Você também pode gostar
- 7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherDocumento22 páginas7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherAnonymous qPt2MHzXT100% (1)
- Metallic EjDocumento88 páginasMetallic EjaayopercivalAinda não há avaliações
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- H3PO4Documento14 páginasH3PO4Muhammad UsmanAinda não há avaliações
- (J. Throck Watson, O. David Sparkman) IntroductionDocumento253 páginas(J. Throck Watson, O. David Sparkman) IntroductionAntonio Carlos da SilvaAinda não há avaliações
- Toyota Forklift 02 5fd20!02!5fd23 02 5fd25 Parts CatalogDocumento22 páginasToyota Forklift 02 5fd20!02!5fd23 02 5fd25 Parts Catalognathanielsmith070288xgd100% (112)
- Phosphate Hideout: Questions and AnswersDocumento4 páginasPhosphate Hideout: Questions and AnswersSivakumar Rajagopal100% (3)
- Boiler Phosphate HideoutDocumento3 páginasBoiler Phosphate Hideoutzeeshan100% (1)
- Phosphoric Acid Flow Sheet of Dihydrate ProcessDocumento3 páginasPhosphoric Acid Flow Sheet of Dihydrate ProcessPrakash Mylar100% (1)
- K2SO4 Production Via The Double Decomposition Reaction of KCL and PhosphogypsumDocumento11 páginasK2SO4 Production Via The Double Decomposition Reaction of KCL and PhosphogypsumGeorge Van Bommel100% (2)
- Shell and tube heat exchanger designDocumento32 páginasShell and tube heat exchanger designdesignselvaAinda não há avaliações
- Kinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978No EverandKinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978S. H. JenkinsAinda não há avaliações
- Boiler Water BBGS PDFDocumento32 páginasBoiler Water BBGS PDFproloy12Ainda não há avaliações
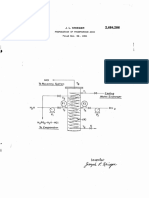
- July 20, 1954 J. L. Krieger 2,684,286: InventorDocumento4 páginasJuly 20, 1954 J. L. Krieger 2,684,286: InventorNurhafizah Abd JabarAinda não há avaliações
- United States Patent Office: Patented Jan. 1, 1957Documento4 páginasUnited States Patent Office: Patented Jan. 1, 1957felipeAinda não há avaliações
- H3PO4Documento23 páginasH3PO4Leo Edrik Cortez VidalAinda não há avaliações
- Using of Congruent Phosphate As Equilibrium PhosphDocumento12 páginasUsing of Congruent Phosphate As Equilibrium Phosphhendra desfiantoroAinda não há avaliações
- Using of Congruent Phosphate As EquilibrDocumento10 páginasUsing of Congruent Phosphate As Equilibregyptian_scientistAinda não há avaliações
- John Deere Premium Tractors 6230 6330 6430 Operators ManualDocumento22 páginasJohn Deere Premium Tractors 6230 6330 6430 Operators Manualjustinramirez070393ynd100% (111)
- Jozmim: Feb. 17, 1953 B. V. Aller EtalDocumento7 páginasJozmim: Feb. 17, 1953 B. V. Aller EtalFatonaRifkyPAinda não há avaliações
- Water-insoluble ammonium polyphosphates for fire-retardant coatingsDocumento7 páginasWater-insoluble ammonium polyphosphates for fire-retardant coatingsAlex KattamisAinda não há avaliações
- Int4D Ustrlal: and Engineering ChemistryDocumento11 páginasInt4D Ustrlal: and Engineering Chemistryاحمد الدلالAinda não há avaliações
- History of Fluorine Recovery Processes from Phosphate ProductionDocumento21 páginasHistory of Fluorine Recovery Processes from Phosphate ProductionFajar Zona100% (1)
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedDocumento44 páginasUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahAinda não há avaliações
