Você também pode gostar
- Embedded Systems DesignDocumento576 páginasEmbedded Systems Designnad_chadi8816100% (4)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNo EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNota: 4 de 5 estrelas4/5 (2)
- Micrometer Calibration Using Slip GaugesDocumento6 páginasMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDocumento11 páginasExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)Ainda não há avaliações
- Perkins 20 Kva (404D-22G)Documento2 páginasPerkins 20 Kva (404D-22G)RavaelAinda não há avaliações
- Mechanical Measurement LaboratoryDocumento24 páginasMechanical Measurement LaboratoryMahendra SinghAinda não há avaliações
- L4 Linear MeasurementDocumento13 páginasL4 Linear Measurementchaitanyamohod2020Ainda não há avaliações
- Unit 3 Linear and Angular MeasurementsDocumento22 páginasUnit 3 Linear and Angular Measurementsbhuyanuttam7Ainda não há avaliações
- Metrology Lab Manual NewDocumento41 páginasMetrology Lab Manual Newg venkatesh100% (1)
- Linear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminDocumento70 páginasLinear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminRodel VerzosaAinda não há avaliações
- Screwthreadmeasurement 170418161010 PDFDocumento30 páginasScrewthreadmeasurement 170418161010 PDFejkiranAinda não há avaliações
- Chapter1 Linearmeasurements 7 June 2020Documento39 páginasChapter1 Linearmeasurements 7 June 2020Rayuth KEATAinda não há avaliações
- Study of Measuring Instruments and Gauges PDFDocumento7 páginasStudy of Measuring Instruments and Gauges PDFRishabh HanseliaAinda não há avaliações
- BTM2133-Chapter 4 Measuring InstrumentsDocumento61 páginasBTM2133-Chapter 4 Measuring InstrumentsAswaja3130% (1)
- Engineering Metrology InstrumentsDocumento17 páginasEngineering Metrology InstrumentsAnilChauvanAinda não há avaliações
- Unit 2 Screw Thread - Gear Elements - Surface FinishDocumento53 páginasUnit 2 Screw Thread - Gear Elements - Surface FinishDeepak MisraAinda não há avaliações
- Lab Manual: Metrology and Industrial InspectionDocumento29 páginasLab Manual: Metrology and Industrial InspectionFaysal AhmedAinda não há avaliações
- Micrometer Screw GaugeDocumento13 páginasMicrometer Screw GaugeLugafloAinda não há avaliações
- University of North Carolina ManualDocumento11 páginasUniversity of North Carolina ManualvysnktAinda não há avaliações
- The Micrometer: Basic TypesDocumento4 páginasThe Micrometer: Basic TypesJofer SantiagoAinda não há avaliações
- Thread Cutting, Tapping and BroachingDocumento95 páginasThread Cutting, Tapping and BroachingKundan PatilAinda não há avaliações
- AIE 217 - MetrologyDocumento11 páginasAIE 217 - MetrologyRokib Hasan SagarAinda não há avaliações
- Linear MeasurmentDocumento57 páginasLinear Measurmentlakhman93134Ainda não há avaliações
- Lecture 02Documento110 páginasLecture 02Getachew G/AmlakAinda não há avaliações
- Study of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabDocumento9 páginasStudy of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabAnand BabuAinda não há avaliações
- MicrometerDocumento15 páginasMicrometermythos1976Ainda não há avaliações
- Workshop Technology: Experiment 3: Metrology (Workshop Measuring Instruments)Documento16 páginasWorkshop Technology: Experiment 3: Metrology (Workshop Measuring Instruments)Tan YikcongAinda não há avaliações
- L21 Screw Thread2Documento13 páginasL21 Screw Thread2chaitanyamohod2020Ainda não há avaliações
- Linear MeasurementsDocumento52 páginasLinear MeasurementsO20 0023 Chandrasekaran. S. [PT]Ainda não há avaliações
- Linear MeasurementsDocumento54 páginasLinear MeasurementsNaman Dave100% (1)
- Lab ManualDocumento19 páginasLab ManualAjij Mujawar100% (1)
- Metrology and MeasurementsDocumento140 páginasMetrology and MeasurementsVivekanand SriramAinda não há avaliações
- Section 5 Basic MeasurementsDocumento62 páginasSection 5 Basic Measurementsrolando maisoAinda não há avaliações
- Familiarization of Special ToolsDocumento5 páginasFamiliarization of Special ToolsRaven Angelo CaprichoAinda não há avaliações
- Bore Gauge - WikipediaDocumento3 páginasBore Gauge - WikipediaTahafanMaggedonAinda não há avaliações
- Vernier CaliperDocumento13 páginasVernier CaliperAbdul AhadAinda não há avaliações
