Você também pode gostar
- Just Three Words Segunda Entrega Trilogia Soho Brayden MelissaDocumento521 páginasJust Three Words Segunda Entrega Trilogia Soho Brayden Melissainma0% (4)
- Introducción a los PLCs: historia, componentes y programaciónDocumento123 páginasIntroducción a los PLCs: historia, componentes y programaciónAlejandroHerreraGurideChile100% (1)
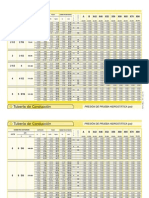
- Tubería conducción diámetros interiores exteriores pesos API ASTMDocumento4 páginasTubería conducción diámetros interiores exteriores pesos API ASTMCustodioCastillo100% (1)
- Tubería conducción diámetros interiores exteriores pesos API ASTMDocumento4 páginasTubería conducción diámetros interiores exteriores pesos API ASTMCustodioCastillo100% (1)
- MK FM Spec U Es (Rev 2) Amvex Medical Gas FM Spec Sheet PDFDocumento2 páginasMK FM Spec U Es (Rev 2) Amvex Medical Gas FM Spec Sheet PDFpatrick1009Ainda não há avaliações
- Piranesí - Sussana ClarkeDocumento203 páginasPiranesí - Sussana ClarkeLuz Anahí LópSán100% (2)
- Definiciones técnicas de términos de soldaduraDocumento8 páginasDefiniciones técnicas de términos de soldaduraBetty Rodolfo100% (1)
- Circuitos de Mandos NeumaticosDocumento16 páginasCircuitos de Mandos NeumaticosBetty RodolfoAinda não há avaliações
- 7 Funcion de Transferencia Primer OrdenDocumento13 páginas7 Funcion de Transferencia Primer OrdenAna MelendezAinda não há avaliações
- Vocabulario Técnico SoldaduraDocumento12 páginasVocabulario Técnico SoldaduraBetty RodolfoAinda não há avaliações
- Directrices para ISO 17024Documento16 páginasDirectrices para ISO 17024Betty RodolfoAinda não há avaliações
- Ficha Tecnica de OxicorteDocumento8 páginasFicha Tecnica de OxicortewillyysAinda não há avaliações
- La Seguridad Durante Una Prueba HidráulicaDocumento2 páginasLa Seguridad Durante Una Prueba HidráulicaBetty RodolfoAinda não há avaliações
- PiezasdeexamenmecanizadasDocumento11 páginasPiezasdeexamenmecanizadasleo190892Ainda não há avaliações
- 2006 SoldabilidadDocumento36 páginas2006 SoldabilidadBetty RodolfoAinda não há avaliações
- Competencias Clave y Aprendizaje Permanente. Tres Miradas A Su Desarrollo en America Latina y El CaribeDocumento170 páginasCompetencias Clave y Aprendizaje Permanente. Tres Miradas A Su Desarrollo en America Latina y El CaribeBetty RodolfoAinda não há avaliações
- Equipo SDocumento31 páginasEquipo SBetty RodolfoAinda não há avaliações
- Riesgo en Las Pruebas HidrostaticasDocumento6 páginasRiesgo en Las Pruebas HidrostaticasBetty RodolfoAinda não há avaliações
- Calificacion EndDocumento13 páginasCalificacion EndBetty RodolfoAinda não há avaliações
- Cuadro de Clasificación de Soldadura Por FusiónDocumento1 páginaCuadro de Clasificación de Soldadura Por FusiónBetty RodolfoAinda não há avaliações
- La Seguridad Durante Una Prueba HidráulicaDocumento2 páginasLa Seguridad Durante Una Prueba HidráulicaBetty RodolfoAinda não há avaliações
- Manual Oficial en Españ Ol AZbox HDDocumento115 páginasManual Oficial en Españ Ol AZbox HDJorge DanielAinda não há avaliações
- Sitios Web API 1104Documento1 páginaSitios Web API 1104Betty RodolfoAinda não há avaliações
- Curso Prueba de Presión de CañeríasDocumento19 páginasCurso Prueba de Presión de CañeríasBetty RodolfoAinda não há avaliações
- Dimensiones de Soldaduras FileteDocumento1 páginaDimensiones de Soldaduras FileteBetty RodolfoAinda não há avaliações
- B31 (1,3,4)Documento5 páginasB31 (1,3,4)Betty RodolfoAinda não há avaliações
- PQR para Boya 5 Dejulio 2012Documento2 páginasPQR para Boya 5 Dejulio 2012Betty RodolfoAinda não há avaliações
- Adenda2 NAG 100Documento15 páginasAdenda2 NAG 100Alberto ChazarretaAinda não há avaliações
