Você também pode gostar
- Hassai Mine Envisaged Business Plan NI 43-101 ReportDocumento344 páginasHassai Mine Envisaged Business Plan NI 43-101 Reportfatimasc100% (1)
- Mining CompaniesDocumento140 páginasMining CompaniesrobertmrgnAinda não há avaliações
- Ore Dilution in Sublevel StopingDocumento131 páginasOre Dilution in Sublevel StopingRicardo Salas Iparraguirre100% (1)
- Mine Geology .FinalDocumento74 páginasMine Geology .Finalissy van phiriAinda não há avaliações
- Selection and Design of Blasting Techniques For SelectiveDocumento8 páginasSelection and Design of Blasting Techniques For SelectiveMostafaOmidAinda não há avaliações
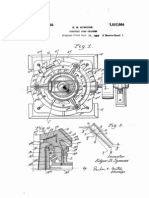
- Symons Cone Crusher PatentDocumento11 páginasSymons Cone Crusher PatentKeshav Chhawchharia100% (1)
- ORE RESERVE ESTIMATIONDocumento11 páginasORE RESERVE ESTIMATIONMijail ACAinda não há avaliações
- A Review of Operations Research in Mine PlanningDocumento24 páginasA Review of Operations Research in Mine PlanningMari Navia LezanaAinda não há avaliações
- Stop e Performance Villae Scusa 04Documento10 páginasStop e Performance Villae Scusa 04luisparedesAinda não há avaliações
- Cut-Off Grade PDFDocumento11 páginasCut-Off Grade PDFjuan100% (2)
- G. Whittle - Optimising Project Value and Robustness PDFDocumento10 páginasG. Whittle - Optimising Project Value and Robustness PDFcristobal olaveAinda não há avaliações
- Strategic Mine Planning Under UncertaintyDocumento13 páginasStrategic Mine Planning Under UncertaintyIsrael MogrovejoAinda não há avaliações
- Mining BibliographyDocumento27 páginasMining BibliographyVladan StojiljkovicAinda não há avaliações
- A New Mine Planning Tool For Sub Level Caving Mines: White PaperDocumento18 páginasA New Mine Planning Tool For Sub Level Caving Mines: White PaperacadAinda não há avaliações
- Mines DatabaseDocumento5 páginasMines DatabaseLee Mafunga57% (7)
- 35 Stope OptimizationDocumento8 páginas35 Stope OptimizationDiego SarmientoAinda não há avaliações
- A Better Swath Plot For Mineral Resource Block Model Validation by Mark Murphy Resource GeologyDocumento5 páginasA Better Swath Plot For Mineral Resource Block Model Validation by Mark Murphy Resource GeologyYang Jade100% (1)
- Reserve EstimationDocumento26 páginasReserve EstimationSanjay Singh75% (4)
- Introduction To Underground Mining (Chapter04) Overseas StudentDocumento93 páginasIntroduction To Underground Mining (Chapter04) Overseas StudentRoberto A Mercado100% (1)
- Empirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresNo EverandEmpirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresAinda não há avaliações
- Cut-Off Grade OptimisationDocumento5 páginasCut-Off Grade OptimisationMgl PrideAinda não há avaliações
- Blasting Design Desired FragmentationDocumento8 páginasBlasting Design Desired FragmentationJorge Eliecer Acevedo SilvaAinda não há avaliações
- Control of Ore Loss and DilutionDocumento11 páginasControl of Ore Loss and DilutionAnonymous Du6ccy1Ainda não há avaliações
- 3DS 2017 GEO Surpac 5tips and Tricks Ebook Vol 1 PDFDocumento13 páginas3DS 2017 GEO Surpac 5tips and Tricks Ebook Vol 1 PDFAbush DestaAinda não há avaliações
- Fault Mechanics and Transport Properties of RocksNo EverandFault Mechanics and Transport Properties of RocksAinda não há avaliações
- VariogramaDocumento16 páginasVariogramaIvan Ramirez CaqueoAinda não há avaliações
- Resourcemodelling 1 ActheroDocumento22 páginasResourcemodelling 1 ActheroAndy ParkAinda não há avaliações
- The Nugget EffectDocumento105 páginasThe Nugget EffectDivya BeknalkarAinda não há avaliações
- Geotechnical Optimisation of The Venetia Open PitDocumento268 páginasGeotechnical Optimisation of The Venetia Open PitbufaloteAinda não há avaliações
- 02 - Geological Interpretation For Resource Modelling and Estimation - J H Duke and P J HannaDocumento10 páginas02 - Geological Interpretation For Resource Modelling and Estimation - J H Duke and P J HannaIron Huayhua Chávez100% (1)
