- ML Ass 2Documento6 páginasML Ass 2Santhosh Kumar PAinda não há avaliações
- BSC HTM - TourismDocumento4 páginasBSC HTM - Tourismjaydaman08Ainda não há avaliações
- Illustrating An Experiment, Outcome, Sample Space and EventDocumento9 páginasIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarAinda não há avaliações
- Shakespeare Sonnet EssayDocumento3 páginasShakespeare Sonnet Essayapi-5058594660% (1)
- Bolt Grade Markings and Strength ChartDocumento2 páginasBolt Grade Markings and Strength ChartGregory GaschteffAinda não há avaliações
- Radon-222 Exhalation From Danish Building Material PDFDocumento63 páginasRadon-222 Exhalation From Danish Building Material PDFdanpalaciosAinda não há avaliações
- Skills Checklist - Gastrostomy Tube FeedingDocumento2 páginasSkills Checklist - Gastrostomy Tube Feedingpunam todkar100% (1)
- Epson Stylus Pro 7900/9900: Printer GuideDocumento208 páginasEpson Stylus Pro 7900/9900: Printer GuideJamesAinda não há avaliações
- Sample Resume For Supply Chain Logistics PersonDocumento2 páginasSample Resume For Supply Chain Logistics PersonAmmar AbbasAinda não há avaliações
- WBDocumento59 páginasWBsahil.singhAinda não há avaliações
- Buried PipelinesDocumento93 páginasBuried PipelinesVasant Kumar VarmaAinda não há avaliações
- ReadmeDocumento2 páginasReadmechethan100% (1)
- CV Augusto Brasil Ocampo MedinaDocumento4 páginasCV Augusto Brasil Ocampo MedinaAugusto Brasil Ocampo MedinaAinda não há avaliações
- Continue Practice Exam Test Questions Part 1 of The SeriesDocumento7 páginasContinue Practice Exam Test Questions Part 1 of The SeriesKenn Earl Bringino VillanuevaAinda não há avaliações