- TITLE: Study & Calibration of Outside Micrometer and Introduction To Other MicromDocumento29 páginasTITLE: Study & Calibration of Outside Micrometer and Introduction To Other MicromMANISH DASAinda não há avaliações
- Metrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringDocumento22 páginasMetrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringKptt LogeswaranAinda não há avaliações
- Mechanical Instruments and ToolsDocumento14 páginasMechanical Instruments and ToolsShakib Shaikh100% (3)
- Measurements Lab Manual, Mechanical Engineering, MG UniversityDocumento29 páginasMeasurements Lab Manual, Mechanical Engineering, MG Universitypramodkb_cusat100% (1)
- EMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Documento16 páginasEMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Glenn GatibaAinda não há avaliações
- Linear & Angular MeasurementsDocumento110 páginasLinear & Angular Measurementsavutu_kunduruAinda não há avaliações
- Micrometer CaliperDocumento12 páginasMicrometer CaliperallyannanicolemartinAinda não há avaliações
- Metrology: Nri Institute of TechnologyDocumento55 páginasMetrology: Nri Institute of TechnologyKasijanto JantoAinda não há avaliações
- Vernier To ComparatorDocumento78 páginasVernier To ComparatorAtul GaurAinda não há avaliações
- Metrology: Nri Institute of TechnologyDocumento55 páginasMetrology: Nri Institute of TechnologySavantAinda não há avaliações
- As Practical Book - Edited TotalDocumento285 páginasAs Practical Book - Edited TotalonlyheavenismygoalAinda não há avaliações
- M&M LabDocumento39 páginasM&M LabSUSHIL SUSHILAinda não há avaliações
- 5.calibration and ComparatorsDocumento17 páginas5.calibration and ComparatorsblehAinda não há avaliações
- Production Technoloy Lab 012110045519 1Documento35 páginasProduction Technoloy Lab 012110045519 1raajeeradha@gmail.comAinda não há avaliações
- ScrewDocumento20 páginasScrewIxora MyAinda não há avaliações
- Metrology-Lab-Manual 3 Year 1semDocumento41 páginasMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- 2-Excercise EM 2023Documento49 páginas2-Excercise EM 2023aimy rouaneAinda não há avaliações
- Engineering MetrologyDocumento84 páginasEngineering MetrologyLalit MohanAinda não há avaliações
- Cedrick JoshuaDocumento7 páginasCedrick JoshuaRommel TayactacAinda não há avaliações
- MetrologyDocumento157 páginasMetrologyVishwajit HegdeAinda não há avaliações
- TypesDocumento14 páginasTypesVishal PatidarAinda não há avaliações
- Metrology and MeasurementsDocumento140 páginasMetrology and MeasurementsVallik Tad0% (1)
- Handbook of Mechanical and Materials EngineeringNo EverandHandbook of Mechanical and Materials EngineeringNota: 5 de 5 estrelas5/5 (4)
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsAinda não há avaliações
- Introduction to N.C.M., a Non Contact Measurement ToolNo EverandIntroduction to N.C.M., a Non Contact Measurement ToolAinda não há avaliações
- Complete Book of Sewing Techniques, New 2nd Edition: More Than 30 Essential Sewing Techniques for You to MasterNo EverandComplete Book of Sewing Techniques, New 2nd Edition: More Than 30 Essential Sewing Techniques for You to MasterNota: 4 de 5 estrelas4/5 (3)
- Weight (G) 0 0 100 1 200 2 300 3 400 4 500 5 600 6 700 7 Deflection 0.5 DeflectionDocumento10 páginasWeight (G) 0 0 100 1 200 2 300 3 400 4 500 5 600 6 700 7 Deflection 0.5 DeflectionMaria CutajarAinda não há avaliações
- 21 Synectics Steps Cheat SheetDocumento1 página21 Synectics Steps Cheat SheetMaria Cutajar100% (2)
- Instructions - Autodesk AutoCAD 2016Documento1 páginaInstructions - Autodesk AutoCAD 2016Maria CutajarAinda não há avaliações
- Semester Dates 2015-16Documento1 páginaSemester Dates 2015-16Maria CutajarAinda não há avaliações
- Langrange MultDocumento1 páginaLangrange MultMaria CutajarAinda não há avaliações
- Scan 0039Documento9 páginasScan 0039Maria CutajarAinda não há avaliações
- Tutorial 3Documento19 páginasTutorial 3Maria CutajarAinda não há avaliações
- Fluid MenuDocumento10 páginasFluid MenuMaria CutajarAinda não há avaliações
- Metrology InShort3rdDocumento86 páginasMetrology InShort3rdMaria Cutajar100% (1)
- Process Analytical Technology PAT in Pharmaceutical DevelopmentDocumento9 páginasProcess Analytical Technology PAT in Pharmaceutical DevelopmentMaria CutajarAinda não há avaliações
