Você também pode gostar
- Redução de Desperdícios Nas Operações: Estudo de Caso em Uma Indústria AutomotivaDocumento12 páginasRedução de Desperdícios Nas Operações: Estudo de Caso em Uma Indústria AutomotivaLucas MartinsAinda não há avaliações
- 3 - MFVDocumento34 páginas3 - MFVCaio Ribeiro Borges de CarvalhoAinda não há avaliações
- Aplicação da metodologia TPM para redução de perdas em enchedora de latasDocumento23 páginasAplicação da metodologia TPM para redução de perdas em enchedora de latasMarcelo CardosoAinda não há avaliações
- GonçalvesDocumento14 páginasGonçalvesJoão Victor maximianoAinda não há avaliações
- ENEGEP2001_TR12_0305Documento8 páginasENEGEP2001_TR12_0305nathaliagacAinda não há avaliações
- Análise das 7 perdas do sistema Toyota de produção em distribuidora de açoDocumento10 páginasAnálise das 7 perdas do sistema Toyota de produção em distribuidora de açoCarlos HenriqueAinda não há avaliações
- Automatização de Uma Termoformadora Visando Melhorias No Processo Produtivo de Uma Empresa Fabricante de Pecas Termoplasticas para o Setor AutomobilisticoDocumento20 páginasAutomatização de Uma Termoformadora Visando Melhorias No Processo Produtivo de Uma Empresa Fabricante de Pecas Termoplasticas para o Setor AutomobilisticotconstttAinda não há avaliações
- Análise Do Fluxo de Valor de Uma Fábrica de Aviamentos Por Meio Da Ferramenta MFVDocumento13 páginasAnálise Do Fluxo de Valor de Uma Fábrica de Aviamentos Por Meio Da Ferramenta MFVFabio Rodrigo VargasAinda não há avaliações
- Projeto de célula de manufatura baseado em STP e TOCDocumento14 páginasProjeto de célula de manufatura baseado em STP e TOCFer VenturiniAinda não há avaliações
- MPT em Indústria de BebidasDocumento15 páginasMPT em Indústria de BebidasdiegohazinAinda não há avaliações
- Melhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivaDocumento7 páginasMelhoria Na Produtividade, e Redução de Desperdicios em Uma Linha de Produção AltomotivapedrocatarinoAinda não há avaliações
- Implantação dos 4 passos de manutenção autônoma em célula robóticaDocumento20 páginasImplantação dos 4 passos de manutenção autônoma em célula robóticaAndré BassaniAinda não há avaliações
- MFVDocumento7 páginasMFVNathalia FernandesAinda não há avaliações
- Implantação Do Sistema de Produção Enxuta - ESTÁCIODocumento24 páginasImplantação Do Sistema de Produção Enxuta - ESTÁCIOLuiz David MendesAinda não há avaliações
- O Sistema Lean e Suas FuncionabilidadesDocumento15 páginasO Sistema Lean e Suas Funcionabilidadesjailton.senaispAinda não há avaliações
- 503-Texto Do Artigo-1778-1-10-20181119Documento13 páginas503-Texto Do Artigo-1778-1-10-20181119Ivan Souza de AbreuAinda não há avaliações
- PaperlegoDocumento8 páginasPaperlegoFernanda FerreiraAinda não há avaliações
- Aplicação do Lean para reduzir desperdícios na produção moveleiraDocumento10 páginasAplicação do Lean para reduzir desperdícios na produção moveleiraclansbrAinda não há avaliações
- Aplicação dos conceitos do Lean Manufacturing em empresa de eletrodomésticosDocumento17 páginasAplicação dos conceitos do Lean Manufacturing em empresa de eletrodomésticosAlexsandra de MoraesAinda não há avaliações
- Mapeamento de processo em fábrica de cerâmicaDocumento15 páginasMapeamento de processo em fábrica de cerâmicaAdonis SaidlerAinda não há avaliações
- Enegep2009 TN STO 091 619 13678Documento13 páginasEnegep2009 TN STO 091 619 13678Lara Geovanna SoaresAinda não há avaliações
