Você também pode gostar
- Deformación y esfuerzo-deformaciónDocumento26 páginasDeformación y esfuerzo-deformaciónRodrigo Vazquez0% (3)
- Ieee Factor de PotenciaDocumento2 páginasIeee Factor de PotenciaDario JaramilloAinda não há avaliações
- Propagaciond e Grietas Por Fatiga Sold. Long. Arco SumergidoDocumento55 páginasPropagaciond e Grietas Por Fatiga Sold. Long. Arco SumergidoCharly RiveraAinda não há avaliações
- Paper de GALGAS EXTENSIOMETRICASDocumento5 páginasPaper de GALGAS EXTENSIOMETRICASsergioabelramirezzapAinda não há avaliações
- Teorema de Thevenin y Norton Practica deDocumento14 páginasTeorema de Thevenin y Norton Practica deRobert Nicolls Sangay OrdoñezAinda não há avaliações
- E986 - E15 Mediciones Básicas Con Cintas ExtensometricasDocumento14 páginasE986 - E15 Mediciones Básicas Con Cintas ExtensometricasCristian Andrés Pacó MoyaAinda não há avaliações
- Informe Calculos de Potencias.Documento13 páginasInforme Calculos de Potencias.Harold UrueñaAinda não há avaliações
- Esfuerzos Estáticos T Dinámicos en Elem MecDocumento27 páginasEsfuerzos Estáticos T Dinámicos en Elem MecmmlingAinda não há avaliações
- Analisis EstructuralDocumento2 páginasAnalisis EstructuralMisael Salazar SalazarAinda não há avaliações
- Poligono Funicular 2010Documento15 páginasPoligono Funicular 2010jguerrerofrescottiAinda não há avaliações
- Informe #5 TORSIONDocumento13 páginasInforme #5 TORSIONRafael Ortega BerrioAinda não há avaliações
- Cordones de soldadura depositados en condiciones variablesDocumento8 páginasCordones de soldadura depositados en condiciones variablesLuisCarlosCanteAinda não há avaliações
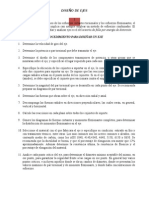
- Diseño de EjesDocumento31 páginasDiseño de EjesManuel O Lopez AAinda não há avaliações
- Tarea Repaso Fluidos 2002 01#1 PDFDocumento3 páginasTarea Repaso Fluidos 2002 01#1 PDFJeff VillaplanaAinda não há avaliações
- Lab N1 TermofluidosDocumento5 páginasLab N1 TermofluidosAlfred Anaya ValenciaAinda não há avaliações
- Analisis de Estructuras Rigidas - Jorge O. Medina PDFDocumento9 páginasAnalisis de Estructuras Rigidas - Jorge O. Medina PDFNimia M CRAinda não há avaliações
- Practica 5 Fuente de Alimentacion Dual Patricio PeraltaDocumento9 páginasPractica 5 Fuente de Alimentacion Dual Patricio PeraltaSantoro Inc. InternationalAinda não há avaliações
- Clase 22 Ensayos de Materiales 2021Documento65 páginasClase 22 Ensayos de Materiales 2021Jordy Pari Apaza100% (1)
- Teoría de MaquinasDocumento10 páginasTeoría de MaquinasGiss CorreaAinda não há avaliações
- Cálculo de rigidez en ejes y árboles de transmisiónDocumento12 páginasCálculo de rigidez en ejes y árboles de transmisiónlubeni22Ainda não há avaliações
- Curso Partículas MagnéticasDocumento1 páginaCurso Partículas MagnéticasManuel OsesAinda não há avaliações
- Mecanica Fluidos Cap08Documento55 páginasMecanica Fluidos Cap08Abraham Shardin MesiaAinda não há avaliações
- Mecanica de MaterialesDocumento11 páginasMecanica de MaterialesAlexia PorrasAinda não há avaliações
- Criterio de FALLADocumento4 páginasCriterio de FALLAErickAinda não há avaliações
