Você também pode gostar
- Astm A363Documento3 páginasAstm A363Adolfo Luis Avila Murcia100% (1)
- ASTM A767-A767M - 2016 enDocumento5 páginasASTM A767-A767M - 2016 enszafak100% (1)
- Astm F436M - 2016 PDFDocumento8 páginasAstm F436M - 2016 PDFMuhammad Reza SeptyansyahAinda não há avaliações
- Astm A325Documento8 páginasAstm A325Jose M-h0% (1)
- Ansi O5 1.2008Documento56 páginasAnsi O5 1.2008Jose Cierto100% (1)
- Design of Guyed Electrical Transmission Structures: ASCE Manuals and Reports On Engineering Practice No. 91Documento2 páginasDesign of Guyed Electrical Transmission Structures: ASCE Manuals and Reports On Engineering Practice No. 91moisesAinda não há avaliações
- Astm A153Documento5 páginasAstm A153Gurkan100% (1)
- Astm A394 PDFDocumento6 páginasAstm A394 PDFedue slip100% (1)
- Steel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForDocumento7 páginasSteel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification Fordiego rodriguezAinda não há avaliações
- Guidelines For Electrical Transmission Line Structural LoadingDocumento324 páginasGuidelines For Electrical Transmission Line Structural LoadingHuy Thông Nguyễn100% (1)
- Of Steel: Design Latticed StructuresDocumento13 páginasOf Steel: Design Latticed StructuresCTBAinda não há avaliações
- C1513 PDFDocumento4 páginasC1513 PDFByron Paiz AragonAinda não há avaliações
- Astm F436M PDFDocumento5 páginasAstm F436M PDFEnrique AntonioAinda não há avaliações
- Asce 113Documento83 páginasAsce 113Liz RivasAinda não há avaliações
- Ansi C135.31-1988Documento4 páginasAnsi C135.31-1988Jaime Rojas FerradaAinda não há avaliações
- Astm F1554-2007 PDFDocumento10 páginasAstm F1554-2007 PDFMuhammad Reza SeptyansyahAinda não há avaliações
- Astm A 153 PDFDocumento4 páginasAstm A 153 PDFmahmoud hegazy100% (5)
- Steel Stud Assemblies For Shear Reinforcement of ConcreteDocumento5 páginasSteel Stud Assemblies For Shear Reinforcement of ConcreteDarwin DarmawanAinda não há avaliações
- Astm A123 2013 PDFDocumento8 páginasAstm A123 2013 PDFjoao carlos protz100% (2)
- Astm F1470-19Documento6 páginasAstm F1470-19Gary CabelloAinda não há avaliações
- Astm F3125 - 2019 PDFDocumento14 páginasAstm F3125 - 2019 PDFMark GuevarraAinda não há avaliações
- (2017) Ac308Documento71 páginas(2017) Ac308Sofía Córdoba Sáenz100% (2)
- ASTM A153-A153M - 2016a enDocumento5 páginasASTM A153-A153M - 2016a enszafak100% (3)
- Astm A123 PDFDocumento2 páginasAstm A123 PDFবিপ্লব পাল67% (6)
- IEEE 691 2001 pt1Documento40 páginasIEEE 691 2001 pt1Seref DoverAinda não há avaliações
- Steel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForDocumento7 páginasSteel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForFelipe Mora CanoAinda não há avaliações
- Astm f1554 Grade 36Documento9 páginasAstm f1554 Grade 36AngelicaAinda não há avaliações
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseDocumento7 páginasA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamAinda não há avaliações
- A709a 709M-17 PDFDocumento8 páginasA709a 709M-17 PDFandresAinda não há avaliações
- Ansi Sdi NC 2017 StandardDocumento15 páginasAnsi Sdi NC 2017 StandarddijAinda não há avaliações
- ASCE 48-11 Design of Steel Transmission Pole StructuresDocumento55 páginasASCE 48-11 Design of Steel Transmission Pole StructuresJCuchapin0% (4)
- Astm F2329 F2329M-15 PDFDocumento5 páginasAstm F2329 F2329M-15 PDFEdwinMauricioMacabeoAinda não há avaliações
- AISC DG11 2nd Edition Example 001 PDFDocumento12 páginasAISC DG11 2nd Edition Example 001 PDFMohamed Abo-ZaidAinda não há avaliações
- A525-79 11770Documento10 páginasA525-79 11770Oscar ÁlvarezAinda não há avaliações
- Astm A1035 A1035m-09Documento5 páginasAstm A1035 A1035m-09Manuel IbarraAinda não há avaliações
