Você também pode gostar
- Mass Transfer - AbsorptionDocumento39 páginasMass Transfer - AbsorptionnivedhithaAinda não há avaliações
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
- Complex Distillation Methods ExplainedDocumento40 páginasComplex Distillation Methods ExplainedAhmet BaykanAinda não há avaliações
- Design of Packed Column 3q Sy2010 11Documento65 páginasDesign of Packed Column 3q Sy2010 11abderrahimnAinda não há avaliações
- UcucucDocumento97 páginasUcucucJV Custodio100% (2)
- 06 Approximate Methods For Multi-Component DistillationDocumento61 páginas06 Approximate Methods For Multi-Component DistillationNagwa Mansy100% (1)
- School of Chemical Engineering The University of Adelaide 2017Documento29 páginasSchool of Chemical Engineering The University of Adelaide 2017Nhut NguyenAinda não há avaliações
- Gas Absorption LabDocumento8 páginasGas Absorption Labsolehah misni100% (1)
- Experiment 4a – Pressure Drop in Packed ColumnsDocumento21 páginasExperiment 4a – Pressure Drop in Packed ColumnsMohamad Samer KansouAinda não há avaliações
- Isothermal ReactorDocumento58 páginasIsothermal ReactorRoxanna LevineAinda não há avaliações
- Gas Absorption PDFDocumento21 páginasGas Absorption PDFYash PagareAinda não há avaliações
- CRE II Heterogeneous Catalysis L11: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocumento17 páginasCRE II Heterogeneous Catalysis L11: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyAinda não há avaliações
- Furnace Heater DesignDocumento7 páginasFurnace Heater DesignAaAaA_88Ainda não há avaliações
- Dynamic Mesh Handling in OpenFOAMDocumento34 páginasDynamic Mesh Handling in OpenFOAMAmr HitchAinda não há avaliações
- Lab 3Documento16 páginasLab 3Paen Zulkifli100% (1)
- Liquid-Phase Chlorination of Ethylene and 1,2-DichloroethaneDocumento7 páginasLiquid-Phase Chlorination of Ethylene and 1,2-DichloroethaneAntonio AraujoAinda não há avaliações
- Mass Transfer Lecture 3-1Documento20 páginasMass Transfer Lecture 3-1EDWIN SIMBARASHE MASUNUNGUREAinda não há avaliações
- RCMDocumento15 páginasRCMAdzamAinda não há avaliações
- ConclusionDocumento2 páginasConclusionfrhslmn100% (1)
- Cre Una PDFDocumento164 páginasCre Una PDFChetana PatilAinda não há avaliações
- Project 6 AmmoniaDocumento10 páginasProject 6 AmmoniaAhmed AliAinda não há avaliações
- A Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabDocumento51 páginasA Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabMasood HassanAinda não há avaliações
- A Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystDocumento17 páginasA Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystFrank LordAinda não há avaliações
- Methane Syngas Methanol MicroprocessingDocumento14 páginasMethane Syngas Methanol MicroprocessingAtieyNoryhati-dzAinda não há avaliações
- Introduction To Mass TransferDocumento44 páginasIntroduction To Mass TransferDeb Datta100% (1)
- Case Study 109 Ammonia OxidationDocumento9 páginasCase Study 109 Ammonia OxidationkaalkankAinda não há avaliações
- Chemical Engineering PrinciplesDocumento132 páginasChemical Engineering PrinciplesTey KaijingAinda não há avaliações
- En Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessDocumento8 páginasEn Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessAgam HanasichulaAinda não há avaliações
- CP302 Mass Transfer Principles: Diffusion in SolidsDocumento38 páginasCP302 Mass Transfer Principles: Diffusion in SolidsDeneshVijayAinda não há avaliações
- CHAPTER 4 Energy BalanceDocumento35 páginasCHAPTER 4 Energy BalanceZafirahAhmadFauziAinda não há avaliações
- Kinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasDocumento8 páginasKinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasLina ArevaloAinda não há avaliações
- CE 3003 Advanced Process Design - Individual Project: Executive SummaryDocumento88 páginasCE 3003 Advanced Process Design - Individual Project: Executive SummaryLee Junming100% (1)