- CFE Tipos de Instalacion Aerea y Subterreanea PDFDocumento16 páginasCFE Tipos de Instalacion Aerea y Subterreanea PDFvictor figueroaAinda não há avaliações
- EA PandeoLateral PDFDocumento13 páginasEA PandeoLateral PDFJuan SinMiedoAinda não há avaliações
- Resistividad y Ley de Ohm Edison AndresDocumento7 páginasResistividad y Ley de Ohm Edison AndresEdison GomezAinda não há avaliações
- Ejes y árboles: clasificación, materiales y cálculoDocumento4 páginasEjes y árboles: clasificación, materiales y cálculoEfrain Gilmar Lopez GutierrezAinda não há avaliações
- Arboles y EjesDocumento34 páginasArboles y EjesNico ScheggiaAinda não há avaliações
- Máquinas simples: poleas y palancasDocumento5 páginasMáquinas simples: poleas y palancasjosejairocalixto0510Ainda não há avaliações
- Lab N3 - Ondas y ParticulasDocumento9 páginasLab N3 - Ondas y Particulascarlos muñozAinda não há avaliações
- Resolución Prueba Técnica Camilo Echavarria - Ingeniero de Proyectos FBDocumento9 páginasResolución Prueba Técnica Camilo Echavarria - Ingeniero de Proyectos FBCamilo EchavarriaAinda não há avaliações
- Bielas Ejemplos201Documento32 páginasBielas Ejemplos201Jose CcorahuaAinda não há avaliações
- 03 Tracciã"n, Compresiã"n y CorteDocumento22 páginas03 Tracciã"n, Compresiã"n y CorteCalifornio Gonzales Ramirez100% (1)
- Manual DLTCAD errores y solucionesDocumento8 páginasManual DLTCAD errores y solucionesTorrez JeanAinda não há avaliações
- Taller No.1Documento2 páginasTaller No.1Elian0% (1)
- Práctica 3-1918493Documento96 páginasPráctica 3-1918493mauro castro ambriz100% (1)
- Estrategias de segmentación, posicionamiento y fidelización de mercadosDocumento5 páginasEstrategias de segmentación, posicionamiento y fidelización de mercadosAngelica MelgarejoAinda não há avaliações
- LABORATORIO AMPERIMETRO Con GlavanometroDocumento3 páginasLABORATORIO AMPERIMETRO Con GlavanometroAngela Rodriguez Forero0% (1)
- Principio de Saint-VenantDocumento8 páginasPrincipio de Saint-VenantJarumi Villalobos CortezAinda não há avaliações
- ING215 Examen 1 2017-1 SolucionarioDocumento11 páginasING215 Examen 1 2017-1 SolucionarioEdwin Morales JuárezAinda não há avaliações
- Aetess - Atec - Articulos - Ensayos Sobre Sistemas de Union de ArmadurasDocumento19 páginasAetess - Atec - Articulos - Ensayos Sobre Sistemas de Union de ArmaduraselectromocoAinda não há avaliações
- Aspectos Mecánicos de Los Tornillos de TransmisiónDocumento11 páginasAspectos Mecánicos de Los Tornillos de TransmisiónGalito GuañunaAinda não há avaliações
- Examen Parcial # 1 EstaticaDocumento1 páginaExamen Parcial # 1 EstaticaHoracio ApolayoAinda não há avaliações
- Alessandro Volta y la batería eléctricaDocumento8 páginasAlessandro Volta y la batería eléctricaLuis Arturo ValdiviaAinda não há avaliações
- Resumen Estatica Unidad 3Documento17 páginasResumen Estatica Unidad 3Jose RobertoAinda não há avaliações
- Tensión y Dureza de Materiales PoliméricosDocumento8 páginasTensión y Dureza de Materiales PoliméricosRenato881229Ainda não há avaliações
- Examen Tercer ParcialDocumento4 páginasExamen Tercer ParcialJhoselyn EmoshaAinda não há avaliações