- Astm G101-04 (2020)Documento9 páginasAstm G101-04 (2020)AnrStuk50% (2)
- A108 13Documento7 páginasA108 13solrac4371100% (1)
- ASTM F 1145-92 - Standard Specification For Turnbuckles, Swaged, Welded, ForgedDocumento10 páginasASTM F 1145-92 - Standard Specification For Turnbuckles, Swaged, Welded, ForgedMohammed Shamil100% (1)
- Combinaciones ASCE 113 Substation Structure Design GuideDocumento1 páginaCombinaciones ASCE 113 Substation Structure Design GuideLEELAKER100% (1)
- Astm f1554Documento9 páginasAstm f1554Namtaru Ba'alAinda não há avaliações
- Astm F436Documento5 páginasAstm F436Quat Le DinhAinda não há avaliações
- ASTM A931-18 - Tension Testing of Wire Strand PDFDocumento4 páginasASTM A931-18 - Tension Testing of Wire Strand PDFjerin sam kurianAinda não há avaliações
- Astm A709Documento9 páginasAstm A709Jose Rueda100% (3)
- Astm A563Documento9 páginasAstm A563mhmgola100% (1)
- ASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsDocumento5 páginasASTM A90-13 Standard Test Method For Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsGeorge YinAinda não há avaliações
- A924A924M 17aDocumento13 páginasA924A924M 17aalucard375Ainda não há avaliações
- Revisi TIA-EIA 222 F&GDocumento8 páginasRevisi TIA-EIA 222 F&Gendang_kosasihAinda não há avaliações
- Ieee 693 2018Documento220 páginasIeee 693 2018Franklin Almendares Valle75% (4)
- Astm B399Documento5 páginasAstm B399rcarrasco07Ainda não há avaliações
- Astm F1554-18Documento8 páginasAstm F1554-18Mohamad Arraj100% (1)
- ASTM B231 B231M Especificaciones para Conductor Trenzado de Aluminio 1350-H19Documento11 páginasASTM B231 B231M Especificaciones para Conductor Trenzado de Aluminio 1350-H19Felipeandres Lizana Bastias100% (2)
- ASTM A924 - A924M - 22aDocumento14 páginasASTM A924 - A924M - 22aOS LaboratoryAinda não há avaliações
- Astm e 1592 2001Documento8 páginasAstm e 1592 2001mcbluedAinda não há avaliações
- Astm A673Documento4 páginasAstm A673gustavo aguilarAinda não há avaliações
- Anchor Design Guide Hilti PDFDocumento120 páginasAnchor Design Guide Hilti PDFChris MedeirosAinda não há avaliações
- Astm A475-03 R14 PDFDocumento5 páginasAstm A475-03 R14 PDFEliana MeriñoAinda não há avaliações
- Astm A 475 (1998)Documento5 páginasAstm A 475 (1998)Jeffry CuartasAinda não há avaliações
- Zinc-Coated (Galvanized) Steel Overhead Ground Wire Strand: Standard Specification ForDocumento3 páginasZinc-Coated (Galvanized) Steel Overhead Ground Wire Strand: Standard Specification ForAbid HussainAinda não há avaliações
- A 474 - 03 - Qtq3na - PDFDocumento3 páginasA 474 - 03 - Qtq3na - PDFJOSE DE LA TORREAinda não há avaliações
- Astm A111Documento3 páginasAstm A111deivisbtsAinda não há avaliações
- ASTM C231-17 Standard Test Method For Air Content of Freshly Mixed Concrete by The Pressure MethodDocumento9 páginasASTM C231-17 Standard Test Method For Air Content of Freshly Mixed Concrete by The Pressure MethodAdam Jones0% (1)
- ASTM C172 Sampling Freshly Mixed ConcreteDocumento3 páginasASTM C172 Sampling Freshly Mixed ConcreteAdam JonesAinda não há avaliações
- ASTM F1554 Anchor Rods PDFDocumento9 páginasASTM F1554 Anchor Rods PDFAdam JonesAinda não há avaliações
- D From Exp Flitch Plates DeStefano Pac 5-10-071Documento2 páginasD From Exp Flitch Plates DeStefano Pac 5-10-071mustafazahmedAinda não há avaliações
- Easi-Set Buildings Water and Waste WhitepaperDocumento23 páginasEasi-Set Buildings Water and Waste WhitepaperTrayam Enterprises -Aquatech & SystemsAinda não há avaliações
- ASTM D25 Round Timber PilesDocumento8 páginasASTM D25 Round Timber PilesAdam JonesAinda não há avaliações
- Astm C172Documento3 páginasAstm C172Abu JosephAinda não há avaliações
