Você também pode gostar
- 9 Focused Ion Beam MicrosDocumento28 páginas9 Focused Ion Beam MicrosPrashant VermaAinda não há avaliações
- Elevator Control Module: User'SDocumento21 páginasElevator Control Module: User'SBrahim Chergui100% (1)
- Metallography: Dr. Mohd Arif Anuar Mohd SallehDocumento22 páginasMetallography: Dr. Mohd Arif Anuar Mohd SallehNurulAtirahNoroziAinda não há avaliações
- 4hana 1909Documento60 páginas4hana 1909ddharAinda não há avaliações
- Fabrication of PNP TransistorDocumento32 páginasFabrication of PNP TransistorRahul RajAinda não há avaliações
- Smi98 07Documento9 páginasSmi98 07Oana Mihaela PaunaAinda não há avaliações
- Surface & Coatings Technology: J. Zechner, G. Mohanty, C. Frantz, H. Cebeci, L. Philippe, J. MichlerDocumento5 páginasSurface & Coatings Technology: J. Zechner, G. Mohanty, C. Frantz, H. Cebeci, L. Philippe, J. MichlerCahyo ArdoyoAinda não há avaliações
- Construction of A Monolithic Bipolar TransistorDocumento6 páginasConstruction of A Monolithic Bipolar TransistorsampAinda não há avaliações
- ApplPhysLett 83 2784 PDFDocumento3 páginasApplPhysLett 83 2784 PDFEidelsayedAinda não há avaliações
- Paper Presentation: Thermal Probe Maskless LithographyDocumento4 páginasPaper Presentation: Thermal Probe Maskless LithographyANJUAinda não há avaliações
- Articulo NanotecnlogiaDocumento6 páginasArticulo NanotecnlogiaAndresAinda não há avaliações
- Case 7.3 PZT Piezoelectric Acoustic SensorDocumento3 páginasCase 7.3 PZT Piezoelectric Acoustic SensorSarika AyyathuraiAinda não há avaliações
- Example Problem Set2 F10Documento8 páginasExample Problem Set2 F10irfanAinda não há avaliações
- Nano LithographyDocumento14 páginasNano LithographyMohammad RameezAinda não há avaliações
- Suiyuan Chen, Guili Yin, Ruixue Wang, Jing Liang, Changsheng LiuDocumento6 páginasSuiyuan Chen, Guili Yin, Ruixue Wang, Jing Liang, Changsheng Liudie lutionAinda não há avaliações
- Fabricating A Nano-Labyrinth On Silicon Wafer: Project ReportDocumento15 páginasFabricating A Nano-Labyrinth On Silicon Wafer: Project ReportEthan HuntAinda não há avaliações
- Metal MumpsDocumento27 páginasMetal Mumpsapi-3748599Ainda não há avaliações
- Fabrication of Nanoscale Structures: 1 Microfabrication - PhotolithographyDocumento12 páginasFabrication of Nanoscale Structures: 1 Microfabrication - PhotolithographyMoataz Al-chalabiAinda não há avaliações
- 2014-Nanotech, PPMDocumento6 páginas2014-Nanotech, PPMAngel JosephAinda não há avaliações
- 09 Ye 1665Documento7 páginas09 Ye 1665Wl LeeAinda não há avaliações
- Cara Sintesis ZatDocumento14 páginasCara Sintesis ZatSafarin NisrinahAinda não há avaliações
- KMPR Photo Resist For Fabrication of Thick Micro StructuresDocumento4 páginasKMPR Photo Resist For Fabrication of Thick Micro StructuresVictoria HicksAinda não há avaliações
- Fabricación Modificada de Uniones Josephson de Superconductor-Metal Normal-Superconductor para Usar en Un Sintetizador de Forma de Onda ArbitrariaDocumento6 páginasFabricación Modificada de Uniones Josephson de Superconductor-Metal Normal-Superconductor para Usar en Un Sintetizador de Forma de Onda ArbitrariajamesAinda não há avaliações