- Phosphates Recovery from Iron Phosphates Sludge via Anaerobic Biological ProcessDocumento21 páginasPhosphates Recovery from Iron Phosphates Sludge via Anaerobic Biological ProcessNatashaEgiearaAinda não há avaliações
- Us 4501724Documento7 páginasUs 4501724DARWIN STALIN ALCACIEGA PILCOAinda não há avaliações
- Producing Carbon Disulfide from Finely Divided CarbonDocumento7 páginasProducing Carbon Disulfide from Finely Divided CarbonsyafiraAinda não há avaliações
- K2 SO4 Productionviathedoubledecompositionreactionof KClandphosphogypsumDocumento12 páginasK2 SO4 Productionviathedoubledecompositionreactionof KClandphosphogypsumGy UiAinda não há avaliações
- Us 3321498Documento3 páginasUs 3321498BurakAdayAinda não há avaliações
- Electrolysis Reduces Phosphorus in WastewaterDocumento4 páginasElectrolysis Reduces Phosphorus in WastewaterOscar SobradosAinda não há avaliações
- H3po4 PDFDocumento14 páginasH3po4 PDFSidra LiaquatAinda não há avaliações
- A Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkDocumento16 páginasA Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkmodikiritAinda não há avaliações
- J. Biol. Chem.-1923-Hall-751-5Documento6 páginasJ. Biol. Chem.-1923-Hall-751-5AnjacAinda não há avaliações
- History of Fluorine Recovery ProcessesDocumento21 páginasHistory of Fluorine Recovery ProcessesmahaAinda não há avaliações
- Us 3109732Documento4 páginasUs 3109732Ahmed RabeaAinda não há avaliações
- Pathways of Sulfide Oxidation by Haloalkaliphilic Bacteria in LimitedOxygen Gas Lift BioreactorsDocumento6 páginasPathways of Sulfide Oxidation by Haloalkaliphilic Bacteria in LimitedOxygen Gas Lift BioreactorsJoel de la BarreraAinda não há avaliações
- Pecan shell activated carbon for copper removalDocumento7 páginasPecan shell activated carbon for copper removalDavid A. RockstrawAinda não há avaliações
- Us2503724 - Ca2941105a1Documento8 páginasUs2503724 - Ca2941105a1Facundo MendezAinda não há avaliações
- 10-20-10 Liquid Fertilizer Manufacturing ProcessDocumento2 páginas10-20-10 Liquid Fertilizer Manufacturing ProcessFernando Nieto OchoaAinda não há avaliações
- chapter on H3PO4 - INTECHOPEN - complete OABOOK - pdf - July - 2017Documento35 páginaschapter on H3PO4 - INTECHOPEN - complete OABOOK - pdf - July - 2017Marcela TiboniAinda não há avaliações
- 1 s2.0 S1383586622026053 MainDocumento10 páginas1 s2.0 S1383586622026053 MainIkram ADNANEAinda não há avaliações
- A THE Determination THE: SmallDocumento4 páginasA THE Determination THE: SmallharulyAinda não há avaliações
- ArticuloDocumento149 páginasArticuloRaydi FuenmayorAinda não há avaliações
- Lecture 21 PDFDocumento14 páginasLecture 21 PDFMehmet Arvasi100% (1)
- Potassium hydrogen phthalate properties and use as standard in volumetric analysisDocumento4 páginasPotassium hydrogen phthalate properties and use as standard in volumetric analysisAdriana Flores DepazAinda não há avaliações
- Packed Silver Catalyst Bed Doped with Phosphorus for Producing FormaldehydeDocumento5 páginasPacked Silver Catalyst Bed Doped with Phosphorus for Producing FormaldehydeVirginia Rosales OlmosAinda não há avaliações
- Restoring sulfur mine pumping rates with hot caustic sodaDocumento4 páginasRestoring sulfur mine pumping rates with hot caustic sodasamrat majhiAinda não há avaliações
