Você também pode gostar
- Helicopter Freewheel Unit Design GuideDocumento240 páginasHelicopter Freewheel Unit Design Guidemattgrubbs100% (1)
- Bevel Gear - SolidworksDocumento4 páginasBevel Gear - SolidworksSWANANDAinda não há avaliações
- Rack and Pinion Gear DesignDocumento32 páginasRack and Pinion Gear DesignmattgrubbsAinda não há avaliações
- Spring Design HandbookDocumento50 páginasSpring Design Handbookmattgrubbs100% (1)
- Buyer's Guide To Controlled Tolerance StampingsDocumento12 páginasBuyer's Guide To Controlled Tolerance StampingsmattgrubbsAinda não há avaliações
- 42ef In003 - en PDocumento4 páginas42ef In003 - en PmattgrubbsAinda não há avaliações
- TrusSteel Design Manual 08Documento75 páginasTrusSteel Design Manual 08utoy032367100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Retaining Wall Counterfort DESIGN-BKSDocumento48 páginasRetaining Wall Counterfort DESIGN-BKSBhavanishankar ShettyAinda não há avaliações
- Epd Pa66 gf25 Recycled EnglishDocumento26 páginasEpd Pa66 gf25 Recycled EnglishShantha Kumar ParameswaranAinda não há avaliações
- Design of Electrically Pumped Nanolaser With Metal-Dielectric-Metal Coaxial Ring CavityDocumento14 páginasDesign of Electrically Pumped Nanolaser With Metal-Dielectric-Metal Coaxial Ring Cavityms853732Ainda não há avaliações
- Simmerring Ba... /SL: Product PropertiesDocumento2 páginasSimmerring Ba... /SL: Product PropertiesSachin JawaleAinda não há avaliações
- A Survey of Field Applications of Gel Treatments For Water ShutoffDocumento11 páginasA Survey of Field Applications of Gel Treatments For Water ShutoffBình TrầnAinda não há avaliações
- Cryogenic Techniques JT Vs Expander Limitations Benefits PDFDocumento35 páginasCryogenic Techniques JT Vs Expander Limitations Benefits PDFMostafa SharafAinda não há avaliações
- Tds - Rheofit 703Documento2 páginasTds - Rheofit 703Alexi ALfred H. TagoAinda não há avaliações
- Polymers and MonomersDocumento2 páginasPolymers and MonomersEricAinda não há avaliações
- Cambridge IGCSE: CHEMISTRY 0620/62Documento12 páginasCambridge IGCSE: CHEMISTRY 0620/62ShehabAinda não há avaliações
- Gujarat Technological UniversityDocumento2 páginasGujarat Technological Universityfeyayel988Ainda não há avaliações
- Wet Processing Engineering - WikipediaDocumento51 páginasWet Processing Engineering - WikipediaFahad AliAinda não há avaliações
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Documento31 páginasStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaAinda não há avaliações
- Rough DraftDocumento10 páginasRough Draftapi-282200449Ainda não há avaliações
- Financial Comparative Study Between Post-Tensioned and Reinforced Concrete Flat SlabDocumento6 páginasFinancial Comparative Study Between Post-Tensioned and Reinforced Concrete Flat SlabtienaicvnAinda não há avaliações
- Chemguard C3Ib2 3% Afff Concentrate: DescriptionDocumento2 páginasChemguard C3Ib2 3% Afff Concentrate: DescriptionBeshoy RedaAinda não há avaliações
- SDS - Texo Compound - English (Uk) - DubaiDocumento4 páginasSDS - Texo Compound - English (Uk) - DubaiBalasubramanian Ananth100% (3)
- Ar3421 - BCBM - U 2Documento45 páginasAr3421 - BCBM - U 2LokeshAinda não há avaliações
- 0608Documento9 páginas0608Marwan MokhadderAinda não há avaliações
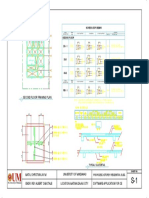
- Second Floor Framing Plan: Schedule of BeamsDocumento1 páginaSecond Floor Framing Plan: Schedule of BeamsChristian MataAinda não há avaliações
- Philips Hts5533Documento44 páginasPhilips Hts5533vagner silvaAinda não há avaliações
- Chemistry ProjectDocumento24 páginasChemistry ProjectNidhi PorwalAinda não há avaliações
- Example 11 - Cast-In-Place Concrete Cantilever Retaining WallDocumento15 páginasExample 11 - Cast-In-Place Concrete Cantilever Retaining WallKawan EngAinda não há avaliações
- D&F Block - Practice Sheet - Yakeen 3.0 2024Documento4 páginasD&F Block - Practice Sheet - Yakeen 3.0 2024durkekareAinda não há avaliações
- Parametros Corte y Grabado Laser PDFDocumento1 páginaParametros Corte y Grabado Laser PDFrapeislAinda não há avaliações
- SuperstructureDocumento39 páginasSuperstructureaang100% (1)
- Inspección de Esfera de GLP - Mexico PDFDocumento10 páginasInspección de Esfera de GLP - Mexico PDFJorge Rogger Yopla BasaldúaAinda não há avaliações
- RJD 2944769Documento12 páginasRJD 2944769GesiAinda não há avaliações
- Stress Analysis of Piston Using Pressure Load and Thermal LoadDocumento8 páginasStress Analysis of Piston Using Pressure Load and Thermal LoadInternational Journal of Application or Innovation in Engineering & ManagementAinda não há avaliações
- Wis 4 08 02 PDFDocumento6 páginasWis 4 08 02 PDFbkarabasevicAinda não há avaliações
- Chemical Compatibility ChartDocumento1 páginaChemical Compatibility ChartVinit Kumar MishraAinda não há avaliações