- 4.1 Technical Product Manual - ENDocumento116 páginas4.1 Technical Product Manual - ENkim y hAinda não há avaliações
- Guide To Attaching Exterior Wall Coverings Through Foam Sheathing To Wood or Steel Wall FramingDocumento7 páginasGuide To Attaching Exterior Wall Coverings Through Foam Sheathing To Wood or Steel Wall FramingAdam JonesAinda não há avaliações
- ASTM C173-16 Standard Test Method For Air Content of Freshly Mixed Concrete by The Volumetric MethodDocumento9 páginasASTM C173-16 Standard Test Method For Air Content of Freshly Mixed Concrete by The Volumetric MethodAdam JonesAinda não há avaliações
- Flat-Strap-Submittal-Sheet-CFMF Diagonal BraceDocumento1 páginaFlat-Strap-Submittal-Sheet-CFMF Diagonal BraceAdam JonesAinda não há avaliações
- Tek 14-03a PDFDocumento4 páginasTek 14-03a PDFdaveshitAinda não há avaliações
- Geotechnical Reposrts As Contract Documents - Miller-Sept18 - Structures MagDocumento1 páginaGeotechnical Reposrts As Contract Documents - Miller-Sept18 - Structures MagAdam JonesAinda não há avaliações
- Structure Magazine Authors - HandbookDocumento13 páginasStructure Magazine Authors - HandbookAdam JonesAinda não há avaliações
- Not Your Typical Truss JobDocumento5 páginasNot Your Typical Truss JobAdam JonesAinda não há avaliações
- RCSC Table 2.1 Nut and Washer TypesDocumento1 páginaRCSC Table 2.1 Nut and Washer TypesAdam JonesAinda não há avaliações
- NAIOP Terminology - Office and Industrial MarketDocumento25 páginasNAIOP Terminology - Office and Industrial MarketAdam JonesAinda não há avaliações
- 14-01b Section Properties of Cmu WallsDocumento8 páginas14-01b Section Properties of Cmu WallsAdam JonesAinda não há avaliações
- Publishing in Asce Journals: A Guide For AuthorsDocumento48 páginasPublishing in Asce Journals: A Guide For AuthorsAdam JonesAinda não há avaliações
- PCI Hollow Core Specifications 4-8-11Documento7 páginasPCI Hollow Core Specifications 4-8-11Ako BogdaAinda não há avaliações
- Improving Detailing For MasonryDocumento10 páginasImproving Detailing For MasonryAdam JonesAinda não há avaliações
- 14-4B Strength Design Provisions For Concrete MasnoryDocumento8 páginas14-4B Strength Design Provisions For Concrete MasnoryAdam JonesAinda não há avaliações
- ASTM C192 Standard Practice For Making and Curing Concrete Test Specimens in The LaboratoryDocumento8 páginasASTM C192 Standard Practice For Making and Curing Concrete Test Specimens in The LaboratoryAdam Jones100% (3)
- 2017 Technical Data Guide For Precast, Prestressed Concrete Hollow-Core PlankDocumento40 páginas2017 Technical Data Guide For Precast, Prestressed Concrete Hollow-Core PlankAdam JonesAinda não há avaliações
- Structural SpecificationsDocumento2 páginasStructural SpecificationsAdam JonesAinda não há avaliações
- North American Standards For Cold-Formed Steel FramingDocumento50 páginasNorth American Standards For Cold-Formed Steel FramingNatalia OviedoAinda não há avaliações
- Behaviour of Gypsum Sheathed Point-Symmetric Cold-Formed Steel Members - Assessment of AISI Design Method PDFDocumento22 páginasBehaviour of Gypsum Sheathed Point-Symmetric Cold-Formed Steel Members - Assessment of AISI Design Method PDFAdam JonesAinda não há avaliações
- Weather Delays and Impacts - Cost EngineeringDocumento1 páginaWeather Delays and Impacts - Cost EngineeringAdam JonesAinda não há avaliações
- Analysis of Adverse Weather For Excusable Delays - ASCE Journal of Construction EngineeringDocumento10 páginasAnalysis of Adverse Weather For Excusable Delays - ASCE Journal of Construction EngineeringAdam JonesAinda não há avaliações
- How To Determine Construction Project Rain Delay Times Using Local Rainfall Databases - ASCE JournalDocumento6 páginasHow To Determine Construction Project Rain Delay Times Using Local Rainfall Databases - ASCE JournalAdam JonesAinda não há avaliações
