Você também pode gostar
- Reverse-Circulation Cementing and Foamed Latex Cement Enable Drilling in Lost - Circulation ZonesDocumento5 páginasReverse-Circulation Cementing and Foamed Latex Cement Enable Drilling in Lost - Circulation ZonesRMolina65Ainda não há avaliações
- Geothermal Well Cementing TechniquesDocumento32 páginasGeothermal Well Cementing TechniquesJessica Cecilia Silva AnguloAinda não há avaliações
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!No EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Nota: 5 de 5 estrelas5/5 (2)
- PE-12 Well Stimulation and Clean UpDocumento14 páginasPE-12 Well Stimulation and Clean Upeng20072007Ainda não há avaliações
- Solids Induced Pack-Off Packing Off - First ActionsDocumento4 páginasSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsAinda não há avaliações
- The Fundamentals The FundamentalsDocumento55 páginasThe Fundamentals The FundamentalsJose PerozoAinda não há avaliações
- Cementing Thru CT 53244Documento5 páginasCementing Thru CT 53244islam atifAinda não há avaliações
- Introduction To Well Cementing Model AnswerDocumento3 páginasIntroduction To Well Cementing Model AnswerKader Bakour100% (1)
- Workover Planning: Ask For Skillup Drilling & Workover CoursesDocumento44 páginasWorkover Planning: Ask For Skillup Drilling & Workover Coursessaer oklaAinda não há avaliações
- Casing TypesDocumento13 páginasCasing Typeshardik khandelwal100% (3)
- Chapter 1-2-Drilling Components Systems Types PersonnelDocumento140 páginasChapter 1-2-Drilling Components Systems Types Personnelbakri OmanAinda não há avaliações
- CCS Brochure PDFDocumento28 páginasCCS Brochure PDFChandra PramanaAinda não há avaliações
- 03 - Differential StickingDocumento0 página03 - Differential StickingSam AbdulAinda não há avaliações
- SLB Dowel CementPlugs PDFDocumento27 páginasSLB Dowel CementPlugs PDFMohamed MahmoudAinda não há avaliações
- From Mud To Cement PDFDocumento15 páginasFrom Mud To Cement PDFFabian MontoyaAinda não há avaliações
- Helical Buckling of Coiled Tubing in Directional Oil Wellbores 2009Documento1 páginaHelical Buckling of Coiled Tubing in Directional Oil Wellbores 2009SIMULIACorpAinda não há avaliações
- Coiled Tubing CompletionDocumento9 páginasCoiled Tubing Completionreborn2Ainda não há avaliações
- Bore MaxDocumento2 páginasBore Maxibjsa7586Ainda não há avaliações
- Oil and Gas Well Perforation TechniquesDocumento27 páginasOil and Gas Well Perforation TechniquesAiham AltayehAinda não há avaliações
- Artificial LiftDocumento7 páginasArtificial LiftShakerMahmoodAinda não há avaliações
- Gunk Plug Placement ProcedureDocumento2 páginasGunk Plug Placement ProcedureLenin Diaz100% (3)
- OGJ - Eight Steps Ensure Successful Cement JobsDocumento24 páginasOGJ - Eight Steps Ensure Successful Cement Jobsnissefar007100% (3)
- SPE-203872-MS - Multistage FracutringDocumento24 páginasSPE-203872-MS - Multistage Fracutringzach100% (1)
- Guía para Tapones de CementoDocumento15 páginasGuía para Tapones de CementoJunnior López PintadoAinda não há avaliações
- Unit - 5 - Workover OperationsDocumento23 páginasUnit - 5 - Workover OperationsjeedAinda não há avaliações
- Reverse Circulation Cementing: The Complete PictureDocumento104 páginasReverse Circulation Cementing: The Complete PictureJoan Corso100% (1)
- Use of Nanomaterials in Cementing ApplicationsDocumento0 páginaUse of Nanomaterials in Cementing ApplicationsMobeen MurtazaAinda não há avaliações
- Cementing ChecklistsDocumento2 páginasCementing ChecklistsYougchu LuanAinda não há avaliações
- 6.1b Cementing TechnologyDocumento69 páginas6.1b Cementing TechnologySamuel OkezieAinda não há avaliações
- S2 2015 336441 Chapter1Documento15 páginasS2 2015 336441 Chapter1arispriyatmonoAinda não há avaliações