- VSD PDFDocumento9 páginasVSD PDFCristian PittiglianiAinda não há avaliações
- Proposta de ferramenta de análise de falhas no WCMDocumento15 páginasProposta de ferramenta de análise de falhas no WCMengenhariaAinda não há avaliações
- Valbaccili, 23-54-1 RVDocumento14 páginasValbaccili, 23-54-1 RVAngelo Baca AriasAinda não há avaliações
- Kaizen - Melhoria Contínua Através Do KaizenDocumento13 páginasKaizen - Melhoria Contínua Através Do KaizenDenisAinda não há avaliações
- Estratégias de Manufatura - Malharia RetilíneaDocumento19 páginasEstratégias de Manufatura - Malharia RetilínealeleozAinda não há avaliações
- Técnnicas Avançadas Deprodução 2Documento19 páginasTécnnicas Avançadas Deprodução 2wiliam peleteiroAinda não há avaliações
- TCC - Bruno Gonzatto e Rafael TorresDocumento29 páginasTCC - Bruno Gonzatto e Rafael TorresPaulo BertoAinda não há avaliações
- Por Que As Empresas Querem Ser ToyotaDocumento5 páginasPor Que As Empresas Querem Ser ToyotaMarcelo KawakameAinda não há avaliações
- Aumento da eficiência produtiva através da TRF em empresa de bebidasDocumento14 páginasAumento da eficiência produtiva através da TRF em empresa de bebidasdanielsampaio08Ainda não há avaliações
- Economia AgricolaDocumento172 páginasEconomia Agricolalipe2001augustoAinda não há avaliações
- Contabilidade EnxutaDocumento26 páginasContabilidade EnxutaAlvaro GrazianiAinda não há avaliações
- Melhoria de processo em fábrica de polpasDocumento17 páginasMelhoria de processo em fábrica de polpasAllan DacioAinda não há avaliações
- A3 (Artigo) - C. Da Silva PDFDocumento13 páginasA3 (Artigo) - C. Da Silva PDFRobsonAinda não há avaliações
- Controle de estoques detecta problemas no processo produtivoDocumento14 páginasControle de estoques detecta problemas no processo produtivoWalace Pereira SilvaAinda não há avaliações
- Aplicação_da_filosofia_Lean_Manufacturing_para_melhoria_da_produtividade_na_indústria_do_setor_automobilístico.Documento9 páginasAplicação_da_filosofia_Lean_Manufacturing_para_melhoria_da_produtividade_na_indústria_do_setor_automobilístico.alyson barretoAinda não há avaliações
- Sistema Toyota de Produção - Trabalho Seminário de PesquisaDocumento12 páginasSistema Toyota de Produção - Trabalho Seminário de PesquisaLaércio FerreiraAinda não há avaliações
- Estudo de Tempos e Movimentos em Uma Indústria de Ração Animal de Pequeno PorteDocumento12 páginasEstudo de Tempos e Movimentos em Uma Indústria de Ração Animal de Pequeno PorteAnonymous xauweRn4wAinda não há avaliações
- Artigo - Mapeamento Do Fluxo de ValorDocumento16 páginasArtigo - Mapeamento Do Fluxo de ValorpedroferprAinda não há avaliações
- Mapeamento do Fluxo de Valor na Indústria de FundiçãoDocumento16 páginasMapeamento do Fluxo de Valor na Indústria de FundiçãoJonas .RezendeAinda não há avaliações
- Aplicação de conceitos da manufatura enxuta em linha de produção alimentíciaDocumento11 páginasAplicação de conceitos da manufatura enxuta em linha de produção alimentíciaMatheus dos AnjosAinda não há avaliações
- Enegep2012 TN Sto 158 921 20012Documento10 páginasEnegep2012 TN Sto 158 921 20012Produção Mlx UniformesAinda não há avaliações
- TN Sto 293 1659 38467Documento18 páginasTN Sto 293 1659 38467Adriano AmaralAinda não há avaliações
- O Sistema Toyota de ProduçãoDocumento6 páginasO Sistema Toyota de ProduçãoJaime J SouzaAinda não há avaliações
- Análise de perdas em linha de fertilizantesDocumento17 páginasAnálise de perdas em linha de fertilizantesCatia MullerAinda não há avaliações