- S01Documento2 páginasS01Efra IbacetaAinda não há avaliações
- NC Ra2 911 Configuracion Equipo Con Montaje de Transicion Aerea SubterraneaDocumento6 páginasNC Ra2 911 Configuracion Equipo Con Montaje de Transicion Aerea SubterraneaCarlos Mario Pinzón Castro100% (1)
- Módulo de elasticidad de un alambreDocumento5 páginasMódulo de elasticidad de un alambreFreddy Junior Ramos Bustamante100% (1)
- Modulo 3Documento12 páginasModulo 3api-523222136Ainda não há avaliações
- Tensor de Tensiones PDFDocumento34 páginasTensor de Tensiones PDFRuben Dario Ortiz FAinda não há avaliações
- Flexión Combinada PDFDocumento57 páginasFlexión Combinada PDFNico RodriguezAinda não há avaliações
- Estructura acero-concreto domoDocumento7 páginasEstructura acero-concreto domoJorge Knul0% (1)
- Trabajo de Laboratorio 3 Paradigmas de ProgramaciónDocumento2 páginasTrabajo de Laboratorio 3 Paradigmas de ProgramaciónLeonardo HerreraAinda não há avaliações
- Tarea de Puntales y TensoresDocumento26 páginasTarea de Puntales y TensoresFelix Santiago0% (1)
- Esfuerzo en VigasDocumento6 páginasEsfuerzo en VigasAlejandro Chirino HernandezAinda não há avaliações
- PuntalDocumento32 páginasPuntalHuber Abad Alvarado CoronelAinda não há avaliações
- Columnas y Recipientes Bajo PresiónDocumento14 páginasColumnas y Recipientes Bajo PresiónVaniAinda não há avaliações
- Sistemas pasivos protección sísmicaDocumento5 páginasSistemas pasivos protección sísmicafernandoAinda não há avaliações
- 2018 1 Ci7214Documento8 páginas2018 1 Ci7214enucasAinda não há avaliações
- Estudio Experimental de Conexiones de Momento Usando Perfiles T SoldadosDocumento204 páginasEstudio Experimental de Conexiones de Momento Usando Perfiles T Soldadoseduardo nuñezAinda não há avaliações
- Buenas Prácticas Racks - v17Documento64 páginasBuenas Prácticas Racks - v17enucas100% (1)
- MemoriaDocumento15 páginasMemoriaenucasAinda não há avaliações
- Crane PresentationDocumento2 páginasCrane PresentationenucasAinda não há avaliações
- Informe Académico Mamposteria Historica PDFDocumento104 páginasInforme Académico Mamposteria Historica PDFenucasAinda não há avaliações
- Libro Proyectar en Acero-1 PDFDocumento180 páginasLibro Proyectar en Acero-1 PDFRicardo AAinda não há avaliações
- 3 - Empujes de TierraDocumento33 páginas3 - Empujes de TierraENRIQUE VERAAinda não há avaliações
- Equivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los PernosDocumento7 páginasEquivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los PernosDRAKULLKILLER100% (11)
- Ar 01 PDFDocumento80 páginasAr 01 PDFoxxy22Ainda não há avaliações
- Mamposteria SismicaDocumento32 páginasMamposteria SismicaIVANGV62Ainda não há avaliações
- Análisis Sísmico de Estructuras de ConcretoDocumento20 páginasAnálisis Sísmico de Estructuras de Concretogemelos2Ainda não há avaliações
- Proyecto y Construccion de Galpones Modulares Ing Eduardo Arnal PDFDocumento240 páginasProyecto y Construccion de Galpones Modulares Ing Eduardo Arnal PDFNwar Boainy100% (4)
