Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Unincorporated Business TrustDocumento9 páginasUnincorporated Business TrustSpencerRyanOneal98% (42)
- Statistical Quality Control Solutions for Montgomery's 6th Edition Chapter 06Documento11 páginasStatistical Quality Control Solutions for Montgomery's 6th Edition Chapter 06Bunga Safhira Wirata60% (5)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Solution Chapter8Documento8 páginasSolution Chapter8Bunga Safhira Wirata50% (2)
- Emerson Electric Financial Statement AnalysisDocumento6 páginasEmerson Electric Financial Statement Analysismwillar08Ainda não há avaliações
- Case Study, Transforming HR Through TechnologyDocumento2 páginasCase Study, Transforming HR Through TechnologyYogi KatsAinda não há avaliações
- Case Study, Transforming HR Through TechnologyDocumento2 páginasCase Study, Transforming HR Through TechnologyYogi KatsAinda não há avaliações
- Queueing Models ExplainedDocumento12 páginasQueueing Models ExplainedBunga Safhira WirataAinda não há avaliações
- 337 M036Documento4 páginas337 M036Bunga Safhira WirataAinda não há avaliações
- Solution Chapter6Documento4 páginasSolution Chapter6Bunga Safhira WirataAinda não há avaliações
- Erp 2Documento15 páginasErp 2akbar2jAinda não há avaliações
- SumberDocumento4 páginasSumberBunga Safhira WirataAinda não há avaliações
- Millersville University Position Description Questionnaire: Management PositionsDocumento9 páginasMillersville University Position Description Questionnaire: Management PositionswithraviAinda não há avaliações
- BP Format v6 WFin UpgradeDocumento12 páginasBP Format v6 WFin UpgradeBunga Safhira WirataAinda não há avaliações
- Chapter4 Ans NahmiasDocumento10 páginasChapter4 Ans NahmiasCansu KapanşahinAinda não há avaliações
- Human Resource Management SystemDocumento60 páginasHuman Resource Management Systemsaunakmanek100% (1)
- Biological HazardsDocumento10 páginasBiological HazardsBunga Safhira WirataAinda não há avaliações
- Mathematical Models of Flow Shop and JobShop Scheduling ProblemsDocumento6 páginasMathematical Models of Flow Shop and JobShop Scheduling ProblemsBunga Safhira WirataAinda não há avaliações
- Bahan 3.3 FullDocumento12 páginasBahan 3.3 FullBunga Safhira WirataAinda não há avaliações
- Chapter 3 SolutionsDocumento5 páginasChapter 3 SolutionsBunga Safhira WirataAinda não há avaliações
- Management Accounting Tutorial QuestionsDocumento2 páginasManagement Accounting Tutorial Questionskanasai1992Ainda não há avaliações
- 01 - IntroductionDocumento19 páginas01 - IntroductionchamindaAinda não há avaliações
- Comparative Balance Sheets for Pin and San MergerDocumento12 páginasComparative Balance Sheets for Pin and San MergerFuri Fatwa DiniAinda não há avaliações
- BCBS 239 Compliance: A Comprehensive ApproachDocumento7 páginasBCBS 239 Compliance: A Comprehensive ApproachCognizantAinda não há avaliações
- SEED Experiment 5 PartaDocumento6 páginasSEED Experiment 5 PartaDhaval GamechiAinda não há avaliações
- Travel Procedure Module #3Documento9 páginasTravel Procedure Module #3Salvatore VieiraAinda não há avaliações
- Bolton FS18 - Promote engineering competition at SilverstoneDocumento11 páginasBolton FS18 - Promote engineering competition at SilverstoneHarris HossainAinda não há avaliações
- CSR TrainingDocumento12 páginasCSR Trainingskdwivediindia0% (1)
- Return Note - BRH12188307Documento1 páginaReturn Note - BRH12188307JamesAinda não há avaliações
- Hill V VelosoDocumento3 páginasHill V VelosoChaii CalaAinda não há avaliações
- Act Companies 1965 s167Documento1 páginaAct Companies 1965 s167Masni MaidinAinda não há avaliações
- BSC Hospital 1Documento24 páginasBSC Hospital 1sesiliaAinda não há avaliações
- 6 Entrepreneur Networks. Final VerDocumento26 páginas6 Entrepreneur Networks. Final VerSAURAV SAURAVAinda não há avaliações
- Viner Cost Curves and Supply CurvesDocumento25 páginasViner Cost Curves and Supply CurvesZenobio FarfAinda não há avaliações
- MKT 412 Lecture 12 - Crafting The Service EnvironmentDocumento34 páginasMKT 412 Lecture 12 - Crafting The Service EnvironmentEhsan Karim100% (1)
- Simple Service InvoiceDocumento2 páginasSimple Service InvoiceFaisalAinda não há avaliações
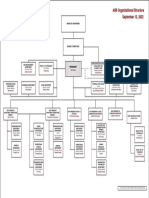
- AIIB Organizational StructureDocumento1 páginaAIIB Organizational StructureHenintsoa RaAinda não há avaliações
- Kevin Kato Fischer Swot AnalysisDocumento17 páginasKevin Kato Fischer Swot AnalysisKevin Kato Fischer100% (2)
- Multifamily EbookDocumento15 páginasMultifamily EbookLloydMandrellAinda não há avaliações
- Chapter 3 - Managing System Project PDFDocumento44 páginasChapter 3 - Managing System Project PDFJoshua Ocampo SenetaAinda não há avaliações
- Bukit Asam Anual ReportDocumento426 páginasBukit Asam Anual Reportwandi_borneo8753Ainda não há avaliações
- Sample of Application Letter and CVDocumento4 páginasSample of Application Letter and CVSaleh Al ArifinAinda não há avaliações
- Find stock prices for delisted companies in DatastreamDocumento3 páginasFind stock prices for delisted companies in Datastreamprofjblaze2Ainda não há avaliações
- Barilla-SpA CaseStudy Short Reaction PaperDocumento3 páginasBarilla-SpA CaseStudy Short Reaction Papersvk320Ainda não há avaliações
- Argus CoalDocumento5 páginasArgus Coalahong100Ainda não há avaliações
- A Project Report Submitted To: Market Survey of Consumer Perception About Cement IndustryDocumento36 páginasA Project Report Submitted To: Market Survey of Consumer Perception About Cement Industryriteshgautam77Ainda não há avaliações
- Economic Espionage: A Framework For A Workable Solution: Mark E.A. DanielsonDocumento46 páginasEconomic Espionage: A Framework For A Workable Solution: Mark E.A. DanielsonmiligramAinda não há avaliações
- Account Payable Tables in R12Documento8 páginasAccount Payable Tables in R12anchauhanAinda não há avaliações