- Pre Intermediate SyllabusDocumento3 páginasPre Intermediate SyllabusMaria CutajarAinda não há avaliações
- Food and Drink - Eating Out Lesson PlanDocumento1 páginaFood and Drink - Eating Out Lesson PlanMaria CutajarAinda não há avaliações
- Quiz 1183 General Knowledge QADocumento2 páginasQuiz 1183 General Knowledge QAMaria CutajarAinda não há avaliações
- Find Someone Who Beginner LevelDocumento22 páginasFind Someone Who Beginner LevelMaria CutajarAinda não há avaliações
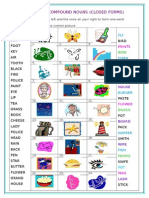
- One-Word Compound Nouns (Closed Forms)Documento2 páginasOne-Word Compound Nouns (Closed Forms)Maria CutajarAinda não há avaliações
- Order PadDocumento1 páginaOrder PadMaria CutajarAinda não há avaliações
- Family TreeDocumento1 páginaFamily TreeMaria CutajarAinda não há avaliações
- Present Simple - HomeworkDocumento2 páginasPresent Simple - HomeworkMaria CutajarAinda não há avaliações
- ComplaintsDocumento1 páginaComplaintsMaria CutajarAinda não há avaliações
- What Caused The Slave Trade Ruth LingardDocumento17 páginasWhat Caused The Slave Trade Ruth LingardmahaAinda não há avaliações
- Audit On ERP Implementation UN PWCDocumento28 páginasAudit On ERP Implementation UN PWCSamina InkandellaAinda não há avaliações
- Weekly Learning PlanDocumento2 páginasWeekly Learning PlanJunrick DalaguitAinda não há avaliações
- Building and Other Construction Workers Act 1996Documento151 páginasBuilding and Other Construction Workers Act 1996Rajesh KodavatiAinda não há avaliações
- MDOF (Multi Degre of FreedomDocumento173 páginasMDOF (Multi Degre of FreedomRicky Ariyanto100% (1)
- Building New Boxes WorkbookDocumento8 páginasBuilding New Boxes Workbookakhileshkm786Ainda não há avaliações
- Personal Best B1+ Unit 1 Reading TestDocumento2 páginasPersonal Best B1+ Unit 1 Reading TestFy FyAinda não há avaliações
- How To Control A DC Motor With An ArduinoDocumento7 páginasHow To Control A DC Motor With An Arduinothatchaphan norkhamAinda não há avaliações
- Cancellation of Deed of Conditional SalDocumento5 páginasCancellation of Deed of Conditional SalJohn RositoAinda não há avaliações
- Newsletter 289Documento10 páginasNewsletter 289Henry CitizenAinda não há avaliações
- Sophia Program For Sustainable FuturesDocumento128 páginasSophia Program For Sustainable FuturesfraspaAinda não há avaliações
- 004-PA-16 Technosheet ICP2 LRDocumento2 páginas004-PA-16 Technosheet ICP2 LRHossam Mostafa100% (1)
- Gabby Resume1Documento3 páginasGabby Resume1Kidradj GeronAinda não há avaliações
- CS321 Computer ArchitectureDocumento160 páginasCS321 Computer ArchitectureAnurag kumarAinda não há avaliações
- Configuring Master Data Governance For Customer - SAP DocumentationDocumento17 páginasConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoAinda não há avaliações
- On CatiaDocumento42 páginasOn Catiahimanshuvermac3053100% (1)
- Specialty Arc Fusion Splicer: FSM-100 SeriesDocumento193 páginasSpecialty Arc Fusion Splicer: FSM-100 SeriesSFTB SoundsFromTheBirdsAinda não há avaliações
- 2016 066 RC - LuelcoDocumento11 páginas2016 066 RC - LuelcoJoshua GatumbatoAinda não há avaliações
- Dike Calculation Sheet eDocumento2 páginasDike Calculation Sheet eSaravanan Ganesan100% (1)
- Laporan Praktikum Fisika - Full Wave RectifierDocumento11 páginasLaporan Praktikum Fisika - Full Wave RectifierLasmaenita SiahaanAinda não há avaliações
- Government of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Documento2 páginasGovernment of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Satyaki Prasad MaitiAinda não há avaliações
- MSDS - Tuff-Krete HD - Part DDocumento6 páginasMSDS - Tuff-Krete HD - Part DAl GuinitaranAinda não há avaliações
- Droplet Precautions PatientsDocumento1 páginaDroplet Precautions PatientsMaga42Ainda não há avaliações
- MORIGINADocumento7 páginasMORIGINAatishAinda não há avaliações
- A320 TakeoffDocumento17 páginasA320 Takeoffpp100% (1)
- Peoria County Jail Booking Sheet For Oct. 7, 2016Documento6 páginasPeoria County Jail Booking Sheet For Oct. 7, 2016Journal Star police documents50% (2)
- Recommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityDocumento49 páginasRecommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityJohn DavisonAinda não há avaliações
- PC210 8M0Documento8 páginasPC210 8M0Vamshidhar Reddy KundurAinda não há avaliações