- Polycrystalline Silicon Thin Films For MEMS ApplicationsDocumento5 páginasPolycrystalline Silicon Thin Films For MEMS Applicationsrajesh langojuAinda não há avaliações
- Substrative Processes in MEMSDocumento2 páginasSubstrative Processes in MEMSDillipAinda não há avaliações
- MTJ FabricationDocumento1 páginaMTJ FabricationRobertAinda não há avaliações
- Nanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationDocumento10 páginasNanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Nanolitografia 31 PDFDocumento4 páginasNanolitografia 31 PDFJorge De Jesus Torres ReyesAinda não há avaliações
- How Does The TEM WorkDocumento5 páginasHow Does The TEM WorkthuronAinda não há avaliações
- Propiedades Del AluminioDocumento3 páginasPropiedades Del AluminiomorenopoAinda não há avaliações
- MRAM EtchingDocumento7 páginasMRAM EtchingKarthik GopalAinda não há avaliações
- Unit 1 IC Fabrication: Advantages of Integrated CircuitsDocumento13 páginasUnit 1 IC Fabrication: Advantages of Integrated CircuitsVerloves Love0% (1)
- Blue Light-Emitting Diode Based On ZnODocumento3 páginasBlue Light-Emitting Diode Based On ZnOHoracio SolacheAinda não há avaliações
- Effects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMDocumento8 páginasEffects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMRamin ShojaAinda não há avaliações
- Electro-Optically Tunable Microring Resonators On Lithium NiobateDocumento3 páginasElectro-Optically Tunable Microring Resonators On Lithium NiobateDr-Mandeep SinghAinda não há avaliações
- Fabrication of A Zno Piezoelectric Micro Cantilever With A High-Aspect-Ratio Nano TipDocumento8 páginasFabrication of A Zno Piezoelectric Micro Cantilever With A High-Aspect-Ratio Nano TiphebertoesAinda não há avaliações
- Linear and Digital Integrated CircuitsDocumento58 páginasLinear and Digital Integrated Circuitssuresh151971Ainda não há avaliações
- Influence of Substrate Temperature On Structural, Electrical and Optical Properties of Zno:Al Thin FilmsDocumento11 páginasInfluence of Substrate Temperature On Structural, Electrical and Optical Properties of Zno:Al Thin FilmsMuhammad Sahlan RidwanAinda não há avaliações
- 1 s2.0 S1875389215017770 MainDocumento7 páginas1 s2.0 S1875389215017770 MainaaliyaAinda não há avaliações
- TEM Sample Preparations 100Documento28 páginasTEM Sample Preparations 100mm11_nedAinda não há avaliações
- 10 PDFDocumento38 páginas10 PDFTejinder SinghAinda não há avaliações
- Application of Wafer Direct Bonding Technique To Optical Nonreciprocal DevicesDocumento10 páginasApplication of Wafer Direct Bonding Technique To Optical Nonreciprocal DevicesSudhakar SpartanAinda não há avaliações
- Properties of Lithium Phosphorus Oxynitride (Lipon) For 3D Solid-State Lithium BatteriesDocumento9 páginasProperties of Lithium Phosphorus Oxynitride (Lipon) For 3D Solid-State Lithium BatteriesAkhilaAinda não há avaliações
- Mesfet Fabrication Process Steps: Given Substrate Is GaasDocumento13 páginasMesfet Fabrication Process Steps: Given Substrate Is GaasAnonymous eoGtzUAinda não há avaliações
- Vibration Energy Harvesting With PZT Micro Device: Procedia ChemistryDocumento4 páginasVibration Energy Harvesting With PZT Micro Device: Procedia ChemistryNavraj SinghAinda não há avaliações