- Thesis Syed AbbasDocumento263 páginasThesis Syed AbbasabubakarAinda não há avaliações
- Applications of AdsorptionDocumento6 páginasApplications of AdsorptionmrshashmiAinda não há avaliações
- CDB 4313 Heat Integration - Basic Heat IntegrationDocumento25 páginasCDB 4313 Heat Integration - Basic Heat Integrationharvin raoAinda não há avaliações
- Simulation of Reactors and Heaters Coolers Using HYSYSDocumento21 páginasSimulation of Reactors and Heaters Coolers Using HYSYSVonbait100% (2)
- Nowak 1966Documento9 páginasNowak 1966adedwi utamaAinda não há avaliações
- Dme BDocumento8 páginasDme Bdewi xiaAinda não há avaliações
- LECTURE - 4: ChloromethaneDocumento4 páginasLECTURE - 4: Chloromethaneمحمود محمدAinda não há avaliações
- Design of packed absorber column for multi-component gas scrubbingDocumento104 páginasDesign of packed absorber column for multi-component gas scrubbingNana kwadwoAinda não há avaliações
- Report Rafael Damar ArjanggiDocumento28 páginasReport Rafael Damar ArjanggiRafael DamarAinda não há avaliações
- CHME324-B-Lab Manual Fall 2016 (Ahmed Elkhatat)Documento99 páginasCHME324-B-Lab Manual Fall 2016 (Ahmed Elkhatat)bebsybiswezAinda não há avaliações
- Plant Design For Methanol Distillation Unit: February 2021Documento51 páginasPlant Design For Methanol Distillation Unit: February 2021maged1998100% (1)
- Nitric AcidDocumento14 páginasNitric Acidmalini2201Ainda não há avaliações
- Separation Processss Lecture NotesDocumento17 páginasSeparation Processss Lecture NoteskeatyAinda não há avaliações
- Heat and Mass Transfer PropertiesDocumento63 páginasHeat and Mass Transfer Propertieskaushita banerjeeAinda não há avaliações
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocumento8 páginasAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenAinda não há avaliações
- A Comprehensive Program For Calculation of Flame Radiation LevelsDocumento6 páginasA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniAinda não há avaliações
- Packed Column Absorber Design for Gas-Liquid SeparationDocumento29 páginasPacked Column Absorber Design for Gas-Liquid SeparationFlorenceAinda não há avaliações
- HGDocumento156 páginasHGJosè Helì Vallejos CoronadoAinda não há avaliações
- Methanol From GlycerinDocumento5 páginasMethanol From GlycerinaudreysosoAinda não há avaliações
- Acid Content DeterminationDocumento3 páginasAcid Content DeterminationArmando PerezAinda não há avaliações
- JAQUET Greenline EDocumento12 páginasJAQUET Greenline Eseriousguy2Ainda não há avaliações
- Guide to the Physical and Chemical Properties of MethanolDocumento24 páginasGuide to the Physical and Chemical Properties of MethanolKellyCristinaAinda não há avaliações
- Reaction Kinetics-Reactor DesignDocumento17 páginasReaction Kinetics-Reactor Designzorro21072107Ainda não há avaliações
- Gas Absorption ReportDocumento15 páginasGas Absorption ReportdaabgchiAinda não há avaliações
- Practical Chemical Thermodynamics for GeoscientistsNo EverandPractical Chemical Thermodynamics for GeoscientistsAinda não há avaliações
- Statistics for Process Control Engineers: A Practical ApproachNo EverandStatistics for Process Control Engineers: A Practical ApproachAinda não há avaliações
- Nanoparticles For BioimagingDocumento15 páginasNanoparticles For Bioimaginggtorrentes1Ainda não há avaliações
- Fluorescent Nanoparticle Probes For Cancer ImagingDocumento10 páginasFluorescent Nanoparticle Probes For Cancer Imaginggtorrentes1Ainda não há avaliações
- Luminescence of Lanthanide Ions in Coordination Compounds and NanomaterialDocumento172 páginasLuminescence of Lanthanide Ions in Coordination Compounds and NanomaterialMich AtoomicBoombAinda não há avaliações
- Advances in Highly Doped Upconversion Nanoparticles 21tzedy PDFDocumento12 páginasAdvances in Highly Doped Upconversion Nanoparticles 21tzedy PDFTommyKMerinoAlamaAinda não há avaliações
- Applications and Challenges of ThermoplasmonicsDocumento13 páginasApplications and Challenges of Thermoplasmonicsgtorrentes1Ainda não há avaliações
