Você também pode gostar
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDocumento3 páginasDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- TMK Up™: Field ManualDocumento84 páginasTMK Up™: Field Manualcorsini999Ainda não há avaliações
- DS-1 Volume 4 Addendum PDFDocumento15 páginasDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakAinda não há avaliações
- Camaron Ann BOPDocumento24 páginasCamaron Ann BOPBiswajyoti Bora50% (2)
- DSI Brochure 2016Documento36 páginasDSI Brochure 2016Petro NimchukAinda não há avaliações
- Tubulars - Connections (W250) Mar 08 - Part 3Documento15 páginasTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- GPDS Connections Field InspectionDocumento4 páginasGPDS Connections Field InspectiontheinmoeAinda não há avaliações
- 2 JFE BEAR Design FeatureDocumento15 páginas2 JFE BEAR Design FeatureDaniel ChiriacAinda não há avaliações
- VAM Catalog 2011Documento116 páginasVAM Catalog 2011Anoop SVAinda não há avaliações
- Top-Co Rotobo Integral Bow Spring Centralizer SubDocumento2 páginasTop-Co Rotobo Integral Bow Spring Centralizer SubEmenike Donald EjiejiAinda não há avaliações
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocumento116 páginasMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- 1 - Classification of CasingDocumento68 páginas1 - Classification of CasingnabiAinda não há avaliações
- Casing ThreadsDocumento7 páginasCasing ThreadsNaser KhanAinda não há avaliações
- Tenaris ConnDocumento12 páginasTenaris ConnDanielAinda não há avaliações
- Handing Tools CPMCDocumento32 páginasHanding Tools CPMCcristinelb100% (1)
- Performance Sheet GuideDocumento24 páginasPerformance Sheet GuideLuis A G. C.Ainda não há avaliações
- Forces and Direction Tubular Goods: Case 1Documento1 páginaForces and Direction Tubular Goods: Case 1Mufti GhazaliAinda não há avaliações
- Thread CompoundDocumento5 páginasThread CompoundJas SumAinda não há avaliações
- FIP XT XTM PC 9.9 2009feb11 ExtDocumento5 páginasFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoAinda não há avaliações
- Iadc Bit GradingDocumento1 páginaIadc Bit GradinganarkasisAinda não há avaliações
- TenarisHydril Wedge 563 RunningGuidelinesDocumento16 páginasTenarisHydril Wedge 563 RunningGuidelinesDario JaimesAinda não há avaliações
- Servco Mills HandbookDocumento90 páginasServco Mills HandbookGhinet Teodor-ioan100% (1)
- Drilling Tools - 1Documento269 páginasDrilling Tools - 1berrouiAinda não há avaliações
- Drillbit Class If I ErDocumento19 páginasDrillbit Class If I ErCharly Oswald ArgolloAinda não há avaliações
- Prem ConnectionDocumento2 páginasPrem ConnectionJan Arild SkappelAinda não há avaliações
- Geothermal Well Design PDFDocumento7 páginasGeothermal Well Design PDFLaurencius YanuarAinda não há avaliações
- Drilling Engineering: PETE 203Documento48 páginasDrilling Engineering: PETE 203AbdullahAinda não há avaliações
- Introduction To OCTG: API Steel Grades Handout 03Documento4 páginasIntroduction To OCTG: API Steel Grades Handout 03AHMEDAinda não há avaliações
- API Ys Premium ConnectionDocumento14 páginasAPI Ys Premium ConnectionAnonymous 1pblc2Y100% (1)
- Rotary Shouldered Connections BMCPDocumento37 páginasRotary Shouldered Connections BMCPOGIS MKAinda não há avaliações
- Stabilizer TypeDocumento14 páginasStabilizer TypeAdin PraviMoški PartAdisAinda não há avaliações
- Seminar Casing FailureDocumento27 páginasSeminar Casing FailurehshobeyriAinda não há avaliações
- BlocksDrilling Line Rev-Peview PDFDocumento11 páginasBlocksDrilling Line Rev-Peview PDFLa Ode Hadi AugustmanAinda não há avaliações
- Strength of Casing and Tubing - PetroWiki PDFDocumento15 páginasStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloAinda não há avaliações
- Inspection Casing On Location Procedure22222222Documento11 páginasInspection Casing On Location Procedure22222222hamdi hamdiAinda não há avaliações
