Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Get Rich and Financially Independent with The Wealthy BarberDocumento219 páginasGet Rich and Financially Independent with The Wealthy BarbercutefrenzyAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- 577 ExerciseDocumento40 páginas577 Exerciseariyamanjula2914100% (1)
- Nozzle ProDocumento185 páginasNozzle Progoodspeed_ph83% (6)
- Welding Defects GuideDocumento16 páginasWelding Defects Guidepozolab0% (1)
- Welding Defects GuideDocumento16 páginasWelding Defects Guidepozolab0% (1)
- Weld Faults QuestionsDocumento70 páginasWeld Faults QuestionscutefrenzyAinda não há avaliações
- Chapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsDocumento23 páginasChapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsEl Sayed ZakariaAinda não há avaliações
- Amiantit. Field Installation ProcedureDocumento37 páginasAmiantit. Field Installation ProcedureABAID ULLAHAinda não há avaliações
- Ansys Multiphysics Systems CouplingDocumento33 páginasAnsys Multiphysics Systems CouplingmanjunathbagaliAinda não há avaliações
- Catalyst Chage OperationDocumento59 páginasCatalyst Chage OperationcutefrenzyAinda não há avaliações
- Plastic Solvent WeldingDocumento5 páginasPlastic Solvent Weldingdavid_graves_okstateAinda não há avaliações
- Dehydrogenation Process Description المشروعDocumento5 páginasDehydrogenation Process Description المشروعsaeed909909Ainda não há avaliações
- Genralized Corrosion Cost AnalysisDocumento34 páginasGenralized Corrosion Cost AnalysiscutefrenzyAinda não há avaliações
- Fundamentals of Multiphase FlowDocumento410 páginasFundamentals of Multiphase FlowF.L.YAinda não há avaliações
- RDC Product CatalogDocumento4 páginasRDC Product CatalogcutefrenzyAinda não há avaliações
- Peening and FatigueDocumento6 páginasPeening and FatiguecutefrenzyAinda não há avaliações
- Tempil-Iron Carbon DiagramDocumento1 páginaTempil-Iron Carbon DiagramcutefrenzyAinda não há avaliações
- XRF and XRDDocumento2 páginasXRF and XRDcutefrenzyAinda não há avaliações
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocumento5 páginasEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00Ainda não há avaliações
- Keep Computer Awake - Alt + F8 To Break Into Loop and ExitDocumento3 páginasKeep Computer Awake - Alt + F8 To Break Into Loop and ExitcutefrenzyAinda não há avaliações
- Mine Development Surface Water Engineering PlanDocumento10 páginasMine Development Surface Water Engineering PlancutefrenzyAinda não há avaliações
- Nickel Alloy Material SelectionDocumento39 páginasNickel Alloy Material SelectioncutefrenzyAinda não há avaliações
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocumento5 páginasEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00Ainda não há avaliações
- Oil & Gas Downstream - EN-weldingDocumento22 páginasOil & Gas Downstream - EN-weldingcutefrenzyAinda não há avaliações
- Hfss 2way Thermal DimensionsDocumento34 páginasHfss 2way Thermal DimensionscutefrenzyAinda não há avaliações
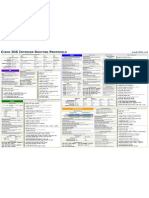
- IOS Interior Routing ProtocolsDocumento1 páginaIOS Interior Routing ProtocolsRhythum KumarAinda não há avaliações
- Mek4450 Ife Day1 Lesson2Documento32 páginasMek4450 Ife Day1 Lesson2cutefrenzyAinda não há avaliações
- Intro To Basic UTDocumento41 páginasIntro To Basic UTgirish310100% (1)
- Manual Recipientes Sometidos Presion PDFDocumento29 páginasManual Recipientes Sometidos Presion PDFckkashyap0007Ainda não há avaliações