- ASTM D5239-98 Characterizing Fly Ash For Use in Soil StabilizationDocumento3 páginasASTM D5239-98 Characterizing Fly Ash For Use in Soil StabilizationVijayakrishna SingamsettiAinda não há avaliações
- Aplication of NanofluidsDocumento11 páginasAplication of NanofluidssralbaficadelavernoussAinda não há avaliações
- Colloidal Nanoparticles As Advanced Biological SensorsDocumento12 páginasColloidal Nanoparticles As Advanced Biological Sensorsgtorrentes1Ainda não há avaliações
- Advances in Asymmetric Organocatalysis Over The Last 10 YearsDocumento5 páginasAdvances in Asymmetric Organocatalysis Over The Last 10 YearsquimicosorioAinda não há avaliações
- Improvement in The Luminescence Properties andDocumento9 páginasImprovement in The Luminescence Properties andgtorrentes1Ainda não há avaliações
- Luminescence Properties of Manganese Doped CDSDocumento4 páginasLuminescence Properties of Manganese Doped CDSgtorrentes1Ainda não há avaliações
- Water-Soluble Ln3+-Doped LaF3 Nanoparticles Retention of Strong Luminescence and Potential As BiolabelsDocumento9 páginasWater-Soluble Ln3+-Doped LaF3 Nanoparticles Retention of Strong Luminescence and Potential As Biolabelsgtorrentes1Ainda não há avaliações
- Tao Yue, IEEE, Masahiro Nakajima, IEEE, Masaru Kojima, Ieee, and Toshio Fukuda, IeeeDocumento6 páginasTao Yue, IEEE, Masahiro Nakajima, IEEE, Masaru Kojima, Ieee, and Toshio Fukuda, Ieeegtorrentes1Ainda não há avaliações
- Astm D-5239 PDFDocumento3 páginasAstm D-5239 PDFgtorrentes1Ainda não há avaliações
- Factors Affecting Wear in Tumbling Mills: Influence of C o M P o S I T I o N and MicrostructureDocumento30 páginasFactors Affecting Wear in Tumbling Mills: Influence of C o M P o S I T I o N and Microstructuregtorrentes1Ainda não há avaliações
- Progress in Abrasion-Resistant Materials For Use in Comminution ProcessesDocumento19 páginasProgress in Abrasion-Resistant Materials For Use in Comminution Processesgtorrentes1Ainda não há avaliações
- Effects of Marangoni Convection On The Mass Transfer Performance in A Packed-Bed AbsorberDocumento7 páginasEffects of Marangoni Convection On The Mass Transfer Performance in A Packed-Bed Absorbergtorrentes1Ainda não há avaliações
- Nature Ofcorrosive and Abrasive Wear in Ball Mill GrindingDocumento16 páginasNature Ofcorrosive and Abrasive Wear in Ball Mill Grindinggtorrentes1Ainda não há avaliações
- Eight Great Myths of RecyclingDocumento36 páginasEight Great Myths of RecyclingStarxteelAinda não há avaliações
- Mapping Basics eDocumento7 páginasMapping Basics eLooser PakerAinda não há avaliações
- Monograph Chapter I IDocumento2 páginasMonograph Chapter I Igtorrentes1Ainda não há avaliações
- Liquid-Liquid Extraction ExamplesDocumento31 páginasLiquid-Liquid Extraction ExamplesJeffersonPalaciosAinda não há avaliações
- Acetone All Ethopian ProjectDocumento14 páginasAcetone All Ethopian ProjectHarman GillAinda não há avaliações
- Methods of Analysis - Oils and FatsDocumento114 páginasMethods of Analysis - Oils and Fats09058275% (4)
- Acetone All Ethopian ProjectDocumento14 páginasAcetone All Ethopian ProjectHarman GillAinda não há avaliações
- Incineracion Electroquimmica de Contaminamtes OrganicosDocumento19 páginasIncineracion Electroquimmica de Contaminamtes Organicosgtorrentes1Ainda não há avaliações
- Batch Study of Glycerol Decomposition in One Stage Supercritical Production of BiodieselDocumento5 páginasBatch Study of Glycerol Decomposition in One Stage Supercritical Production of Biodieselgtorrentes1Ainda não há avaliações
- Biochemical Composition of Shell and Flesh of The Indian White ShrimpDocumento4 páginasBiochemical Composition of Shell and Flesh of The Indian White Shrimpgtorrentes1Ainda não há avaliações
- GlobalisationDocumento11 páginasGlobalisationmesa142100% (1)
- Sample Virtual - Lab FormatDocumento5 páginasSample Virtual - Lab FormatDilip Kumar VenkataAinda não há avaliações