- Slimhole cementing guideDocumento33 páginasSlimhole cementing guideTariqAinda não há avaliações
- Measuring Density of Mud SamplesDocumento11 páginasMeasuring Density of Mud SamplesCistus AbenAinda não há avaliações
- Casing and Cement CourseDocumento382 páginasCasing and Cement CourseMortaja Ben KhalifaAinda não há avaliações
- Drilling Fluid QuestionsDocumento2 páginasDrilling Fluid QuestionsMunsef AL-juroshyAinda não há avaliações
- Drilling Fluids: Islamic Azad University Science and Research Branch Drilling DepartmentDocumento26 páginasDrilling Fluids: Islamic Azad University Science and Research Branch Drilling Departmentali nahiAinda não há avaliações
- Gas MigrationDocumento39 páginasGas MigrationAli AliievAinda não há avaliações
- Management of Lost CirculationDocumento8 páginasManagement of Lost CirculationKolawole AdisaAinda não há avaliações
- CTD Liner Running & CementingDocumento6 páginasCTD Liner Running & CementingAdel Ahmed AlkhaligyAinda não há avaliações
- Cement CalculationsDocumento25 páginasCement CalculationsKristi MicheleAinda não há avaliações
- ENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageDocumento8 páginasENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageHamid Reza BabaeiAinda não há avaliações
- Effects of Thickening Time On The Application of Cement Slurry For High PressureDocumento10 páginasEffects of Thickening Time On The Application of Cement Slurry For High PressureAlexander DeckerAinda não há avaliações
- HPHT CementingDocumento2 páginasHPHT CementingOdesya SatyaAinda não há avaliações
- Drilling Optimization PDFDocumento22 páginasDrilling Optimization PDFRoyAinda não há avaliações
- Rtts Packer: Simple, Versatile Means For Testing, Treating and Squeeze Cement OperationsDocumento4 páginasRtts Packer: Simple, Versatile Means For Testing, Treating and Squeeze Cement OperationsEmad JamshidiAinda não há avaliações
- Well WorkoverDocumento17 páginasWell WorkoverHasnain TariqAinda não há avaliações
- SPE-116364-Entrance Pressure of Oil Based Mud Into Shale Effect of Shale, WaterDocumento19 páginasSPE-116364-Entrance Pressure of Oil Based Mud Into Shale Effect of Shale, WaterwjawichAinda não há avaliações
- Cementing: IntroductionDocumento4 páginasCementing: IntroductionanuAinda não há avaliações
- Chapter 2 - CementingDocumento31 páginasChapter 2 - CementingSatees KrishnanAinda não há avaliações
- Low Viscosity Drilling Fluid, LSRVDocumento8 páginasLow Viscosity Drilling Fluid, LSRVMohitTagotraAinda não há avaliações
- W181 - Preparation For The Wellsite CementingDocumento31 páginasW181 - Preparation For The Wellsite Cementinghardrockgeo6088Ainda não há avaliações
- Cementing Solid Expendable TubularDocumento2 páginasCementing Solid Expendable Tubularlone_PEAinda não há avaliações
- Spe 196232 MSDocumento18 páginasSpe 196232 MShijoetigreAinda não há avaliações
- SPE/IADC 85287 Fastest Deep Marrat Well in North Kuwait: Case History of Raudhatain 206Documento13 páginasSPE/IADC 85287 Fastest Deep Marrat Well in North Kuwait: Case History of Raudhatain 206TheNourEldenAinda não há avaliações
- 13 3-8" Cementing Program ChecklistDocumento2 páginas13 3-8" Cementing Program ChecklistYougchu LuanAinda não há avaliações
- 3-Consideration On Cement PlugsDocumento9 páginas3-Consideration On Cement PlugsAry RachmanAinda não há avaliações
- Drilling FluidDocumento48 páginasDrilling FluidNasih AhmadAinda não há avaliações
- Cementing Processes and Equipment in Well Drilling LessonsDocumento27 páginasCementing Processes and Equipment in Well Drilling LessonsKrupal PatelAinda não há avaliações
- Squeeze Cementing Remedial Job Design & Procedure GuideDocumento10 páginasSqueeze Cementing Remedial Job Design & Procedure GuideAbdelkader FattoucheAinda não há avaliações