- Us 4222819Documento10 páginasUs 4222819Omar NinoAinda não há avaliações
- United States Patent Office: Patented Aug. 14, 1945Documento4 páginasUnited States Patent Office: Patented Aug. 14, 1945masyAinda não há avaliações
- N30 Xo Ho & Iv,: Filed April 20, 195lDocumento6 páginasN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihAinda não há avaliações
- Schrdter 2008Documento46 páginasSchrdter 2008hidayat231984Ainda não há avaliações
- Matrix Acidizing of Sandstone4Documento5 páginasMatrix Acidizing of Sandstone4HelyaAinda não há avaliações
- Study on deposit formation model in sulfde‑containing natural gasDocumento8 páginasStudy on deposit formation model in sulfde‑containing natural gasaoudj salaheddineAinda não há avaliações
- C 08 S 09Documento8 páginasC 08 S 09Marnel Roy MayorAinda não há avaliações
- Lead Pigments GuideDocumento6 páginasLead Pigments GuideAbdul RazzaqueAinda não há avaliações
- UNITED Starts: Patented Apr. 16, 1935Documento2 páginasUNITED Starts: Patented Apr. 16, 1935shalsinia chantalAinda não há avaliações
- 16 Beganskienes 383-386 PDFDocumento4 páginas16 Beganskienes 383-386 PDFSartikaAinda não há avaliações
- Prediction of Calcium Phosphate Generation and BehDocumento15 páginasPrediction of Calcium Phosphate Generation and BehAdib Hossain SijanAinda não há avaliações
- US Patent for Improved Strength Solid Phosphoric Acid CatalystsDocumento4 páginasUS Patent for Improved Strength Solid Phosphoric Acid CatalystsNguyễn Thanh TùngAinda não há avaliações
- Synthesis of Sulfuric by The Contact Process: Student Laboratory ExperimentDocumento2 páginasSynthesis of Sulfuric by The Contact Process: Student Laboratory ExperimentAnonymous spna8hAinda não há avaliações
- US3347627Documento3 páginasUS3347627Nuttapong JongjitsatitmunAinda não há avaliações
- US4767543Documento6 páginasUS4767543Baba DookAinda não há avaliações
- Produksi Phthalic AnhydrideDocumento5 páginasProduksi Phthalic Anhydridehalim syarifAinda não há avaliações
- A Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidNo EverandA Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidAinda não há avaliações
- CONTROL PLANTA COMPLETA ZhangC TOTAL PDFDocumento121 páginasCONTROL PLANTA COMPLETA ZhangC TOTAL PDFemerentiana1Ainda não há avaliações
- CONTROL PLANTA COMPLETA ZhangC TOTAL PDFDocumento121 páginasCONTROL PLANTA COMPLETA ZhangC TOTAL PDFemerentiana1Ainda não há avaliações
- Produccion de Acido FosforicoDocumento6 páginasProduccion de Acido Fosforicoemerentiana1Ainda não há avaliações
- Produccion de Acido FosforicoDocumento6 páginasProduccion de Acido Fosforicoemerentiana1Ainda não há avaliações
- Us20110203456 WetDocumento19 páginasUs20110203456 Wetemerentiana1Ainda não há avaliações
- Us20110011261 Wet Co2Documento10 páginasUs20110011261 Wet Co2emerentiana1Ainda não há avaliações
- Lab 5 - SDS PAGEDocumento22 páginasLab 5 - SDS PAGEBullet Arguelles100% (1)
- Sequential Extraction ProcedureDocumento1 páginaSequential Extraction ProcedureGangi Reddy UbbaraAinda não há avaliações
- 3.1 Sample Collection, Preservation and Storage: 3.1.1 Collecting Water SamplesDocumento16 páginas3.1 Sample Collection, Preservation and Storage: 3.1.1 Collecting Water Sampleshandoyo_eko20017573Ainda não há avaliações
