Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Solidification and Cooling of Pure Metal & AlloysDocumento14 páginasSolidification and Cooling of Pure Metal & AlloysDevarakonda KondayyaAinda não há avaliações
- MCQ1MPDocumento5 páginasMCQ1MPSunil KumarAinda não há avaliações
- Unit 4 STLDocumento12 páginasUnit 4 STLDevarakonda KondayyaAinda não há avaliações
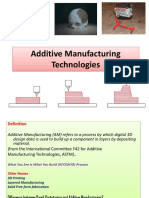
- Additive Manufacturing Technologies ExplainedDocumento27 páginasAdditive Manufacturing Technologies ExplainedDevarakonda KondayyaAinda não há avaliações
- qUESTION PAPERDocumento1 páginaqUESTION PAPERDevarakonda KondayyaAinda não há avaliações
- Cutting FluidDocumento8 páginasCutting FluidDevarakonda KondayyaAinda não há avaliações
- 3d PRINTING PROBLEMS & SOLUTIONSDocumento1 página3d PRINTING PROBLEMS & SOLUTIONSDevarakonda KondayyaAinda não há avaliações
- AllowancesDocumento4 páginasAllowancesAlok Dubey100% (1)
- qUESTION PAPERDocumento1 páginaqUESTION PAPERDevarakonda KondayyaAinda não há avaliações
- Unit 1 AMT 1Documento27 páginasUnit 1 AMT 1Devarakonda KondayyaAinda não há avaliações
- Unit 1 AMT 1Documento27 páginasUnit 1 AMT 1Devarakonda KondayyaAinda não há avaliações
- Unit 4 STLDocumento12 páginasUnit 4 STLDevarakonda KondayyaAinda não há avaliações
- Dmls Stainless Steel 316L Material SpecificationsDocumento1 páginaDmls Stainless Steel 316L Material SpecificationsDevarakonda KondayyaAinda não há avaliações
- Milling machine operations and classificationsDocumento74 páginasMilling machine operations and classificationsDevarakonda KondayyaAinda não há avaliações
- Lectures 18-19, Polymerization Processes, Dr. Janakarajan Ramkumar PDFDocumento86 páginasLectures 18-19, Polymerization Processes, Dr. Janakarajan Ramkumar PDFDevarakonda KondayyaAinda não há avaliações
- RP ProcessesDocumento1 páginaRP ProcessesDevarakonda KondayyaAinda não há avaliações
- STL (File Format)Documento6 páginasSTL (File Format)Devarakonda KondayyaAinda não há avaliações
- AC vs DC welding differences under 40 charactersDocumento2 páginasAC vs DC welding differences under 40 charactersDevarakonda KondayyaAinda não há avaliações
- G. Varaprasad Department of Computer Science & Engineering B.M.S.College of Engineering Bangalore 560 019Documento93 páginasG. Varaprasad Department of Computer Science & Engineering B.M.S.College of Engineering Bangalore 560 019Devarakonda Kondayya50% (2)
- STL (File Format)Documento6 páginasSTL (File Format)Devarakonda KondayyaAinda não há avaliações
- Design and Analysis of Indexing Type of Drill JigDocumento6 páginasDesign and Analysis of Indexing Type of Drill JigInternational Organization of Scientific Research (IOSR)Ainda não há avaliações
- Sreenidhi Institute of Science and Technology: Yamnampet, Ghatkesar, Hyderabad-501 301Documento22 páginasSreenidhi Institute of Science and Technology: Yamnampet, Ghatkesar, Hyderabad-501 301Devarakonda KondayyaAinda não há avaliações
- Plastics MachiningDocumento2 páginasPlastics MachiningDevarakonda KondayyaAinda não há avaliações
- COPEN-9 Full Paper Upload 35Documento6 páginasCOPEN-9 Full Paper Upload 35Devarakonda KondayyaAinda não há avaliações
- JNTUH M.Tech AMS I Sem Course Structure and SyllabusDocumento13 páginasJNTUH M.Tech AMS I Sem Course Structure and SyllabusDevarakonda KondayyaAinda não há avaliações
- Student's Main ProjectsDocumento9 páginasStudent's Main ProjectsDevarakonda KondayyaAinda não há avaliações
- Sohrab Poor 2015Documento10 páginasSohrab Poor 2015Devarakonda KondayyaAinda não há avaliações
- Fundamentals of Metal-CastingDocumento15 páginasFundamentals of Metal-Castingsamurai7_77Ainda não há avaliações
- Questions and AnswersDocumento2 páginasQuestions and AnswersDevarakonda KondayyaAinda não há avaliações
