Você também pode gostar
- HJ-March National Voucher Voucher PDFDocumento2 páginasHJ-March National Voucher Voucher PDFCraigUnderwoodAinda não há avaliações
- L1 - Introduction To AlcoaDocumento58 páginasL1 - Introduction To AlcoaCraigUnderwoodAinda não há avaliações
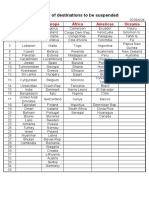
- List of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaDocumento1 páginaList of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaCraigUnderwoodAinda não há avaliações
- Improve Control: Level LoopsDocumento8 páginasImprove Control: Level LoopsCraigUnderwoodAinda não há avaliações
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocumento37 páginasAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodAinda não há avaliações
- Innovations in LNG TechnologyDocumento15 páginasInnovations in LNG TechnologyCraigUnderwoodAinda não há avaliações
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocumento37 páginasAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodAinda não há avaliações
- Burrup Industiral EstateDocumento2 páginasBurrup Industiral EstateCraigUnderwoodAinda não há avaliações
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Documento25 páginasProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodAinda não há avaliações
- HDPE EloallitasaDocumento34 páginasHDPE EloallitasaCraigUnderwood100% (1)
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Documento25 páginasProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodAinda não há avaliações
- HDPE EloallitasaDocumento34 páginasHDPE EloallitasaCraigUnderwood100% (1)
- Che415 Explosion HazardsDocumento63 páginasChe415 Explosion HazardsCraigUnderwoodAinda não há avaliações
- Ethylene BalanceDocumento29 páginasEthylene BalanceCraigUnderwood100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- SP-2069 Specification For Pressure VesselsDocumento68 páginasSP-2069 Specification For Pressure Vesselsarjunprasannan7Ainda não há avaliações
- Ijet V3i6p54Documento6 páginasIjet V3i6p54International Journal of Engineering and TechniquesAinda não há avaliações
- Chip DielDocumento45 páginasChip DielJUANCANEXTAinda não há avaliações
- Tda - 2002 PDFDocumento19 páginasTda - 2002 PDFJose M PeresAinda não há avaliações
- 2009 PMI CatalogueDocumento124 páginas2009 PMI Cataloguedesbennett004Ainda não há avaliações
- Peugeot 3008 BrochureDocumento18 páginasPeugeot 3008 Brochuremihai12moveAinda não há avaliações
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Documento9 páginasSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashAinda não há avaliações
- Rubber FaberDocumento10 páginasRubber FabersoldatechAinda não há avaliações
- Winter Internship Report (23/09/2016 - 31/01/2017)Documento56 páginasWinter Internship Report (23/09/2016 - 31/01/2017)AyushAinda não há avaliações
- NAWTEC18-3507: Comparison of Acid Gas Control Technologies in Efw FacilitiesDocumento10 páginasNAWTEC18-3507: Comparison of Acid Gas Control Technologies in Efw FacilitiesPunki KokoAinda não há avaliações
- 360-Pungue Iwrm Strategy PresentationDocumento30 páginas360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraAinda não há avaliações
- Oracle E-Business Suite Release 12.2.6 Readme (Doc ID 2114016.1)Documento18 páginasOracle E-Business Suite Release 12.2.6 Readme (Doc ID 2114016.1)KingAinda não há avaliações
- An Analysis of The Ejector-Ram-Rocket EngineDocumento9 páginasAn Analysis of The Ejector-Ram-Rocket Enginefundamental_aeroAinda não há avaliações
- L18 PDFDocumento8 páginasL18 PDFrashmi sahooAinda não há avaliações
- VAPORISERDocumento62 páginasVAPORISERAshish ChavanAinda não há avaliações
- Abstract of ASTM F1470 1998Documento7 páginasAbstract of ASTM F1470 1998Jesse ChenAinda não há avaliações
- The Effects of Crankshaft Offset On The Engine FrictionDocumento15 páginasThe Effects of Crankshaft Offset On The Engine Frictionqingcaohe100% (1)
- Us06-106 850 01 01 02 PDFDocumento6 páginasUs06-106 850 01 01 02 PDFF2CANALESAinda não há avaliações
- 031 - Btech - 08 Sem PDFDocumento163 páginas031 - Btech - 08 Sem PDFtushant_juneja3470Ainda não há avaliações
- GYANDOOT SamitiDocumento16 páginasGYANDOOT SamitivinaykoolsAinda não há avaliações
- PDK Repair Aftersales TrainingDocumento22 páginasPDK Repair Aftersales TrainingEderson BJJAinda não há avaliações
- Green Line TransformerDocumento4 páginasGreen Line TransformerwakasAinda não há avaliações
- Seminar Report ON "Linux"Documento17 páginasSeminar Report ON "Linux"Ayush BhatAinda não há avaliações
- Excel CatDocumento132 páginasExcel Catjuanf_scribdAinda não há avaliações
- AVR Interrupt Programming in Assembly and CDocumento38 páginasAVR Interrupt Programming in Assembly and CK142526 AlishanAinda não há avaliações
- FINAL ITP 2024 CompressedDocumento388 páginasFINAL ITP 2024 Compressedhamidjumat77Ainda não há avaliações
- Oil and Wildlife Conservation in UgandaDocumento40 páginasOil and Wildlife Conservation in UgandaAfrican Centre for Media ExcellenceAinda não há avaliações
- 09T030 FinalDocumento14 páginas09T030 FinalKriengsak RuangdechAinda não há avaliações
- General Construction Notes: FC Engineering ServicesDocumento1 páginaGeneral Construction Notes: FC Engineering ServicesMac KYAinda não há avaliações
- VarPlus Can - BLRCH104A125B48Documento2 páginasVarPlus Can - BLRCH104A125B48Achira DasanayakeAinda não há avaliações