- Dosage Form ExamDocumento9 páginasDosage Form ExamsongaAinda não há avaliações
- ECC Chemical Process Pumps GuideDocumento84 páginasECC Chemical Process Pumps GuideIwan KurniawanAinda não há avaliações
- Initial Results On Electron Beam Generation Using Pyroelectric CrystalsDocumento3 páginasInitial Results On Electron Beam Generation Using Pyroelectric CrystalsParticle Beam Physics LabAinda não há avaliações
- Progress in Starch Modification in The Last Decade PDFDocumento7 páginasProgress in Starch Modification in The Last Decade PDFLau MaRtiinezAinda não há avaliações
- Effect of Chemical FertilizerDocumento4 páginasEffect of Chemical FertilizerMrithulaVaidyanathanAinda não há avaliações
- Analytical Method Development and Validation For The Test Related Substances of Pomalidomide in Pomalidomide CapsulesDocumento8 páginasAnalytical Method Development and Validation For The Test Related Substances of Pomalidomide in Pomalidomide CapsulesInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- GD NORM VS8500 - AMS - BB026CA - Eng-Ita 2021-01-05Documento2 páginasGD NORM VS8500 - AMS - BB026CA - Eng-Ita 2021-01-05Trần Thanh ViệnAinda não há avaliações
- Phenyl AcetoneDocumento2 páginasPhenyl Acetoneunderworldinc100% (1)
- Ductile Iron: 2002 Issue 2Documento47 páginasDuctile Iron: 2002 Issue 2karthikkandaAinda não há avaliações
- CEMENT LECTURE SUMMARYDocumento22 páginasCEMENT LECTURE SUMMARYYusf ari jerjisAinda não há avaliações
- Price List Travo LasDocumento21 páginasPrice List Travo Laspei sajaAinda não há avaliações
- Safety Data Sheet: Section 1. IdentificationDocumento8 páginasSafety Data Sheet: Section 1. IdentificationSafwan ZuberAinda não há avaliações
- Sanitery EngineeringDocumento56 páginasSanitery EngineeringTAJUL ISLAMAinda não há avaliações
- Lab ManualsDocumento9 páginasLab ManualsRaja KhanAinda não há avaliações
- Experimental Investigation of Optimum Feed Hole Position For Plain Journal Bearing With Central CircumferentialDocumento17 páginasExperimental Investigation of Optimum Feed Hole Position For Plain Journal Bearing With Central CircumferentialSuren SirohiAinda não há avaliações
- Waste Management: Ala Khodier, Karl Williams, Neil DallisonDocumento8 páginasWaste Management: Ala Khodier, Karl Williams, Neil DallisonGillyn CalaguiAinda não há avaliações
- Aluminco Crystal-Line-Product-Brochure en FR Rev072017Documento74 páginasAluminco Crystal-Line-Product-Brochure en FR Rev072017irena34Ainda não há avaliações
- MBH Metals CatalogueDocumento56 páginasMBH Metals CataloguetaichiAinda não há avaliações
- PT SSJ Corporate ProfileDocumento8 páginasPT SSJ Corporate ProfileYohanest ChandraAinda não há avaliações
- Org. Chem. (Chapter 8)Documento25 páginasOrg. Chem. (Chapter 8)Jia LinAinda não há avaliações
- MSE Strength and PropertiesDocumento20 páginasMSE Strength and PropertiesEdrian A. MañalongAinda não há avaliações
- Fao 01-09Documento15 páginasFao 01-09Camille Joyce PatricioAinda não há avaliações
- Gujarat Fluorochemicals: IndiaDocumento55 páginasGujarat Fluorochemicals: IndiaSathwik PadamAinda não há avaliações
- FME 16: Material Science and Engineering: Orientation Engr. Maricel M. MatutoDocumento6 páginasFME 16: Material Science and Engineering: Orientation Engr. Maricel M. MatutoCllyan ReyesAinda não há avaliações