- Fundamentals and Applications of Bionic Drilling FluidsNo EverandFundamentals and Applications of Bionic Drilling FluidsAinda não há avaliações
- SongsDocumento2 páginasSongsAbhinav SharmaAinda não há avaliações
- Well NO. Formation Electrologging Angle of DIP Expected Oil/Gas ShowDocumento4 páginasWell NO. Formation Electrologging Angle of DIP Expected Oil/Gas ShowAbhinav SharmaAinda não há avaliações
- JD For MRM CAPITAL ONEDocumento3 páginasJD For MRM CAPITAL ONEAbhinav SharmaAinda não há avaliações
- Density-Based Clustering Validation: April 2014Documento10 páginasDensity-Based Clustering Validation: April 2014Abhinav SharmaAinda não há avaliações
- CBM Book IntroDocumento1 páginaCBM Book IntroRihamAinda não há avaliações
- Case of Oil and Gas PolicyDocumento5 páginasCase of Oil and Gas PolicySai SujanAinda não há avaliações
- UPES Parent Declaration FormDocumento1 páginaUPES Parent Declaration FormAbhinav SharmaAinda não há avaliações
- Chevrolet NotesDocumento3 páginasChevrolet NotesAbhinav SharmaAinda não há avaliações
- Conventional Coring - AAPG WikiDocumento9 páginasConventional Coring - AAPG WikiAbhinav SharmaAinda não há avaliações
- Abstract:: Optimization of Kick Control Using Smart Kick Detection Technology For Offshore WellsDocumento1 páginaAbstract:: Optimization of Kick Control Using Smart Kick Detection Technology For Offshore WellsAbhinav SharmaAinda não há avaliações
- Well Prognosis Planning and MonitoringDocumento35 páginasWell Prognosis Planning and MonitoringKiryaki FrancisAinda não há avaliações
- Flow Gas Regimes in Shale Gas Reservoir: AbstractDocumento2 páginasFlow Gas Regimes in Shale Gas Reservoir: AbstractAbhinav SharmaAinda não há avaliações
- ReferencesDocumento1 páginaReferencesAbhinav SharmaAinda não há avaliações
- Surface FacilitiesDocumento20 páginasSurface Facilitiesheriku_mulyaAinda não há avaliações
- WebtocDocumento19 páginasWebtocAbhinav SharmaAinda não há avaliações
- Reservoir Lab Manual 2015-16Documento39 páginasReservoir Lab Manual 2015-16Abhinav Sharma67% (3)
- Prog - All 11.Documento11 páginasProg - All 11.Abhinav SharmaAinda não há avaliações
- 07122-27-TS-Overview Current Coalbedf Methane Extraction Technologies-12!01!08 PDocumento9 páginas07122-27-TS-Overview Current Coalbedf Methane Extraction Technologies-12!01!08 PMiguel AlvaradoAinda não há avaliações
- Rumus NgeborDocumento5 páginasRumus NgeborafrianAinda não há avaliações
- Flow Gas Regimes in Shale Gas Reservoir: AbstractDocumento2 páginasFlow Gas Regimes in Shale Gas Reservoir: AbstractAbhinav SharmaAinda não há avaliações
- Well NO. Formation Electrologging Angle of Dip Expected Oil/Gas ShowDocumento5 páginasWell NO. Formation Electrologging Angle of Dip Expected Oil/Gas ShowAbhinav SharmaAinda não há avaliações
- CBM Drilling Practical MethodsDocumento1 páginaCBM Drilling Practical MethodsAbhinav SharmaAinda não há avaliações
- Drilling Engineering - PE 311Documento49 páginasDrilling Engineering - PE 311Adnan JadoonAinda não há avaliações
- Volumetric CalculationsDocumento9 páginasVolumetric CalculationsFuad MohamedAinda não há avaliações
- CommunicationDocumento16 páginasCommunicationAbhinav SharmaAinda não há avaliações
- Proposal of Stinger BitsDocumento22 páginasProposal of Stinger BitsAbhinav SharmaAinda não há avaliações
- File Handling in C 7Documento20 páginasFile Handling in C 7Abhinav SharmaAinda não há avaliações
- Thermodynamics BasicsDocumento12 páginasThermodynamics BasicsAbhinav SharmaAinda não há avaliações
- Books For Reading For ProductionDocumento1 páginaBooks For Reading For ProductionAbhinav SharmaAinda não há avaliações
- Green Worcester PlanDocumento46 páginasGreen Worcester PlanMichael ElflandAinda não há avaliações