- Support Design PDFDocumento42 páginasSupport Design PDFbalramkinageAinda não há avaliações
- Read Me InterimDocumento1 páginaRead Me InterimcutefrenzyAinda não há avaliações
- Eddy Current Carburzation Measurements in TubesDocumento9 páginasEddy Current Carburzation Measurements in TubescutefrenzyAinda não há avaliações
- ReadmeDocumento1 páginaReadmecutefrenzyAinda não há avaliações
- Butyl AcetateDocumento7 páginasButyl AcetateJames KabugoAinda não há avaliações
- Msds Ethanol (Ana)Documento4 páginasMsds Ethanol (Ana)Claudia MmsAinda não há avaliações
- The Dehydrogenation of 2-Butanol Over Copper-Based Catalysts-Optimising Catalyst Composition and Determining Kinetic Parameters PDFDocumento10 páginasThe Dehydrogenation of 2-Butanol Over Copper-Based Catalysts-Optimising Catalyst Composition and Determining Kinetic Parameters PDFYohana MelianthaAinda não há avaliações
- Msds Mepoxe MDocumento5 páginasMsds Mepoxe MAhmad HidayatAinda não há avaliações
- SDS PVC PrimerDocumento2 páginasSDS PVC PrimerAhmad AnthonyAinda não há avaliações
- MEK Cure Test PDFDocumento1 páginaMEK Cure Test PDFImam Prayogi SAinda não há avaliações
- Material Safety Data Sheet: Ingredient Name Cas No. % WT Exposure LimitsDocumento8 páginasMaterial Safety Data Sheet: Ingredient Name Cas No. % WT Exposure LimitsaggibudimanAinda não há avaliações
- US5723679 Paten MEK 1Documento3 páginasUS5723679 Paten MEK 1Lathifa Rahma AstutiAinda não há avaliações
- E-Z Weld 786 CPVC CementDocumento12 páginasE-Z Weld 786 CPVC CementUMUTAinda não há avaliações
- Functional Groups: Hydroxyl, Carbonyl, Carboxyl and Their Properties, Reactions and UsesDocumento28 páginasFunctional Groups: Hydroxyl, Carbonyl, Carboxyl and Their Properties, Reactions and UsesFresco PlayzAinda não há avaliações
- Consolidation/Fixing TechniquesDocumento20 páginasConsolidation/Fixing TechniquesNatasa IlicAinda não há avaliações
- Humiseal 1B73 MSDS PDFDocumento3 páginasHumiseal 1B73 MSDS PDFibnu Groho Herry sampurnoAinda não há avaliações
- 2019 MSDS Mepoxe M GHSDocumento5 páginas2019 MSDS Mepoxe M GHSTY COMPOSITEAinda não há avaliações
- Parker Chomerics PRO SHIELD Recommended Surface PreparationDocumento3 páginasParker Chomerics PRO SHIELD Recommended Surface PreparationRanjeetAinda não há avaliações
- MEKDocumento24 páginasMEKVinod MAinda não há avaliações
- Ghs Safety Data Sheet: ParabondDocumento2 páginasGhs Safety Data Sheet: Parabondmanoj_sitecAinda não há avaliações
- UK1111if 10132 PDFDocumento2 páginasUK1111if 10132 PDFAdeImanudinAinda não há avaliações
- Cheemlok 5151Documento2 páginasCheemlok 5151madumaxAinda não há avaliações
- United Initiators CUROX®M-100 - MSDS - AU - ENDocumento23 páginasUnited Initiators CUROX®M-100 - MSDS - AU - ENRadmanovic Uros MrmyAinda não há avaliações
- TSR 140Documento6 páginasTSR 140Yohana MelianthaAinda não há avaliações
- Peenscan Pen Instruction ManualDocumento13 páginasPeenscan Pen Instruction ManualPanneer SelvamAinda não há avaliações
- Tds Chivacure 1256Documento2 páginasTds Chivacure 1256api-308404168Ainda não há avaliações
- Apendice 1Documento14 páginasApendice 1JA UMAN1Ainda não há avaliações
- Belzona 1121: Instructions For UseDocumento2 páginasBelzona 1121: Instructions For UseMinhas ArshadAinda não há avaliações
- Profile On MEKODocumento8 páginasProfile On MEKOGovindanayagi PattabiramanAinda não há avaliações