Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Exm Notes PMPDocumento29 páginasExm Notes PMPjay2kay5793100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Welding HandbookDocumento368 páginasWelding Handbookcahya303Ainda não há avaliações
- Galvanizing Vs Inorganic ZincDocumento11 páginasGalvanizing Vs Inorganic ZincRahul MoottolikandyAinda não há avaliações
- Welding Defects - Causes and RemediesDocumento51 páginasWelding Defects - Causes and Remediesmilind94% (18)
- Allowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No ReferenceDocumento209 páginasAllowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No Referencejay2kay5793Ainda não há avaliações
- Inspection Test Report (ITR) : Steel Reinforcement ChecklistDocumento1 páginaInspection Test Report (ITR) : Steel Reinforcement Checklistjay2kay5793Ainda não há avaliações
- Welding PresentationDocumento48 páginasWelding Presentationedu_canete100% (2)
- Steel BookDocumento104 páginasSteel BookMave75Ainda não há avaliações
- Quality Gates Concept PDFDocumento38 páginasQuality Gates Concept PDFjay2kay5793Ainda não há avaliações
- Description: Inspection Test Report (ITR)Documento2 páginasDescription: Inspection Test Report (ITR)jay2kay5793Ainda não há avaliações
- Landing Gear Design LoadsDocumento282 páginasLanding Gear Design LoadsAwan AJaAinda não há avaliações
- 04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTADocumento4 páginas04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTAjay2kay5793Ainda não há avaliações
- 04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTADocumento5 páginas04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTAjay2kay5793Ainda não há avaliações
- Stage Gate PDFDocumento16 páginasStage Gate PDFjay2kay5793100% (1)
- CopperDocumento89 páginasCopperrayanellano100% (2)
- SMPV PDFDocumento54 páginasSMPV PDFAnonymous BbZceWkVnAinda não há avaliações
- Risk Based InspectionDocumento10 páginasRisk Based Inspectionjay2kay5793100% (1)
- Calculation: B02 11-Jan-15 5 LC AS US Issued For Company ApprovalDocumento5 páginasCalculation: B02 11-Jan-15 5 LC AS US Issued For Company Approvaljay2kay5793Ainda não há avaliações
- API 510 Final Model Exam-Open Book Page 1 of 6Documento6 páginasAPI 510 Final Model Exam-Open Book Page 1 of 6jay2kay5793Ainda não há avaliações
- Marketing: The Key To Organizational EffectivenessDocumento3 páginasMarketing: The Key To Organizational Effectivenessjay2kay5793Ainda não há avaliações
- 04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTADocumento5 páginas04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTAjay2kay5793Ainda não há avaliações
- Pnacy789 PDFDocumento310 páginasPnacy789 PDFdarkwolfbrAinda não há avaliações
- DENSO 50 Heat Shrink Sleeve (DENSO 50HSS)Documento3 páginasDENSO 50 Heat Shrink Sleeve (DENSO 50HSS)jay2kay5793Ainda não há avaliações
- Chem FlakeDocumento5 páginasChem Flakejay2kay5793Ainda não há avaliações
- Integrated Management Systems - Advantages, Problems and PossibilitiesDocumento12 páginasIntegrated Management Systems - Advantages, Problems and Possibilitiesjay2kay5793Ainda não há avaliações
- PMP NotesDocumento3 páginasPMP Notesjay2kay5793Ainda não há avaliações
- V2100 System Aerosol RO01 GDH682Documento3 páginasV2100 System Aerosol RO01 GDH682Juan SantosAinda não há avaliações
- 45-59-025 Avkcms enDocumento2 páginas45-59-025 Avkcms enkuraimundAinda não há avaliações
- Application Guideline: Polycrystalline DiamondDocumento2 páginasApplication Guideline: Polycrystalline DiamondXavierAinda não há avaliações
- Premierweld L12Documento1 páginaPremierweld L12Jorge Eduardo Calero CandamilAinda não há avaliações
- Title: Connection of Various Member of Steel StructureDocumento25 páginasTitle: Connection of Various Member of Steel StructureArnav DasaurAinda não há avaliações
- F 708 - 92 R04 - Rjcwoa - PDFDocumento14 páginasF 708 - 92 R04 - Rjcwoa - PDFOh No PotatoAinda não há avaliações
- SK D 15-G (MF 3-GF-60-T) PDFDocumento1 páginaSK D 15-G (MF 3-GF-60-T) PDFborovniskiAinda não há avaliações
- Powers Screws Tech Guide 2013 PDFDocumento5 páginasPowers Screws Tech Guide 2013 PDFprasadhingankarAinda não há avaliações
- Scholarship InquiryDocumento16 páginasScholarship InquiryHannaAinda não há avaliações
- WPQTDocumento10 páginasWPQTnike_y2kAinda não há avaliações
- Activity 5 ScienceDocumento2 páginasActivity 5 Sciencedanica cyrah gastilo red100% (2)
- Gu Rappa 2002Documento7 páginasGu Rappa 2002Deri Andika BangunAinda não há avaliações
- A330 PylonsDocumento21 páginasA330 Pylonsosamoz100% (2)
- Tube India 2018 Exhibitor List 25 11 2018Documento2 páginasTube India 2018 Exhibitor List 25 11 2018Rohit KadamAinda não há avaliações
- Durmat E-PlusDocumento1 páginaDurmat E-PlusThameur KamounAinda não há avaliações
- Product Catalog Ver 2.0Documento554 páginasProduct Catalog Ver 2.0Võ Minh TuấnAinda não há avaliações
- ISO Standards List For DiscussionDocumento4 páginasISO Standards List For DiscussionSaravanan PAinda não há avaliações
- Determination of Metals in Cow's Milk by Flame Atomic Absorption SpectrophotometryDocumento6 páginasDetermination of Metals in Cow's Milk by Flame Atomic Absorption SpectrophotometryImad AghilaAinda não há avaliações
- Schedule For Borouge MCCDocumento16 páginasSchedule For Borouge MCCmiteshsuneriyaAinda não há avaliações
- Fittings For Grooved-End Pipe: FIG. 7060 FIG. 7076Documento1 páginaFittings For Grooved-End Pipe: FIG. 7060 FIG. 7076ErickAinda não há avaliações
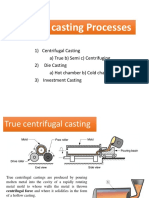
- Special Casting ProcessesDocumento25 páginasSpecial Casting ProcessesV Phanindra BoguAinda não há avaliações
- Metals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDocumento7 páginasMetals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDianna LambertAinda não há avaliações
- Commercial Catalog PIVADocumento12 páginasCommercial Catalog PIVAVanja Zoric SundicAinda não há avaliações