Você também pode gostar
- Impact of Celebrity Endorsement in Advertising On Brand Image Towards ConsumersDocumento3 páginasImpact of Celebrity Endorsement in Advertising On Brand Image Towards ConsumersRahul R NaikAinda não há avaliações
- CH 06Documento13 páginasCH 06Pablo Alfonso Toloza CáceresAinda não há avaliações
- Friction Coefficient and Wear Rate of Copper and Aluminum Sliding Against Mild SteelDocumento12 páginasFriction Coefficient and Wear Rate of Copper and Aluminum Sliding Against Mild SteelBoonsap WitchayangkoonAinda não há avaliações
- Sorry YeDocumento1 páginaSorry YeAgung Tri WidodoAinda não há avaliações
- Abaqus Interaction TutorialDocumento13 páginasAbaqus Interaction TutorialhasibAinda não há avaliações
- Sorry LGDocumento1 páginaSorry LGAgung Tri WidodoAinda não há avaliações
- Nazaruddin Sinaga: Laboratorium Efisiensi Dan Konservasi Energi Fakultas Teknik Universitas DiponegoroDocumento39 páginasNazaruddin Sinaga: Laboratorium Efisiensi Dan Konservasi Energi Fakultas Teknik Universitas DiponegoroAgung Tri WidodoAinda não há avaliações
- Book 3 Contact MechanicsDocumento17 páginasBook 3 Contact MechanicsPablo FiniAinda não há avaliações
- Experimental Research Methods: Steven M. Ross Gary R. MorrisonDocumento24 páginasExperimental Research Methods: Steven M. Ross Gary R. MorrisonDr-Neel PatelAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Metals For Construction - FROSIODocumento8 páginasMetals For Construction - FROSIOAdityaAinda não há avaliações
- MANUFACTURING PROCESSES OF NON-FERROUS AND FERROUS METALSDocumento148 páginasMANUFACTURING PROCESSES OF NON-FERROUS AND FERROUS METALSAkshat JainAinda não há avaliações
- Se 1025 PDFDocumento7 páginasSe 1025 PDFthedreampowerAinda não há avaliações
- BatStateU Pressure Washer DesignDocumento30 páginasBatStateU Pressure Washer DesignPekayAinda não há avaliações
- Automotive Bodywork and Rust RepairDocumento161 páginasAutomotive Bodywork and Rust RepairPeter Bourne100% (2)
- Model A240 Indicator PostDocumento5 páginasModel A240 Indicator Postcchristt2584Ainda não há avaliações
- 171020Documento27 páginas171020lort1971Ainda não há avaliações
- A Pocket-Book of Mechanical Engineering 1000086886Documento209 páginasA Pocket-Book of Mechanical Engineering 1000086886Akshay Vaidhy100% (2)
- B 171Documento7 páginasB 171manuel flores100% (1)
- Copper - Alloys - Properties and Applications - ChapterDocumento5 páginasCopper - Alloys - Properties and Applications - ChapterJavier RodenasAinda não há avaliações
- Drew Marine Gas Refrig Weld Catalog IDocumento48 páginasDrew Marine Gas Refrig Weld Catalog Itanase.gabriel1993Ainda não há avaliações
- Chinese Bronze Casting 2006Documento40 páginasChinese Bronze Casting 2006firerealm8466Ainda não há avaliações
- Results: Christie's - The Doris Wiener Collection, 20 March, New YorkDocumento1 páginaResults: Christie's - The Doris Wiener Collection, 20 March, New YorkGavelAinda não há avaliações
- Metal Solid CopperDocumento34 páginasMetal Solid CopperAnubhav LakhmaniAinda não há avaliações
- Properties of NickelDocumento60 páginasProperties of NickelchodekiranAinda não há avaliações
- Specification For Trolly Mounted DCPDocumento12 páginasSpecification For Trolly Mounted DCPAshok KumarAinda não há avaliações
- MetE230 - Chap 1 - Introduction - CToparli 2Documento39 páginasMetE230 - Chap 1 - Introduction - CToparli 2gkhgjhgjhgAinda não há avaliações
- Conveyor DrivespulleysDocumento55 páginasConveyor DrivespulleysSaurabh JainAinda não há avaliações
- Engineering Materials NotesDocumento25 páginasEngineering Materials NotesRoobanesh ManoharanAinda não há avaliações
- G.M BushesDocumento10 páginasG.M BushesSabhaya ChiragAinda não há avaliações
- Toffs BROCHURE 2019Documento15 páginasToffs BROCHURE 2019Adarsh ShivhareAinda não há avaliações
- Final File-Rahul ChandraDocumento18 páginasFinal File-Rahul Chandra8bitdeku69Ainda não há avaliações
- Material and Drill Diameter Cutting Speed ChartDocumento1 páginaMaterial and Drill Diameter Cutting Speed ChartKevin WellsAinda não há avaliações
- Alto Marine CatalogDocumento35 páginasAlto Marine CatalogdavidAinda não há avaliações
- Market Survey: Construction & MaterialsDocumento115 páginasMarket Survey: Construction & MaterialsRUSHALI SRIVASTAVAAinda não há avaliações
- Astm b150Documento2 páginasAstm b150Sanjay Mehta0% (1)
- 2 - Common MetalsDocumento4 páginas2 - Common Metalsapi-3700944Ainda não há avaliações
- EXCEL High Performance Parts For HP-Cone-Crushers - MetsoDocumento7 páginasEXCEL High Performance Parts For HP-Cone-Crushers - MetsoabcAinda não há avaliações
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDocumento22 páginasTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsAinda não há avaliações
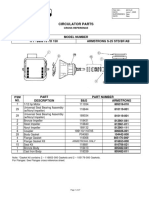
- Armstrong Circulator PartsDocumento27 páginasArmstrong Circulator Partsmiguel angel baas tzucAinda não há avaliações