- QKNA For Mining GeologistDocumento10 páginasQKNA For Mining GeologistAchanAinda não há avaliações
- NIETO-Mining Cutoff Grade Strategy To Optimise NPVDocumento7 páginasNIETO-Mining Cutoff Grade Strategy To Optimise NPVOlegario SosaAinda não há avaliações
- MarioERossi and ClaytonVDeutsh - Mineral Resource Estimation-62-76Documento15 páginasMarioERossi and ClaytonVDeutsh - Mineral Resource Estimation-62-76ArielEstebanZúñigaSanMartín100% (1)
- Prevent Surface Subsidence with Pillar DesignDocumento6 páginasPrevent Surface Subsidence with Pillar DesignDaniel SantanaAinda não há avaliações
- Mineral Resources Ore Reserves Guidelines-Aug2006 - 2 - DraftDocumento31 páginasMineral Resources Ore Reserves Guidelines-Aug2006 - 2 - DraftMiguel MiguelitoAinda não há avaliações
- Geological ModelingDocumento6 páginasGeological ModelingCristian RuizAinda não há avaliações
- Grade Control Classi CationDocumento25 páginasGrade Control Classi CationhamidAinda não há avaliações
- Incline Caving As A Massive Mining MethodDocumento9 páginasIncline Caving As A Massive Mining MethodwalterloliAinda não há avaliações
- Industry Standard for QA/QC Sample Insertion Rate Remains ElusiveDocumento22 páginasIndustry Standard for QA/QC Sample Insertion Rate Remains ElusiveWaldo Cea SepùlvedaAinda não há avaliações
- What Your Boss Expects You To Know About Grade Control PDFDocumento9 páginasWhat Your Boss Expects You To Know About Grade Control PDFJose CocaAinda não há avaliações
- Guide to creating a mine site reconciliation code of practiceDocumento11 páginasGuide to creating a mine site reconciliation code of practiceMiguel Angel Zamora SilvaAinda não há avaliações
- Simplified Cost Models For PrefeasibilityDocumento50 páginasSimplified Cost Models For PrefeasibilityHernandez CarlosAinda não há avaliações
- Geology of Carbonate Reservoirs: The Identification, Description and Characterization of Hydrocarbon Reservoirs in Carbonate RocksNo EverandGeology of Carbonate Reservoirs: The Identification, Description and Characterization of Hydrocarbon Reservoirs in Carbonate RocksAinda não há avaliações
- Ore Body Modelling: Concepts and TechniquesDocumento33 páginasOre Body Modelling: Concepts and Techniquesفردوس سليمانAinda não há avaliações
- H Parker Finex PDFDocumento72 páginasH Parker Finex PDFAnonymous EIAoKOoLlvAinda não há avaliações
- 10 Things To Know About Strategic Mine Planning For Open PitsDocumento3 páginas10 Things To Know About Strategic Mine Planning For Open PitsClider NiñoAinda não há avaliações
- Local Kriging Neighbourhood Optimisation - SnowdenDocumento9 páginasLocal Kriging Neighbourhood Optimisation - SnowdenhAinda não há avaliações
- CH 11 CrushingDocumento36 páginasCH 11 CrushingWilliam CurieAinda não há avaliações
- Ore Dilution Vs Mine To MillDocumento9 páginasOre Dilution Vs Mine To MillMiguel Torres100% (1)
- Transition From Open-Pit To Underground As A New Optimization Challenge in Mining EngineeringDocumento10 páginasTransition From Open-Pit To Underground As A New Optimization Challenge in Mining EngineeringSasha ElenaAinda não há avaliações
- The Application of Geostatistics in Coal Estimation and Classification Abstract FINALDocumento127 páginasThe Application of Geostatistics in Coal Estimation and Classification Abstract FINALAde Prayuda100% (1)
- RECONCILIATION (Modo de Compatibilidad)Documento14 páginasRECONCILIATION (Modo de Compatibilidad)escaflowne4002Ainda não há avaliações
- Practical Geostatistics 2000Documento10 páginasPractical Geostatistics 2000pleasure masangoAinda não há avaliações
- Optimum Dig - Line DesignDocumento40 páginasOptimum Dig - Line Designeisaaks2Ainda não há avaliações
- The Transition From Open Pit To Underground MiningDocumento10 páginasThe Transition From Open Pit To Underground MiningCarlosCaballeroFernandezAinda não há avaliações
- Long Taylors Rule With ErrataDocumento9 páginasLong Taylors Rule With ErratamarrtomAinda não há avaliações