- 193 1057 1 PBDocumento16 páginas193 1057 1 PBMarcos SabinoAinda não há avaliações
- 1237-Texto Do Artigo-7000-1-10-20180302Documento9 páginas1237-Texto Do Artigo-7000-1-10-20180302William BentoAinda não há avaliações
- Enegep2013 TN STP 177 010 22996Documento15 páginasEnegep2013 TN STP 177 010 22996claudio silvaAinda não há avaliações
- TN STP 230 345 29554 PDFDocumento13 páginasTN STP 230 345 29554 PDFAuhentic RouteAinda não há avaliações
- Lean Six Sigma em Análise de Registros IndustriaisDocumento22 páginasLean Six Sigma em Análise de Registros IndustriaisIBRAinda não há avaliações
- TN STP 232 353 28627Documento11 páginasTN STP 232 353 28627Gabriel PalmaAinda não há avaliações
- Implantaao Do Metodo de Troca Rapida de Ferramentas em Maquinas de Injeao de Calados PlasticosDocumento17 páginasImplantaao Do Metodo de Troca Rapida de Ferramentas em Maquinas de Injeao de Calados PlasticosEnio RomeroAinda não há avaliações
- Aplicação Da Ferramenta Gemba KaizenDocumento15 páginasAplicação Da Ferramenta Gemba Kaizen597930Ainda não há avaliações
- Estudo de Caso - Cronoanálise Motagem de CadeiraDocumento14 páginasEstudo de Caso - Cronoanálise Motagem de CadeiraWesley alves martinsAinda não há avaliações
- Fatores críticos de sucesso no desenvolvimento de produtos automotivosDocumento15 páginasFatores críticos de sucesso no desenvolvimento de produtos automotivosMauro VieiraAinda não há avaliações
- MI - 17 - ArtigoDocumento13 páginasMI - 17 - ArtigoAlan JungesAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Start to go up: um guia de diretrizes para gestão de ativos de PI voltado às startupsNo EverandStart to go up: um guia de diretrizes para gestão de ativos de PI voltado às startupsAinda não há avaliações
- As Redes Empresariais Como Uma Alternativa para Aumentar A Competitividade de Empresas Do Setor de Comércio VarejistaDocumento8 páginasAs Redes Empresariais Como Uma Alternativa para Aumentar A Competitividade de Empresas Do Setor de Comércio VarejistaGeraldo DieguesAinda não há avaliações
- A revolução digital na indústria: a era da Indústria 4.0Documento17 páginasA revolução digital na indústria: a era da Indústria 4.0Geraldo DieguesAinda não há avaliações
- Administração - AS RELAÇÕES ENTRE ESTRATÉGIA DE PRODUÇÃO, TQM (TOTAL QUALITY MANAGEMENT OU GESTÃO DA QUALIDADE TODocumento15 páginasAdministração - AS RELAÇÕES ENTRE ESTRATÉGIA DE PRODUÇÃO, TQM (TOTAL QUALITY MANAGEMENT OU GESTÃO DA QUALIDADE TOEduardo Lucas PintoAinda não há avaliações
- Adm Da Produção Como Ferramenta EstratégicaDocumento12 páginasAdm Da Produção Como Ferramenta EstratégicaBruno Da Silva SantosAinda não há avaliações
- Estratégias Empresariais PDFDocumento17 páginasEstratégias Empresariais PDFdschaurichAinda não há avaliações
- Analise Do Ambiente Organizacional PDFDocumento11 páginasAnalise Do Ambiente Organizacional PDFJacqueline BritoAinda não há avaliações
- Analise Do Ambiente Organizacional PDFDocumento11 páginasAnalise Do Ambiente Organizacional PDFJacqueline BritoAinda não há avaliações
- A Produtividade No Chao de FabricaDocumento142 páginasA Produtividade No Chao de FabricamauriciolllAinda não há avaliações
- Proposta de TPM em célula de máquinas injetorasDocumento88 páginasProposta de TPM em célula de máquinas injetorasagnysAinda não há avaliações
- Icones LIB para MFVDocumento2 páginasIcones LIB para MFVRafael SchroerAinda não há avaliações