- Lithography-Advanced MaterialsDocumento15 páginasLithography-Advanced MaterialsJaya LohaniAinda não há avaliações
- LIGA ProcessDocumento6 páginasLIGA ProcessShubhankar NaikAinda não há avaliações
- NMTC Report 1Documento19 páginasNMTC Report 1vkemminje7158Ainda não há avaliações
- Orientated Fept Nanocrystals Deposited On Porous Silicon: A. Khajehnezhad S.A. SebtDocumento9 páginasOrientated Fept Nanocrystals Deposited On Porous Silicon: A. Khajehnezhad S.A. SebtArif IsmantoAinda não há avaliações
- Unit I Ic FabricationDocumento23 páginasUnit I Ic FabricationBhuvana VaradharajAinda não há avaliações
- Kawan-Yu2021 Article LaserLift-OffOfTheSapphireSubsDocumento5 páginasKawan-Yu2021 Article LaserLift-OffOfTheSapphireSubsanil kawanAinda não há avaliações
- A NEW Micro-Four-Point Probe Design FOR Zhang, Dong-Nanotechnology Laboratory, SystemsDocumento4 páginasA NEW Micro-Four-Point Probe Design FOR Zhang, Dong-Nanotechnology Laboratory, Systemsobalana tosinAinda não há avaliações
- X-Ray Lithography: LIGADocumento48 páginasX-Ray Lithography: LIGAzhaoAinda não há avaliações
- Introduction To IC FabricationDocumento7 páginasIntroduction To IC FabricationAbhishek DasAinda não há avaliações
- Coatings: Fabrication and Characterization of A Perovskite-Type Solar Cell With A Substrate Size of 70 MMDocumento10 páginasCoatings: Fabrication and Characterization of A Perovskite-Type Solar Cell With A Substrate Size of 70 MMP S HARSHITAAinda não há avaliações
- Descripción Simiulador SolarDocumento8 páginasDescripción Simiulador SolarMiranda HéctorAinda não há avaliações
- Pub 00027Documento9 páginasPub 00027Particle Beam Physics LabAinda não há avaliações
- Bec010 Vlsi - NotesDocumento109 páginasBec010 Vlsi - NotesFarukh ZafarAinda não há avaliações
- Tugas Deformasi Dan Proses Pembentukan - Vicko Gestantyo Anugraha - 2710100054Documento17 páginasTugas Deformasi Dan Proses Pembentukan - Vicko Gestantyo Anugraha - 2710100054vgestantyoAinda não há avaliações
- Artificial EyeDocumento24 páginasArtificial EyeArunav SinghAinda não há avaliações
- Low Temperature High-Mobility Inzno Thin-Film Transistors Fabricated by Excimer Laser AnnealingDocumento4 páginasLow Temperature High-Mobility Inzno Thin-Film Transistors Fabricated by Excimer Laser Annealingbaaf007Ainda não há avaliações
- Piezoelectric ZnO Nanostructure for Energy HarvestingNo EverandPiezoelectric ZnO Nanostructure for Energy HarvestingAinda não há avaliações
- MAC-LAB Transfer Operator's ManualDocumento37 páginasMAC-LAB Transfer Operator's ManualAbdelhakszn SznAinda não há avaliações
- Strategic Perspective For The Corps of SignalsDocumento36 páginasStrategic Perspective For The Corps of Signalscallmetarantula0% (1)
- Microsoft VisioDocumento7 páginasMicrosoft VisioAnandu S NairAinda não há avaliações
- Converting To SAP S/4HANA: Custom Code MigrationDocumento15 páginasConverting To SAP S/4HANA: Custom Code MigrationKevin AndersonAinda não há avaliações
- H31 411 HCNA LTE Exam DumpsDocumento13 páginasH31 411 HCNA LTE Exam DumpsAbu DaoudAinda não há avaliações
- Philips FWC170Documento54 páginasPhilips FWC170Luis Nava CastilloAinda não há avaliações
- EPC Control Wiring Applications 836269cDocumento110 páginasEPC Control Wiring Applications 836269cdylan_dearing@hotmail.comAinda não há avaliações