- Defectos de Soldadura Según API 650Documento1 páginaDefectos de Soldadura Según API 650Betty RodolfoAinda não há avaliações
- Cuadro Maestro de Procesos de SoldaduraDocumento2 páginasCuadro Maestro de Procesos de SoldaduraBetty RodolfoAinda não há avaliações
- ENDs para inspección de componentes nuclearesDocumento30 páginasENDs para inspección de componentes nuclearesklasklasAinda não há avaliações
- Examen ParcialDocumento8 páginasExamen ParcialAlvaro AaronAinda não há avaliações
- La Historia de La Zanahoria, El Huevo y El Café ¿Con Quién Te Identificas - REFLEXIONES CRISTIANASDocumento2 páginasLa Historia de La Zanahoria, El Huevo y El Café ¿Con Quién Te Identificas - REFLEXIONES CRISTIANASJUDITHAinda não há avaliações
- Patatas y Huevos OsmoticosDocumento7 páginasPatatas y Huevos OsmoticossalarcsanAinda não há avaliações
- El español hispanoamericanoDocumento59 páginasEl español hispanoamericanomtwiggyAinda não há avaliações
- Instalar Microsoft Dynamics CRM Server 2016Documento11 páginasInstalar Microsoft Dynamics CRM Server 2016Jose A Aparicio FernandezAinda não há avaliações
- Proyecto TV Educativa JardinDocumento9 páginasProyecto TV Educativa JardinRobinson AlexanderAinda não há avaliações
- CAPITULO 34 Antiinflamatorios, Antipiréticos y AnalgésicosDocumento42 páginasCAPITULO 34 Antiinflamatorios, Antipiréticos y AnalgésicoswendypardoramirezAinda não há avaliações
- Analisis de Riesgos CodelcoDocumento13 páginasAnalisis de Riesgos CodelcojaimeAinda não há avaliações
- Informe Del SeminarioDocumento10 páginasInforme Del SeminarioJeyson Dávila GuerreroAinda não há avaliações
- Catalogo InfraplastDocumento16 páginasCatalogo InfraplastDiego Iván Durán MeSaAinda não há avaliações
- Plan de Mantenimiento FinalDocumento28 páginasPlan de Mantenimiento FinalEdwin Henostroza Cipriano100% (1)
- Guia para La Identificacion de Especies de Arboles y Arbustos Comunes en El Agropaisaje de Guatemala PDFDocumento209 páginasGuia para La Identificacion de Especies de Arboles y Arbustos Comunes en El Agropaisaje de Guatemala PDFCarlos MuñozAinda não há avaliações
- U5 3er Grado PDFDocumento332 páginasU5 3er Grado PDF2015o201xAinda não há avaliações
- Triptico GalletasDocumento5 páginasTriptico GalletasEDILVINA SALAS VICENTEAinda não há avaliações
- Cedula SatDocumento3 páginasCedula Satmartha isabelAinda não há avaliações
- Determinar Información Relevante e Irrelevante en Un TextoDocumento4 páginasDeterminar Información Relevante e Irrelevante en Un TextoManuel VaccarezzaAinda não há avaliações
- Cruci CaballosDocumento1 páginaCruci CaballosChelinAinda não há avaliações
- Taller 4Documento4 páginasTaller 4Stephanie Carriel GuerreroAinda não há avaliações
- Farmacología CardiovascularDocumento10 páginasFarmacología CardiovascularcieloAinda não há avaliações
- Acta de Reunion Calendario VacacionesDocumento4 páginasActa de Reunion Calendario VacacionesChema Gamero100% (1)
- Anexos Entrega de Vehiculos y Acta de InicioDocumento8 páginasAnexos Entrega de Vehiculos y Acta de InicioDiaz Piedrahita AndresAinda não há avaliações
- 5 - Etiqueta y Protocolo.Documento58 páginas5 - Etiqueta y Protocolo.carolina venturaAinda não há avaliações
- Actiidades Virtual de CuartoDocumento14 páginasActiidades Virtual de CuartoJose AchicaizaAinda não há avaliações
- GUION 1 de Honores y EfemeridesDocumento3 páginasGUION 1 de Honores y EfemeridesMarco Fabio Cruz MartinezAinda não há avaliações
- Transferencia de CalorDocumento47 páginasTransferencia de Calorjulio cesarAinda não há avaliações
- Sesion Comunicación SDocumento3 páginasSesion Comunicación SJosé Guillermo Sauceda CarranzaAinda não há avaliações
- Riesgos en El Uso de QuimicosDocumento8 páginasRiesgos en El Uso de QuimicosLuis Andres Ortiz CristiAinda não há avaliações