- Estudo de caso Americanas.comDocumento16 páginasEstudo de caso Americanas.comThalita Helena FreitasAinda não há avaliações
- PIM 6 Superior em LogísticaDocumento28 páginasPIM 6 Superior em LogísticaLetíciaOliveira80% (5)
- Logística Construção Civil Restrições OperacionaisDocumento12 páginasLogística Construção Civil Restrições OperacionaisJoão StormowskiAinda não há avaliações
- Gestão Visual e Kanban em equipas de suporte TIDocumento89 páginasGestão Visual e Kanban em equipas de suporte TIadijayptAinda não há avaliações
- Logística e gestão de estoquesDocumento13 páginasLogística e gestão de estoquesRandersonAinda não há avaliações
- Gurus Qualidade ShingoDocumento17 páginasGurus Qualidade ShingoLaércio FerreiraAinda não há avaliações
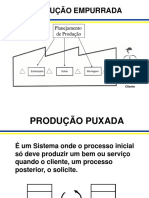
- Produção constante x demandaDocumento6 páginasProdução constante x demandaWirley Almeida SantosAinda não há avaliações
- Syllabus CTFL - ATDocumento44 páginasSyllabus CTFL - ATThiago OliveiraAinda não há avaliações
- Gestão da Produção e Qualidade no ISPKSDocumento44 páginasGestão da Produção e Qualidade no ISPKSLeonido Drogas GasparAinda não há avaliações
- Relatório de Filme - Toyota Production SystemDocumento4 páginasRelatório de Filme - Toyota Production SystemRafael ViolanteAinda não há avaliações
- Ebook Resumao Da ProdutividadeDocumento33 páginasEbook Resumao Da ProdutividadeA jolie julie100% (1)
- Fordismo, taylorismo e toyotismo: rupturas e continuidades na organização do trabalhoDocumento6 páginasFordismo, taylorismo e toyotismo: rupturas e continuidades na organização do trabalhoSofia RettoreAinda não há avaliações
- Kanban: sistema de produção puxadaDocumento23 páginasKanban: sistema de produção puxadapablo jordyAinda não há avaliações
- Teoria Sistema KanbanDocumento45 páginasTeoria Sistema KanbanFabrício ResendeAinda não há avaliações
- Guia completo do ScrumDocumento21 páginasGuia completo do ScrumDouglas SantosAinda não há avaliações
- Gestão de projetos e metodologias ágeisDocumento62 páginasGestão de projetos e metodologias ágeisElio FernandesAinda não há avaliações
- F EP2 - Sara Melo - 7003386 PDFDocumento77 páginasF EP2 - Sara Melo - 7003386 PDFBenvindo XavierAinda não há avaliações
- Gestão de Estoque em Multinacional na Amazônia e SICDocumento124 páginasGestão de Estoque em Multinacional na Amazônia e SICSergioAguiarAinda não há avaliações
- Pim IV - Magazine - LogisticaDocumento49 páginasPim IV - Magazine - LogisticaJanile Campos Dutra75% (4)
- Cole - o Geografia A - o e Transforma - o Geografia 3 - Ano A - o e TDocumento516 páginasCole - o Geografia A - o e Transforma - o Geografia 3 - Ano A - o e TWillian Schwantz100% (1)
- Estudando: Sistema Kanban: Algumas Recomendações ImportantesDocumento2 páginasEstudando: Sistema Kanban: Algumas Recomendações Importanteschiquim6Ainda não há avaliações
- SI031 02 R04 Apostila LeankeepDocumento32 páginasSI031 02 R04 Apostila LeankeepRaphael SlomaAinda não há avaliações
- Dinâmica 2Documento72 páginasDinâmica 2Eduardo SpillerAinda não há avaliações
- 1554475453plano de Ao 5W2HDocumento13 páginas1554475453plano de Ao 5W2HEduardo SolerAinda não há avaliações
- Entenda Os Termos - GlossárioDocumento3 páginasEntenda Os Termos - GlossárioRicardoSilvaAinda não há avaliações
- Métodos de produtividade para iniciantesDocumento222 páginasMétodos de produtividade para iniciantesAndré TristãoAinda não há avaliações
- Princípios Lean ManufacturingDocumento58 páginasPrincípios Lean Manufacturingrobsongiovane30100% (3)