- Agemaker Atalog: A S C E T M P C GDocumento48 páginasAgemaker Atalog: A S C E T M P C GTripzombie78Ainda não há avaliações
- Fox Public Fox-Tp-M-101 Field InspectionDocumento5 páginasFox Public Fox-Tp-M-101 Field InspectionJoseph MidouAinda não há avaliações
- Toro Drilling Motor HandbookDocumento188 páginasToro Drilling Motor HandbookMuhammad Iqbal ArifinAinda não há avaliações
- 9 - What Is A Special Drift CasingDocumento2 páginas9 - What Is A Special Drift CasingLuis David Concha CastilloAinda não há avaliações
- Soft Torque System (Paper) - OME Paper 112Documento18 páginasSoft Torque System (Paper) - OME Paper 112Odion Ikhajiagbe100% (1)
- Connection TypeDocumento9 páginasConnection Typesmelihates100% (1)
- RC Product and Tech Tranining 2006Documento226 páginasRC Product and Tech Tranining 2006amin peyvandAinda não há avaliações
- SD Slip ManualDocumento9 páginasSD Slip ManualGregory StewartAinda não há avaliações
- 12-BT-0092 Impreg Dull Grade BookDocumento52 páginas12-BT-0092 Impreg Dull Grade BookFredy Farell OrtegaAinda não há avaliações
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringDocumento19 páginasSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13Ainda não há avaliações
- VAM® 21 Technical ReportDocumento8 páginasVAM® 21 Technical ReportKonrad AdamAinda não há avaliações
- Coiled-Tubing Drillin PracticeDocumento9 páginasCoiled-Tubing Drillin PracticedagingoAinda não há avaliações
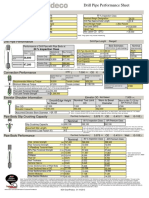
- Drill Pipe Performance Sheet 5.875 XT57 G105Documento3 páginasDrill Pipe Performance Sheet 5.875 XT57 G105Garcia C L AlbertoAinda não há avaliações
- Wat AssignmentDocumento16 páginasWat AssignmentrubilAinda não há avaliações
- Air 5065Documento11 páginasAir 5065niky186Ainda não há avaliações
- DrillPipe, 80%, 5.875 OD, 0.500 Wall, IEU, S-135.. XT57 (7.000 X 4.250)Documento3 páginasDrillPipe, 80%, 5.875 OD, 0.500 Wall, IEU, S-135.. XT57 (7.000 X 4.250)Garcia C L AlbertoAinda não há avaliações
- DrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Documento3 páginasDrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Garcia C L AlbertoAinda não há avaliações
- DrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Documento3 páginasDrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Johann ZabaletaAinda não há avaliações
- DrillPipe, 80%, 5.500 OD, 0.415 Wall, IEU, G-105.. XT57 (7.000 X 4.000)Documento3 páginasDrillPipe, 80%, 5.500 OD, 0.415 Wall, IEU, G-105.. XT57 (7.000 X 4.000)Johann ZabaletaAinda não há avaliações
- DrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Documento3 páginasDrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Инженер Луис А. ГарсиаAinda não há avaliações
- Swivel Joint 229-244Documento16 páginasSwivel Joint 229-244Gregory StewartAinda não há avaliações
- Grant Prideco Rotary Shoulder HandbookDocumento112 páginasGrant Prideco Rotary Shoulder Handbookrlk2806Ainda não há avaliações
- TSE, ENGINEERING REPORT, TSE SDP-70 Drum StrengthDocumento7 páginasTSE, ENGINEERING REPORT, TSE SDP-70 Drum Strengthpetrone.andrea20Ainda não há avaliações
- LandingString, 80%, 5.875 OD, 0.750 Wall, IEU, S-135.. XT57 (7.250 X 3.500)Documento3 páginasLandingString, 80%, 5.875 OD, 0.750 Wall, IEU, S-135.. XT57 (7.250 X 3.500)Garcia C L AlbertoAinda não há avaliações
- Zetpol 1000LDocumento1 páginaZetpol 1000LalexintelAinda não há avaliações
- ASTM D1525-09 Standard Test Method For Vicat Softening Temperature of PlasticsDocumento10 páginasASTM D1525-09 Standard Test Method For Vicat Softening Temperature of PlasticsalexintelAinda não há avaliações
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocumento4 páginasASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- Astm C150Documento9 páginasAstm C150alexintel100% (3)