- ASTM G-170 Evaluating and Qualifying Oilfield and Refinery Corrosion PDFDocumento16 páginasASTM G-170 Evaluating and Qualifying Oilfield and Refinery Corrosion PDFEnrique Alejandro Ovando100% (1)
- TEP10 Natural Gas Liquefaction - 2008Documento28 páginasTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- 04 Unit Operations in Food Processing Contact Equilibrium Separation Processes-3: ExtractionDocumento15 páginas04 Unit Operations in Food Processing Contact Equilibrium Separation Processes-3: Extractionjackson100% (1)
- Wikipedia Heat CapacityDocumento3 páginasWikipedia Heat CapacitygabbyveliAinda não há avaliações
- MescalineDocumento1 páginaMescalinemaximodementeAinda não há avaliações
- FROG Chapter08 PDFDocumento37 páginasFROG Chapter08 PDF신재호Ainda não há avaliações
- Engineering Materials: For Further VolumesDocumento168 páginasEngineering Materials: For Further VolumesKhalid AbdohAinda não há avaliações
- Isolation of Casein and Separation of Amino Acids Using Paper ChromatographyDocumento5 páginasIsolation of Casein and Separation of Amino Acids Using Paper ChromatographyJayson P. JalbunaAinda não há avaliações
- Adjusting PVT lab data for actual facilities operating conditionsDocumento65 páginasAdjusting PVT lab data for actual facilities operating conditionsMario HuasasquicheAinda não há avaliações
- Crystallization in Ternary SystemsDocumento12 páginasCrystallization in Ternary SystemsKoray ArslanAinda não há avaliações
- Vicsek Model TutorialDocumento8 páginasVicsek Model TutorialSamaju GuptaAinda não há avaliações
- Volatile Organic Compound Emissions From Cargo Systems On Oil TankersDocumento21 páginasVolatile Organic Compound Emissions From Cargo Systems On Oil Tankersbhaskarfire64Ainda não há avaliações
- CHE 304 Optional Homework Due Toluene HyDocumento9 páginasCHE 304 Optional Homework Due Toluene Hyqurat ul ainAinda não há avaliações
- Therminol: High-Temperature, Low-Odor, Vapor/liquid Phase FluidDocumento8 páginasTherminol: High-Temperature, Low-Odor, Vapor/liquid Phase FluidDany ValverdeAinda não há avaliações
- 5) Phase RuleDocumento17 páginas5) Phase RuleSHANJIDA ALI RIA100% (1)
- Metsimmetallurg Y: The Extractiveprocess SimulatorDocumento80 páginasMetsimmetallurg Y: The Extractiveprocess SimulatorjahanradsAinda não há avaliações
- Melting Points of Organic Compounds (m.p. <40Documento8 páginasMelting Points of Organic Compounds (m.p. <40Cuteboy SabitAinda não há avaliações
- Ade Ashari S - Kasus 5Documento9 páginasAde Ashari S - Kasus 5Gyan PrameswaraAinda não há avaliações
- Week 1-Intermolecular Forces and Liquids and SolidsDocumento19 páginasWeek 1-Intermolecular Forces and Liquids and SolidsMark John Paul CablingAinda não há avaliações
- Phase Diagram Analysis of Metal AlloysDocumento20 páginasPhase Diagram Analysis of Metal AlloysMuhd AriffAinda não há avaliações
- Chapter8 Molecules Materials STUDDocumento38 páginasChapter8 Molecules Materials STUDCristian Menéndez FernándezAinda não há avaliações
- Binary phase diagrams and Gibbs free energy curvesDocumento64 páginasBinary phase diagrams and Gibbs free energy curvesSriram MuruganAinda não há avaliações
- How To Estimate Reid Vapor Pressure (RVP) of A BlendDocumento10 páginasHow To Estimate Reid Vapor Pressure (RVP) of A BlendRashedul IslamAinda não há avaliações
- NACE - Corrosion InhibitionDocumento13 páginasNACE - Corrosion Inhibitionsada sivaAinda não há avaliações
- Hastelloy C 22 & C 276 Alloys in Saturated Wet ChlorineDocumento2 páginasHastelloy C 22 & C 276 Alloys in Saturated Wet ChlorinewateverwongAinda não há avaliações
- Phase Behavior NotesDocumento132 páginasPhase Behavior NotesMuhammad NursalamAinda não há avaliações
- Week 2 - Vle Part 1Documento35 páginasWeek 2 - Vle Part 1dhanieemaAinda não há avaliações
- Introduction To Aspen Plus-2012Documento243 páginasIntroduction To Aspen Plus-2012Virgilio2009100% (1)
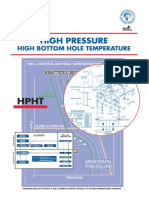
- Aberdeen Drilling School - HPHTDocumento288 páginasAberdeen Drilling School - HPHTlaaliauto100% (4)