- The Mine Planning ProcessDocumento10 páginasThe Mine Planning ProcessBambang_Heryanto_247Ainda não há avaliações
- Open Cast Blasting Improvements - Gerhard StenzellDocumento82 páginasOpen Cast Blasting Improvements - Gerhard StenzellRudianto SitanggangAinda não há avaliações
- Comparisonofcut-OffgrademodelsinmineplanningforimprovedvaluecreationbasedonNPV SOMP GithiriaDocumento17 páginasComparisonofcut-OffgrademodelsinmineplanningforimprovedvaluecreationbasedonNPV SOMP GithiriaJuniorMendoza97Ainda não há avaliações
- Geostatics Ore Reserve Estimation of Iron OreDocumento7 páginasGeostatics Ore Reserve Estimation of Iron OreAmr MetwallyAinda não há avaliações
- Kanmantoo Copper Mine Ore Reserve EstimateDocumento19 páginasKanmantoo Copper Mine Ore Reserve EstimatekokoamikAinda não há avaliações
- 10 1 1 90 7867 PDFDocumento11 páginas10 1 1 90 7867 PDFAlejandro NavarroAinda não há avaliações
- Open PitDocumento3 páginasOpen PitKobbyAinda não há avaliações
- Toledo Mat Symoune B. Exploration Techniques GuideDocumento18 páginasToledo Mat Symoune B. Exploration Techniques GuideEULLYZEN RABANALAinda não há avaliações
- Minor Mineral Quarry Details in Mannarkkad TalukDocumento1 páginaMinor Mineral Quarry Details in Mannarkkad TalukVipin ThomasAinda não há avaliações
- Cement 2019 20Documento48 páginasCement 2019 20Eva SmolcicAinda não há avaliações
- ChemicalDocumento4 páginasChemicalSivateja NallamothuAinda não há avaliações
- Skripsi Jaw CrusherDocumento8 páginasSkripsi Jaw Crushershavira afariAinda não há avaliações
- Billy ElliotDocumento2 páginasBilly Elliotlogan_frAinda não há avaliações
- GBM Gold Quarterly ReportDocumento4 páginasGBM Gold Quarterly ReportJoe HinchliffeAinda não há avaliações
- DGMS Circular 2014 PDFDocumento21 páginasDGMS Circular 2014 PDFSheshu Babu100% (1)
- Rewrite Papers FinishDocumento6 páginasRewrite Papers FinishAbidZulfaqorAinda não há avaliações
- Open Pit Mining: WWW - Mineralsed.CaDocumento11 páginasOpen Pit Mining: WWW - Mineralsed.Cahitmanwestern100% (1)
- Form List Dokumen: Pt. Santan BatubaraDocumento6 páginasForm List Dokumen: Pt. Santan Batubarairfan adi putraAinda não há avaliações
- Maximising Namibia's copper value with Tschudi's refined cathodeDocumento22 páginasMaximising Namibia's copper value with Tschudi's refined cathodeMuhamad IchlasAinda não há avaliações
- 2019 - Compliance Report-Ity - End of JulyDocumento8 páginas2019 - Compliance Report-Ity - End of JulyKevin DanguiAinda não há avaliações
- Mining Engineering - Paulus RobertDocumento5 páginasMining Engineering - Paulus RobertRayhan FalahAinda não há avaliações
- The Status of The Iron Ore Industry in IndiaDocumento2 páginasThe Status of The Iron Ore Industry in IndiaSoumit JenaAinda não há avaliações
- Future Requirement of Drilling RigsDocumento19 páginasFuture Requirement of Drilling Rigsbasutk4851Ainda não há avaliações
- Eco-Friendly Miners: A History of NMDC's Sustainable OperationsDocumento11 páginasEco-Friendly Miners: A History of NMDC's Sustainable Operationssmruti katwaleAinda não há avaliações
- Underground Mining Methods Choice of MethodsDocumento8 páginasUnderground Mining Methods Choice of MethodsAjeet Kumar100% (1)
- High Pressure Grinding Rolls in Comparison To SAG Milling TechnologyDocumento10 páginasHigh Pressure Grinding Rolls in Comparison To SAG Milling TechnologyMatias CarceyAinda não há avaliações
- Stages of MININGDocumento6 páginasStages of MININGRonipet II LopezAinda não há avaliações
- Mekelle University Deartment of Petroleum Engineering Environmental Waste and Mine SafetyDocumento15 páginasMekelle University Deartment of Petroleum Engineering Environmental Waste and Mine Safetyzedam habibAinda não há avaliações
- 11 1Documento15 páginas11 1Mela TalaohuAinda não há avaliações
- FAM Opencast Mining SystemsDocumento19 páginasFAM Opencast Mining SystemsLemuelBugueñoCarreñoAinda não há avaliações
- Daftar PustakaDocumento2 páginasDaftar PustakaharistauhidAinda não há avaliações