- Norma E030-2014 - Diseño Sismorresistente Del PerúDocumento53 páginasNorma E030-2014 - Diseño Sismorresistente Del PerúWilly Jhonatan Gomez CrispinAinda não há avaliações
- Uso de Las Curvas de Fragilidad PDFDocumento1 páginaUso de Las Curvas de Fragilidad PDFenucasAinda não há avaliações
- Normativa Vigente Sistema Constructivo Tradicional y No TradicionalDocumento1 páginaNormativa Vigente Sistema Constructivo Tradicional y No TradicionalJaime Hernandez ElguetaAinda não há avaliações
- Calculo y Diseno de Edificios de Concreto Armado Cap 01 PDFDocumento31 páginasCalculo y Diseno de Edificios de Concreto Armado Cap 01 PDFMELQUIADES7777Ainda não há avaliações
- Análisis Plástico de Estructuras Introducción - Spanish EspañolDocumento145 páginasAnálisis Plástico de Estructuras Introducción - Spanish EspañolMaycon Pereira80% (5)
- FORMULARIO PRUEBA Nº3 (Análisis de Estructuras I - IOCC 132)Documento2 páginasFORMULARIO PRUEBA Nº3 (Análisis de Estructuras I - IOCC 132)enucasAinda não há avaliações
- Recomendaciones de diseño estructural de estanterías de acero para almacenaje industrialDocumento126 páginasRecomendaciones de diseño estructural de estanterías de acero para almacenaje industrialenucasAinda não há avaliações
- Libro Dinámica Estructural (Curso Breve) PDFDocumento60 páginasLibro Dinámica Estructural (Curso Breve) PDFOskar VelizAinda não há avaliações
- Grados de IndeterminacionDocumento8 páginasGrados de IndeterminacionEdwin EajvilAinda não há avaliações
- Clase N°3-Materiales para La Instalación de Servicios Básicos PDFDocumento27 páginasClase N°3-Materiales para La Instalación de Servicios Básicos PDFenucasAinda não há avaliações
- Clase N°2-Descripción y Análisis de Productos Empleados en Construcción PDFDocumento25 páginasClase N°2-Descripción y Análisis de Productos Empleados en Construcción PDFenucasAinda não há avaliações
- Clase N - 1 - Introducción A Los MaterialesDocumento24 páginasClase N - 1 - Introducción A Los MaterialesSebastian Ruiz PeraltaAinda não há avaliações
- MallasDocumento4 páginasMallasROBERTO CARLOS COLQUI CORDOVAAinda não há avaliações
- Tablas de Perfiles ICHADocumento31 páginasTablas de Perfiles ICHAJaime Reyes89% (9)
- Manual IngSteel Framing 2da EdDocumento165 páginasManual IngSteel Framing 2da EdRonald AlmirailAinda não há avaliações
- EXAMEN ParcialDocumento2 páginasEXAMEN ParcialLincolh Maza ReyesAinda não há avaliações
- Programa Rector Profesionalizacion PDFDocumento60 páginasPrograma Rector Profesionalizacion PDFTejedor SiulAinda não há avaliações
- Métodos de Aprendizaje para Aprender Las Tablas de MultiplicarDocumento10 páginasMétodos de Aprendizaje para Aprender Las Tablas de MultiplicarCarolina Diaz VidalAinda não há avaliações
- Las Escuelas de La Teoría de La EvoluciónDocumento5 páginasLas Escuelas de La Teoría de La EvoluciónpauloarieuAinda não há avaliações
- 10 Actividad-A-Desarrollar Taller Periodo1 GEO 20-1Documento2 páginas10 Actividad-A-Desarrollar Taller Periodo1 GEO 20-1Marat Perez Grau100% (1)
- PERFIL DE INFORME DE COMPETENCIA PROFESIONAL-2 César ValdiviaDocumento3 páginasPERFIL DE INFORME DE COMPETENCIA PROFESIONAL-2 César ValdiviacesdelAinda não há avaliações