- CableDocumento296 páginasCablevinaybabaAinda não há avaliações
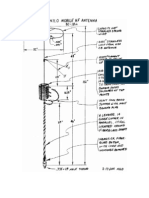
- Antena Movil HFDocumento10 páginasAntena Movil HF10sd156100% (1)
- General Requirements For Wire Rods and Coarse Round Wire, Carbon SteelDocumento7 páginasGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon SteelAdrian PortillaAinda não há avaliações
- 2016catalogo CHINADocumento222 páginas2016catalogo CHINACarlos SatoAinda não há avaliações
- Load Schedule Main Panel LatesttDocumento16 páginasLoad Schedule Main Panel LatesttMel GonzalesAinda não há avaliações
- Lab - 4 Meter Bridge (Null Method) : TheoryDocumento3 páginasLab - 4 Meter Bridge (Null Method) : TheoryAakif BhattiAinda não há avaliações
- Ericore: Lower Termination InstructionsDocumento6 páginasEricore: Lower Termination InstructionsRuben GutierrezAinda não há avaliações
- 3rd Quarter Test in Science 5Documento8 páginas3rd Quarter Test in Science 5Sonny Matias83% (29)
- Design in BrassDocumento16 páginasDesign in Brassjohn_progecoAinda não há avaliações
- MV, HV, EHV Cable Catalogue - DEMiRERDocumento80 páginasMV, HV, EHV Cable Catalogue - DEMiRERAnti Freeze100% (1)
- Crimping A Category 5Documento4 páginasCrimping A Category 5mtguillermoAinda não há avaliações
- 50kVA TEODORICO N.ADARNA-Model - PDF EbuenDocumento1 página50kVA TEODORICO N.ADARNA-Model - PDF EbuenElvin CagasAinda não há avaliações
- Straight JointDocumento1 páginaStraight JointdillehAinda não há avaliações
- Proper Storing of Hand Tools and Instruments: SjkhsDocumento43 páginasProper Storing of Hand Tools and Instruments: SjkhsFrancess Mae BunaganAinda não há avaliações
- Grounding Recommendations For On Site Power Systems - CumminsDocumento29 páginasGrounding Recommendations For On Site Power Systems - CumminsHerman FinolAinda não há avaliações
- Adamites Teel RollsDocumento2 páginasAdamites Teel Rollsshrikant mishraAinda não há avaliações
- Degradation Mechanisms of Wire Ropes Operating On Multi-Layer Crane and Mine Hoisting Drums PDFDocumento19 páginasDegradation Mechanisms of Wire Ropes Operating On Multi-Layer Crane and Mine Hoisting Drums PDFBruno SantosAinda não há avaliações
- Finding The Young Modulus of A Wire Student Worksheet: TheoryDocumento5 páginasFinding The Young Modulus of A Wire Student Worksheet: TheoryAleva KongAinda não há avaliações
- BS en 10257-2-2011Documento14 páginasBS en 10257-2-2011david13andrei100% (2)
- Data Cener Cable TrayDocumento5 páginasData Cener Cable TrayOzan AtıcıAinda não há avaliações
- Chain Link FenceDocumento2 páginasChain Link FencekarimakkiAinda não há avaliações
- Skip Og Offshore 2013Documento35 páginasSkip Og Offshore 2013Daniel GarciaAinda não há avaliações
- SWP For MBDocumento12 páginasSWP For MBDines VijayadevarAinda não há avaliações
- Imortancia de Los PanelesDocumento9 páginasImortancia de Los Panelesjuan carlos velascoAinda não há avaliações
- CCW Armored Composite OMNICABLEDocumento2 páginasCCW Armored Composite OMNICABLELuis DGAinda não há avaliações
- Fastmig MF 33 Om enDocumento16 páginasFastmig MF 33 Om enAdamAinda não há avaliações
- Fci Basics Crimp LeadDocumento1 páginaFci Basics Crimp LeadBassem BouzraraAinda não há avaliações
- Grade 08 Science 2nd Term Test Paper 2019 English Medium North Central ProvinceDocumento7 páginasGrade 08 Science 2nd Term Test Paper 2019 English Medium North Central ProvinceRythm of the heartAinda não há avaliações
- Brochure Cunifer TubesDocumento12 páginasBrochure Cunifer TubesSai PrasathAinda não há avaliações
- Technology of Sweets (Mithai) With FormulaeDocumento97 páginasTechnology of Sweets (Mithai) With Formulaeeiribooks42% (24)