- Ship EducationDocumento34 páginasShip EducationBabu MuruganAinda não há avaliações
- Station Locations in Caloocan, Malabon, Valenzuela & Nearby CitiesDocumento15 páginasStation Locations in Caloocan, Malabon, Valenzuela & Nearby CitiesTricia Mae Paras WajeAinda não há avaliações
- Turbo CompressorDocumento6 páginasTurbo Compressorrajanrane420Ainda não há avaliações
- Agenda Dynamics and Policy Subsystems Baumgartner1991Documento32 páginasAgenda Dynamics and Policy Subsystems Baumgartner1991Gustavo Decap AgüeroAinda não há avaliações
- Trane Parts Catalogue 2015Documento202 páginasTrane Parts Catalogue 2015Said ZubizaAinda não há avaliações
- Hyperflow: The RevolutionDocumento8 páginasHyperflow: The RevolutionAvishay TufikianAinda não há avaliações
- Research Commercial CenterDocumento100 páginasResearch Commercial CenterMia S. RetomeAinda não há avaliações
- Closer #1Documento32 páginasCloser #1Mike SmallAinda não há avaliações
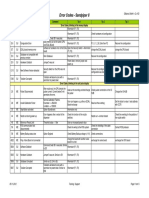
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDocumento5 páginasTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowAinda não há avaliações
- MMTDocumento36 páginasMMTAvoyAinda não há avaliações
- User Manual: T6DBG721N T6DBG720NDocumento26 páginasUser Manual: T6DBG721N T6DBG720NViorica TrohinAinda não há avaliações
- Engineering Laboratory (En19003) Experiment No. 4 (Ee2) : Open Circuit and Short Circuit Test of Single Phase TransformerDocumento4 páginasEngineering Laboratory (En19003) Experiment No. 4 (Ee2) : Open Circuit and Short Circuit Test of Single Phase TransformerEvan JoshyAinda não há avaliações
- We n5523521 v7 Hendrix Covered ConductorDocumento55 páginasWe n5523521 v7 Hendrix Covered ConductorJ. Mauricio A. BejaranoAinda não há avaliações
- Bum 60 S: Single Power UnitDocumento62 páginasBum 60 S: Single Power UnitBruno CardosoAinda não há avaliações
- Ventilation of The Industrial Environment PDFDocumento7 páginasVentilation of The Industrial Environment PDFnelson escuderoAinda não há avaliações
- Technical Specification TREO CF I48CA1Documento1 páginaTechnical Specification TREO CF I48CA1Razvan CorciuAinda não há avaliações
- Innovation SiemensDocumento11 páginasInnovation SiemensOviri Charles Umude-IgbruAinda não há avaliações
- Paper 3 Acid Dew Point Corrosion in HRSGsDocumento83 páginasPaper 3 Acid Dew Point Corrosion in HRSGsKarna2504100% (1)
- ArresterFacts 032 The Sheath Voltage LimiterDocumento9 páginasArresterFacts 032 The Sheath Voltage Limiterdwas1314Ainda não há avaliações
- Molecular Orbital TutorialDocumento28 páginasMolecular Orbital TutorialehmedAinda não há avaliações
- The SF6 Transition - PresentationDocumento16 páginasThe SF6 Transition - Presentationjunior_jazzzAinda não há avaliações
- Aeroshell Ascender: Performance, Features & Benefits Main ApplicationsDocumento3 páginasAeroshell Ascender: Performance, Features & Benefits Main ApplicationsRicardo LacskoAinda não há avaliações
- Rr312003 Turbo MachineryDocumento8 páginasRr312003 Turbo MachinerySrinivasa Rao GAinda não há avaliações
- Automatic Water Tank Level Controller Motor Driver Circuit - Engineering Project Without Microcontroller - Circuits Gallery PDFDocumento29 páginasAutomatic Water Tank Level Controller Motor Driver Circuit - Engineering Project Without Microcontroller - Circuits Gallery PDFEi Po Po AungAinda não há avaliações
- Vat Rates enDocumento27 páginasVat Rates enpacocastroAinda não há avaliações
- SMC1500-2U: Product Data SheetDocumento3 páginasSMC1500-2U: Product Data SheetRedes ItcAinda não há avaliações
- WEF Making Affordable Housing A Reality in Cities ReportDocumento60 páginasWEF Making Affordable Housing A Reality in Cities ReportAnonymous XUFoDm6dAinda não há avaliações
- DCVDocumento35 páginasDCVTanoj Patro100% (1)