Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Metallurgy - Question BankDocumento12 páginasMetallurgy - Question BankSayantan Chatterjee100% (1)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- EXP Saponification in Batch Reactor-FinalDocumento36 páginasEXP Saponification in Batch Reactor-FinalMuhd Fadzli HadiAinda não há avaliações
- Science 8 Quarter 3 Module 7Documento20 páginasScience 8 Quarter 3 Module 7marlonjabadanAinda não há avaliações
- The Structure and Function of Large Biological Molecules: BiologyDocumento131 páginasThe Structure and Function of Large Biological Molecules: BiologyEka VonitaAinda não há avaliações
- A564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocumento8 páginasA564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapestjt4779Ainda não há avaliações
- AFCONA - Universal Pigment Concentrate ConceptDocumento13 páginasAFCONA - Universal Pigment Concentrate ConceptAelya SanAinda não há avaliações
- Inorganic Nomenclature Worksheet 345 FormulasDocumento7 páginasInorganic Nomenclature Worksheet 345 FormulasKonstantinos KosmidisAinda não há avaliações
- Shell Paper Mill OilsDocumento29 páginasShell Paper Mill Oilsbiron rumangunAinda não há avaliações
- NameDocumento8 páginasNameromeyer810% (6)
- Metabolism of LipidsDocumento23 páginasMetabolism of Lipidssima mhammedAinda não há avaliações
- A RX and ArXDocumento2 páginasA RX and ArXKeep Smiling with SanidhyaAinda não há avaliações
- Tertiary Treatment, Chemical Processes & Advance TreatmentDocumento13 páginasTertiary Treatment, Chemical Processes & Advance Treatmentmon2x2Ainda não há avaliações
- As 2003-1991 Carbon and Low Alloy Steel - Measurement of DecarburizationDocumento6 páginasAs 2003-1991 Carbon and Low Alloy Steel - Measurement of DecarburizationSAI Global - APACAinda não há avaliações
- 2018 02 08 Short Long Fiber Reinforced CompositesDocumento36 páginas2018 02 08 Short Long Fiber Reinforced CompositesAbdeslam BaichAinda não há avaliações
- Adsorption of Methylene Blue and Orange II Onto Unmodified and Surfactant-Modified ZeoliteDocumento5 páginasAdsorption of Methylene Blue and Orange II Onto Unmodified and Surfactant-Modified ZeoliteBrahma Hakim Yuanda HutabaratAinda não há avaliações
- Chemistry/Polymer Science: Category GENDocumento22 páginasChemistry/Polymer Science: Category GENShweta RamtekeAinda não há avaliações
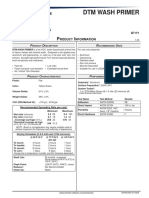
- Protective & Marine Coatings: DTM Wash PrimerDocumento4 páginasProtective & Marine Coatings: DTM Wash PrimerAna CabreraAinda não há avaliações
- 2018 Usnco Exam Part IDocumento10 páginas2018 Usnco Exam Part IJim MarcoAinda não há avaliações
- Amino Resins: Oil and Colour Chemists' Association, Australia, © Springer Science+Business Media Dordrecht 1983Documento2 páginasAmino Resins: Oil and Colour Chemists' Association, Australia, © Springer Science+Business Media Dordrecht 1983sellans nsAinda não há avaliações
- Barazan® D Plus™: Viscosifier/Suspension AgentDocumento1 páginaBarazan® D Plus™: Viscosifier/Suspension AgentMarcoAntonioSerranoBazanAinda não há avaliações
- Set ADocumento6 páginasSet AJabeguero Marvelyn JessicaAinda não há avaliações
- Heterocyclic CompoundsDocumento32 páginasHeterocyclic CompoundsswapnaAinda não há avaliações
- LipidsDocumento26 páginasLipidsZanie CruzAinda não há avaliações
- Analisa Biaya Alat Berat PC 130Documento1 páginaAnalisa Biaya Alat Berat PC 130Martinus Iwan kurniawanAinda não há avaliações
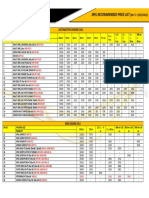
- 11.02.23 Distributor PLDocumento12 páginas11.02.23 Distributor PLsourcing lsplAinda não há avaliações
- BCS - SS-CRM 405 - 1 Dec2009Documento2 páginasBCS - SS-CRM 405 - 1 Dec2009Ishmael WoolooAinda não há avaliações
- 2.2.1 Mixed Metal Oxide Tubular Anodes Rev 1Documento2 páginas2.2.1 Mixed Metal Oxide Tubular Anodes Rev 1Soltani AliAinda não há avaliações
- Practical 1Documento2 páginasPractical 1Shehroz BashirAinda não há avaliações
- Synthesis of Porous Hierarchical Mgo and Its Superb Adsorption PropertiesDocumento8 páginasSynthesis of Porous Hierarchical Mgo and Its Superb Adsorption PropertiesJuan Diego CarrilloAinda não há avaliações
- A Comparison of Sol-Gel and Impregnated PT or and Ni Based - Alumina CatalystsDocumento14 páginasA Comparison of Sol-Gel and Impregnated PT or and Ni Based - Alumina CatalystsMahdy HajienayatiAinda não há avaliações