- Olidworks: S Edrawings ProfessionalDocumento2 páginasOlidworks: S Edrawings Professionalkambera2100% (1)
- Test Class MethodsDocumento7 páginasTest Class Methodsvarun.chintatiAinda não há avaliações
- Sentiment Analysis of Stock News Using NLTKDocumento6 páginasSentiment Analysis of Stock News Using NLTKVIVA-TECH IJRIAinda não há avaliações
- InternshipDocumento45 páginasInternshipeshatyagi050100% (1)
- Impression Techniques in Fixed Prosthodontics: Dr. Nithin Kumar, Dr. Sumanth K. S, Dr. Krishna Kumar, Dr. Gautam ShettyDocumento10 páginasImpression Techniques in Fixed Prosthodontics: Dr. Nithin Kumar, Dr. Sumanth K. S, Dr. Krishna Kumar, Dr. Gautam ShettyDaniella DukmakAinda não há avaliações
- The Effect of Supply Chain Integration On Information Sharing Enhancing The Supply Chain PerformanceDocumento20 páginasThe Effect of Supply Chain Integration On Information Sharing Enhancing The Supply Chain PerformanceOsama MazharAinda não há avaliações
- CMIME Question Bank PDFDocumento26 páginasCMIME Question Bank PDFnikAinda não há avaliações
- Image Enhancement RestorationDocumento74 páginasImage Enhancement RestorationDarsh Singh0% (1)
- The Importance of Basic Printing Education For Human Resource Development in Printing IndustryDocumento12 páginasThe Importance of Basic Printing Education For Human Resource Development in Printing IndustryAries Chandra AnandithaAinda não há avaliações
- NOVOS 3 X RS485 BACnet Datasheet enDocumento8 páginasNOVOS 3 X RS485 BACnet Datasheet enCtwoR MantenimientosAinda não há avaliações
- IMP REVIEW Modeling - of - Negative - Capacitance - in - Ferroelectric - NCDocumento23 páginasIMP REVIEW Modeling - of - Negative - Capacitance - in - Ferroelectric - NCsai prashanthAinda não há avaliações
- Autocad Lab ManualDocumento2 páginasAutocad Lab ManualriyaAinda não há avaliações
- Tomorrow'S Technology For Today'S Security: Product HighlightsDocumento2 páginasTomorrow'S Technology For Today'S Security: Product HighlightsBanu AtamAinda não há avaliações
- Sonora CA24R-T Cable HDTV ATSC 24db Amplifier Spec SheetDocumento2 páginasSonora CA24R-T Cable HDTV ATSC 24db Amplifier Spec SheetDavid WardAinda não há avaliações
- Kendriya Vidyalaya 3 Gandhinagar Cantt Computer ScienceDocumento26 páginasKendriya Vidyalaya 3 Gandhinagar Cantt Computer ScienceArk SynopsisAinda não há avaliações
- Part List - Piston & Rod Group PDFDocumento2 páginasPart List - Piston & Rod Group PDFRahulAinda não há avaliações
- ADocumento18 páginasAPrince Oscar Jr. SabbalucaAinda não há avaliações
- Chapter 3 CPU Schedulling (Lect)Documento45 páginasChapter 3 CPU Schedulling (Lect)Nasis DerejeAinda não há avaliações
- Refrigeration Controlling Digital Scroll Technical Information en GB 4214506Documento12 páginasRefrigeration Controlling Digital Scroll Technical Information en GB 4214506stefancuandreiAinda não há avaliações
- Mphasis Data 10.4.19Documento5 páginasMphasis Data 10.4.19Vyshnavi ThottempudiAinda não há avaliações
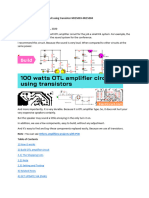
- 100 Watts OTL Amplifier Circuit Using Transistor MJ15003Documento7 páginas100 Watts OTL Amplifier Circuit Using Transistor MJ15003metinprivat01Ainda não há avaliações