Você também pode gostar
- Manual Lampara de LavaDocumento13 páginasManual Lampara de Lavaspawn_90210100% (2)
- Cómo Hacer Líquido para Difusores Aromáticos Con Varillas de Caña - EHow en EspañolDocumento3 páginasCómo Hacer Líquido para Difusores Aromáticos Con Varillas de Caña - EHow en Españolegrecs50% (2)
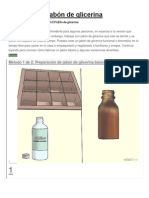
- Cómo Hacer Jabón de GlicerinaDocumento13 páginasCómo Hacer Jabón de GlicerinaRoberto Oscar Landa50% (2)
- Santiago Queirolo Industria Del VinoDocumento48 páginasSantiago Queirolo Industria Del VinoKen H CastroAinda não há avaliações
- Resumen Película La MetaDocumento16 páginasResumen Película La Metasac88278079% (14)
- Copa de Vino. Historia.Documento11 páginasCopa de Vino. Historia.AdolfoSotoSaez100% (2)
- Unidad Didactica Los MaterialesDocumento8 páginasUnidad Didactica Los MaterialesSoledad Platero67% (3)
- Estutiante Texto EscolarDocumento187 páginasEstutiante Texto EscolarCarla Pérez Díaz100% (1)
- R193 PDFDocumento124 páginasR193 PDFEdwin Giovanny Ceron GuerreroAinda não há avaliações
- Desarrollo Arduino UnoDocumento3 páginasDesarrollo Arduino UnoManuel CruzAinda não há avaliações
- Documentos para Un CuestionarioDocumento13 páginasDocumentos para Un CuestionarioManuel CruzAinda não há avaliações
- Cuál Es La Razón Por La Que Los Trabajadores Se Van A HuelgaDocumento1 páginaCuál Es La Razón Por La Que Los Trabajadores Se Van A HuelgaManuel CruzAinda não há avaliações
- Contrato DeterminadoDocumento2 páginasContrato DeterminadoManuel CruzAinda não há avaliações
- El RecuerdoDocumento2 páginasEl RecuerdoManuel CruzAinda não há avaliações
- AnáLisis Del Medio CompetitivoDocumento17 páginasAnáLisis Del Medio CompetitivoManuel CruzAinda não há avaliações
- Anexo BP Especificaciones Particulares (VF)Documento328 páginasAnexo BP Especificaciones Particulares (VF)Ver0190% (1)
- Cad SauriDocumento9 páginasCad SauriManuel CruzAinda não há avaliações
- GRaficos de ExcelDocumento9 páginasGRaficos de ExcelManuel CruzAinda não há avaliações
- G.S. Oceano AzulDocumento9 páginasG.S. Oceano AzulManuel CruzAinda não há avaliações
- Investigacion de Operaciones Unidad 5Documento5 páginasInvestigacion de Operaciones Unidad 5Manuel CruzAinda não há avaliações
- Dos Caras Tienen Las Modenas - PpsDocumento21 páginasDos Caras Tienen Las Modenas - PpsSandra Martinez ArrietaAinda não há avaliações
- Envases de PlasticosDocumento9 páginasEnvases de PlasticosAngello Anaya SolorzanoAinda não há avaliações
- 04 M4nu4lDS g0M4 3V4 PDFDocumento42 páginas04 M4nu4lDS g0M4 3V4 PDFanyekkAinda não há avaliações
- Informe de ExperimentosDocumento9 páginasInforme de ExperimentosYhon Richard Sapillado PillcoAinda não há avaliações
- Evidencias U5 Procesos Equipo3Documento12 páginasEvidencias U5 Procesos Equipo3Rafael Sifuentes MendozaAinda não há avaliações
- Actividad Entregable 2Documento7 páginasActividad Entregable 2Rodrigo AlcantaraAinda não há avaliações
- Reducción de La Merma en El Canal de ConvenienciaDocumento35 páginasReducción de La Merma en El Canal de ConvenienciaFederico GarciaAinda não há avaliações
- BotellaDocumento4 páginasBotellaLeydi Torres ArrietaAinda não há avaliações
- Como Hacer VinoDocumento7 páginasComo Hacer Vinocarlos xdAinda não há avaliações
- Kunze Espanol ContentDocumento18 páginasKunze Espanol ContentFrancys MonsalveAinda não há avaliações
- Experimentos Version ChemxDocumento4 páginasExperimentos Version ChemxChemiita LfcAinda não há avaliações
- Guia de Laboratorio - VIDRIODocumento12 páginasGuia de Laboratorio - VIDRIOJuan Pablo Albarracin100% (1)
- Luz EcológicoDocumento3 páginasLuz EcológicoKevin Yordy Cornelio Prado50% (2)
- Participación en El Mercado de La BenedictaDocumento3 páginasParticipación en El Mercado de La BenedictaElias ReyesAinda não há avaliações
- Catalogo Biolimpio 2020 PDFDocumento59 páginasCatalogo Biolimpio 2020 PDFEmpresa LimpiezaAinda não há avaliações
- SORRT HDBK SpanishDocumento123 páginasSORRT HDBK SpanishLeonardo Dadier Cardozo TercerosAinda não há avaliações
- Catalogo Envases 020823Documento29 páginasCatalogo Envases 020823Claudia LiconaAinda não há avaliações
- Tendencias en El Diseño de Envases EcológicosDocumento13 páginasTendencias en El Diseño de Envases EcológicosArturo GonzalezAinda não há avaliações
- Descripción Del Ciclo de Almacenamiento y La Gestión de Empaques y Embalajes en La Cadena de SuministrosDocumento2 páginasDescripción Del Ciclo de Almacenamiento y La Gestión de Empaques y Embalajes en La Cadena de SuministrosGiuliana Gonzalez PerezAinda não há avaliações
- Coeficiente AdiabaticoDocumento18 páginasCoeficiente AdiabaticoJimmy Torres SilvaAinda não há avaliações
- PROYECTO DS CortadoraDocumento19 páginasPROYECTO DS CortadoraJose Giovanni GfAinda não há avaliações
- Experimentos QuimicaDocumento3 páginasExperimentos QuimicaAgrupación Astronomica de Alicante100% (2)