- Directional DrillingDocumento188 páginasDirectional Drillingalexintel86% (7)
- Aws A2.4 Weld Symbols PDFDocumento2 páginasAws A2.4 Weld Symbols PDFbastonspestalode67% (3)
- Hoop StressDocumento9 páginasHoop Stressalexintel100% (1)
- Summative Test in Grade 10 Science PDF FreeDocumento2 páginasSummative Test in Grade 10 Science PDF FreeMalyn ReyesAinda não há avaliações
- Final Formula SheetDocumento1 páginaFinal Formula SheetFaryalAinda não há avaliações
- Lab 3 Pre LabDocumento3 páginasLab 3 Pre LabMina VoAinda não há avaliações
- Free Computer Fundamentals and Programming in C by Reema TharejaDocumento5 páginasFree Computer Fundamentals and Programming in C by Reema TharejaGopi S0% (1)
- IECEx INE 12.0010X 002Documento9 páginasIECEx INE 12.0010X 002Marcos SiqueiraAinda não há avaliações
- Medical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterDocumento5 páginasMedical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterlinggaAinda não há avaliações
- GENERAL PHYSICS 2 - Q3 - Week 2Documento22 páginasGENERAL PHYSICS 2 - Q3 - Week 2vrejie46Ainda não há avaliações
- Tugas HKSA Deskriptor (Fitriani Choerunnisa (11171013) 3FA1)Documento4 páginasTugas HKSA Deskriptor (Fitriani Choerunnisa (11171013) 3FA1)fitriani choerunnisaAinda não há avaliações
- Study of Educational Aspiration and Socio-Economic Status of Secondary School StudentsDocumento11 páginasStudy of Educational Aspiration and Socio-Economic Status of Secondary School StudentsvivekAinda não há avaliações
- AKA5510EXADocumento2 páginasAKA5510EXAСтоил СемерджиевAinda não há avaliações
- Caliper Xy MemoryDocumento6 páginasCaliper Xy MemoryA MuAinda não há avaliações
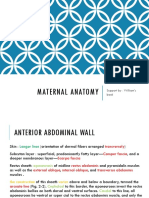
- Chapter 2 Maternal Anatomy WilliamsDocumento60 páginasChapter 2 Maternal Anatomy WilliamsDiskaAstariniAinda não há avaliações
- Cortec, VpCI-371 Application GuideDocumento2 páginasCortec, VpCI-371 Application Guidemonserrat PereaAinda não há avaliações
- LC08 L1TP 120065 20180318 20180403 01 T1 MTLDocumento4 páginasLC08 L1TP 120065 20180318 20180403 01 T1 MTLrendy aswinAinda não há avaliações
- QE and Complex Numbers DPPDocumento9 páginasQE and Complex Numbers DPPsatishmhbdAinda não há avaliações
- Evaluating Capital ProjectsDocumento254 páginasEvaluating Capital Projectsariff_sodriAinda não há avaliações
- Handwritten English Alphabet RecognitionDocumento8 páginasHandwritten English Alphabet RecognitionIJRASETPublicationsAinda não há avaliações
- Modul 2 Operasi GeneratorDocumento50 páginasModul 2 Operasi Generatorika yuliyani murtiharjonoAinda não há avaliações
- Atmos S 351 - Service ManualDocumento40 páginasAtmos S 351 - Service ManualcuetlaxochitlAinda não há avaliações
- LogDocumento7 páginasLogHerdi YantoAinda não há avaliações
- Part 1Documento120 páginasPart 1Raju Halder0% (1)
- EWAD-CF EEDEN15-435 Data Books EnglishDocumento42 páginasEWAD-CF EEDEN15-435 Data Books EnglishrpufitaAinda não há avaliações
- MS Word 3Documento2 páginasMS Word 3Misha RaviAinda não há avaliações
- 29 - CHAPTER 3 Intermolecular Forces and Potential Enegy SurfacesDocumento9 páginas29 - CHAPTER 3 Intermolecular Forces and Potential Enegy SurfacesMohit Kamboj100% (2)
- R172 NTG4.5 EngineeringMenuDocumento5 páginasR172 NTG4.5 EngineeringMenualeksandar_tudzarovAinda não há avaliações
- 23-Article Text-89-3-10-20200704Documento16 páginas23-Article Text-89-3-10-20200704cholifah agumAinda não há avaliações
- Simulation of Congestion Control Algorithm AimDocumento4 páginasSimulation of Congestion Control Algorithm AimHaru HarshuAinda não há avaliações
- ITTC Surface TreatmentDocumento63 páginasITTC Surface Treatments_brizzolaraAinda não há avaliações
- WDM Bi553Documento138 páginasWDM Bi553florea_madfoxAinda não há avaliações
- DC DC BoostDocumento21 páginasDC DC BoosttrshaaaAinda não há avaliações