- LetteringDocumento8 páginasLetteringDevarakonda KondayyaAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- UntitledDocumento36 páginasUntitledisaac gonzalezAinda não há avaliações
- 21 Primavera Tips and ShortcutsDocumento30 páginas21 Primavera Tips and ShortcutsMarioAinda não há avaliações
- Data Model Flexcube Data ModelDocumento353 páginasData Model Flexcube Data Modelziauldba77% (13)
- How To Recover MSSQL From Suspect Mode Emergency Mode Error 1813Documento3 páginasHow To Recover MSSQL From Suspect Mode Emergency Mode Error 1813Scott NeubauerAinda não há avaliações
- Advanced SAS Interview Questions You'll Most Likely Be AskedDocumento27 páginasAdvanced SAS Interview Questions You'll Most Likely Be AskedVibrant PublishersAinda não há avaliações
- How Would You Describe The Telecommunication IndustryDocumento3 páginasHow Would You Describe The Telecommunication Industryvinay kumarAinda não há avaliações
- LCD TV: Service ManualDocumento36 páginasLCD TV: Service ManualВладислав РусинAinda não há avaliações
- Chapter 14 SFCDocumento48 páginasChapter 14 SFCSiswo Ponco RahardjoAinda não há avaliações
- Cdte Thin Film Solar Module: Original SizeDocumento2 páginasCdte Thin Film Solar Module: Original SizeKirsten HernandezAinda não há avaliações
- E-Tutorial - Online Correction - Resolution For Overbooked Challan (Movement of Dedcutee Row)Documento36 páginasE-Tutorial - Online Correction - Resolution For Overbooked Challan (Movement of Dedcutee Row)Raj Kumar MAinda não há avaliações
- Ups MotherboardDocumento5 páginasUps MotherboardMustapha El MaouzouniAinda não há avaliações
- WSN Monitoring System For BillboardsDocumento11 páginasWSN Monitoring System For BillboardsRaja RKAinda não há avaliações
- Accounting 12 Course OutlineDocumento3 páginasAccounting 12 Course OutlineKenrose LaguyoAinda não há avaliações
- Maths Bds Contpeda9 10Documento7 páginasMaths Bds Contpeda9 10AhmedAinda não há avaliações
- Battle of The Giants - Comparing Kimball and InmonDocumento15 páginasBattle of The Giants - Comparing Kimball and InmonFelipe Oliveira GutierrezAinda não há avaliações
- 0240813073Documento265 páginas0240813073Fundación Una Sola Mano Fsm100% (1)
- Ict-Webpage 10 q1 w3 Mod3Documento12 páginasIct-Webpage 10 q1 w3 Mod3Lemuel Ramos RempilloAinda não há avaliações
- SAP Model Company For FinanceDocumento1 páginaSAP Model Company For FinanceAmar UbheAinda não há avaliações
- Final Year Project TopicsDocumento112 páginasFinal Year Project TopicsJyothi BurlaAinda não há avaliações
- One Pager v2Documento2 páginasOne Pager v2JuanCarlosMarrufoAinda não há avaliações
- Assessment Specifications Table (Ast) : Kementerian Pendidikan MalaysiaDocumento6 páginasAssessment Specifications Table (Ast) : Kementerian Pendidikan MalaysiaMohd raziffAinda não há avaliações
- GUIDDocumento215 páginasGUIDPrakashAinda não há avaliações
- Industry LayoutDocumento31 páginasIndustry LayoutGiriraj T KulkarniAinda não há avaliações
- Investigating A Theoretical Framework For E-Learning Technology AcceptanceDocumento13 páginasInvestigating A Theoretical Framework For E-Learning Technology AcceptanceNguyễn Như ÝAinda não há avaliações
- Water Quality Monitoring Using Iot: Bachelor of EngineeringDocumento19 páginasWater Quality Monitoring Using Iot: Bachelor of EngineeringMeghanaAinda não há avaliações
- EM Algorithm: Shu-Ching Chang Hyung Jin Kim December 9, 2007Documento10 páginasEM Algorithm: Shu-Ching Chang Hyung Jin Kim December 9, 2007Tomislav PetrušijevićAinda não há avaliações
- Toy Shell AssignmentDocumento5 páginasToy Shell AssignmentPrafulla SaxenaAinda não há avaliações
- Big Data Simplified: Book DescriptionDocumento14 páginasBig Data Simplified: Book DescriptionN C NAGESH PRASAD KOTIAinda não há avaliações
- Front End Interview QuestionsDocumento20 páginasFront End Interview QuestionsTarek IbrahimAinda não há avaliações
- Eclipse PDFDocumento18 páginasEclipse PDFanjaniAinda não há avaliações