- Estadistica ProbabilidadDocumento3 páginasEstadistica Probabilidadyahir salazarAinda não há avaliações
- Luis Barragan MorfinDocumento10 páginasLuis Barragan MorfinZayra AnayaAinda não há avaliações
- Manual Servidor de Impresion Linux UbuntuDocumento26 páginasManual Servidor de Impresion Linux Ubuntugotita55100% (1)
- Sentencia 23788 2014Documento71 páginasSentencia 23788 2014Adalberto PalaciosAinda não há avaliações
- Estudio de Tráfico - Informe Final - VersionDocumento25 páginasEstudio de Tráfico - Informe Final - VersionSANDROAinda não há avaliações
- Procedimiento Calibracion de Medidores Con Sistema Automatico Con or de FlujoDocumento5 páginasProcedimiento Calibracion de Medidores Con Sistema Automatico Con or de Flujogiovanny1969p50% (2)
- SEGUNDO Trabajo, Estadística CON CARÁTULADocumento33 páginasSEGUNDO Trabajo, Estadística CON CARÁTULAMendoza Quispe Luis JorgeAinda não há avaliações
- Directiva Ascenso 2014Documento52 páginasDirectiva Ascenso 2014Rolando Quintero YarangaAinda não há avaliações
- Cuaderno1MatemáticaVD CompressedDocumento48 páginasCuaderno1MatemáticaVD CompressedMirna Nadina AbenteAinda não há avaliações
- Aportes Linea de TiempoDocumento4 páginasAportes Linea de Tiempodubys amayaAinda não há avaliações
- Mini atletismo para mejorar habilidades motorasDocumento18 páginasMini atletismo para mejorar habilidades motorasJose Patricio DíazAinda não há avaliações
- Gestión de Seguridad y Salu Ocupacional-Sesion 6-Chavez Seminario EmeritoDocumento23 páginasGestión de Seguridad y Salu Ocupacional-Sesion 6-Chavez Seminario EmeritoArielObregonAinda não há avaliações
- Porta FolioDocumento9 páginasPorta FolioKatherine P. Villarreal SuiraAinda não há avaliações
- Afroamérica. La Ruta Del EsclavoDocumento214 páginasAfroamérica. La Ruta Del EsclavoAndrés Ol100% (3)
- Tarea Unidad 1 - Esquema - Guía de TrabajoDocumento3 páginasTarea Unidad 1 - Esquema - Guía de TrabajoFran VeraAinda não há avaliações
- Proceso de ConsultoriaDocumento9 páginasProceso de Consultoriaheli gonzalezAinda não há avaliações
- Solucionario Prolemas de Resistencia de MaterialesDocumento184 páginasSolucionario Prolemas de Resistencia de MaterialesFerney Eusse100% (2)
- Guía OptometríaDocumento18 páginasGuía OptometríaVanessa OrtizAinda não há avaliações
- Formación docente sobre el Plan de Estudio 2022 en MorelosDocumento23 páginasFormación docente sobre el Plan de Estudio 2022 en MorelosYahir Antonio Sanchez MuñozAinda não há avaliações
- Logica Difusa Actividad 7Documento5 páginasLogica Difusa Actividad 7edgar jafet murillo silvaAinda não há avaliações
- Elementos de Derecho Penal y Procesal Penal 2022 - 2023Documento7 páginasElementos de Derecho Penal y Procesal Penal 2022 - 2023KatheAinda não há avaliações
- Adaptaciones Fisiologicas PDFDocumento38 páginasAdaptaciones Fisiologicas PDFEdwin Jesús Lainas Araujo100% (1)
- Levantamientos GeodesicosDocumento23 páginasLevantamientos GeodesicosDemian CruzAinda não há avaliações
- CrecimientoPoblacionesDocumento1 páginaCrecimientoPoblacionesKathia LorennaAinda não há avaliações