Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Software Configuration ManagementDocumento26 páginasSoftware Configuration Managementsudheer880% (40)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elementary Block MethodDocumento7 páginasElementary Block MethodBoris MirandaAinda não há avaliações
- VibrationsDocumento130 páginasVibrationsleanindustryAinda não há avaliações
- AppendixDocumento6 páginasAppendixleanindustryAinda não há avaliações
- Terminology: - Fourier SeriesDocumento2 páginasTerminology: - Fourier SeriesleanindustryAinda não há avaliações
- Me 258 Equation Sheet 04Documento1 páginaMe 258 Equation Sheet 04leanindustryAinda não há avaliações
- ME 2580 Dynamics - Equation Sheet #5: H I H I R MVDocumento1 páginaME 2580 Dynamics - Equation Sheet #5: H I H I R MVleanindustryAinda não há avaliações
- Certified Quality Engineer: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineDocumento12 páginasCertified Quality Engineer: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineAkash Rs0% (1)
- HW 1.2 1.3 SolutionDocumento1 páginaHW 1.2 1.3 SolutionleanindustryAinda não há avaliações
- Me 3560 Presentation CH ViDocumento46 páginasMe 3560 Presentation CH VileanindustryAinda não há avaliações
- ME258 Particle Impulse MomentumDocumento1 páginaME258 Particle Impulse MomentumleanindustryAinda não há avaliações
- Singpore Statement Letter SizeDocumento1 páginaSingpore Statement Letter SizeEdwin VazquezAinda não há avaliações
- Vib Chapter 1Documento16 páginasVib Chapter 1leanindustryAinda não há avaliações
- Vib Chapter 1Documento16 páginasVib Chapter 1leanindustryAinda não há avaliações
- ME258 Particle Impulse MomentumDocumento1 páginaME258 Particle Impulse MomentumleanindustryAinda não há avaliações
- Me 258 Particle Power EfficiencyDocumento1 páginaMe 258 Particle Power EfficiencyleanindustryAinda não há avaliações
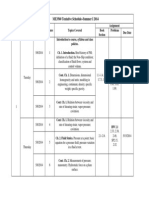
- Me 3560 Schedule Summer 2014Documento16 páginasMe 3560 Schedule Summer 2014Shawn WaltzAinda não há avaliações
- A Brief Review of Nature-Inspired Algorithms For OptimizationDocumento7 páginasA Brief Review of Nature-Inspired Algorithms For OptimizationAnonymous AjofRDXYAinda não há avaliações
- Infographic and Graphic OrganizerDocumento15 páginasInfographic and Graphic OrganizerLenny Romarta09Ainda não há avaliações
- LAUNDRYDocumento18 páginasLAUNDRYYudi Kurniadi RizkyAinda não há avaliações
- Software Testing: Presenter: Ambili P KDocumento19 páginasSoftware Testing: Presenter: Ambili P KBalaram Papana100% (1)
- 15th November'23 - ACP Answer File - Daily Q&ADocumento2 páginas15th November'23 - ACP Answer File - Daily Q&Amadhumita.fairyAinda não há avaliações
- Continual ImprovementDocumento5 páginasContinual ImprovementPrakash PatelAinda não há avaliações
- Software TestingDocumento190 páginasSoftware TestingMayank SharmaAinda não há avaliações
- Three Phase Inverter System Based On Fuzzy ControlDocumento8 páginasThree Phase Inverter System Based On Fuzzy ControlNaresh Kumar NAinda não há avaliações
- Lecture Note Chapter 11 PID Controller Design Tuning and Troubleshooting 2016Documento61 páginasLecture Note Chapter 11 PID Controller Design Tuning and Troubleshooting 2016Rama KrishnaAinda não há avaliações
- Asymptotic NotationsDocumento29 páginasAsymptotic NotationsmnkshguptaAinda não há avaliações
- DSI - Qualification I4.0 - CP Factory - en - DID1007Documento2 páginasDSI - Qualification I4.0 - CP Factory - en - DID1007agusAinda não há avaliações
- Unit - 8Documento32 páginasUnit - 8Sai Raja GAinda não há avaliações
- Signal Flow Graph (Diajarkan)Documento57 páginasSignal Flow Graph (Diajarkan)Muhammad DienullahAinda não há avaliações
- ECE III - I TT For 3 Days TemporaryDocumento3 páginasECE III - I TT For 3 Days TemporaryJayakiran bAinda não há avaliações
- Coronel PPT Ch03 ModifiedDocumento50 páginasCoronel PPT Ch03 Modifiedaki8aAinda não há avaliações
- Orthography CoversDocumento12 páginasOrthography CoversMista PromzeeAinda não há avaliações
- Semester-IV: Introduction To Software Engineering Course Code: 4340702Documento9 páginasSemester-IV: Introduction To Software Engineering Course Code: 4340702Zaidali Burmawala0% (1)
- IE56600 Homework #1Documento3 páginasIE56600 Homework #1Oscar VidesAinda não há avaliações
- Artificial Intelligence, Internet of Things and Big DataDocumento4 páginasArtificial Intelligence, Internet of Things and Big DataAkash.SAinda não há avaliações
- The Scrum TeamDocumento12 páginasThe Scrum TeamPravin MishraAinda não há avaliações
- 3 - Root Locus Design Method For DC Motor Position ControlDocumento9 páginas3 - Root Locus Design Method For DC Motor Position Controledgartepe4324Ainda não há avaliações
- Manual Testing Lesson 1Documento7 páginasManual Testing Lesson 1Priyanka NAinda não há avaliações
- Ai 4 AllDocumento27 páginasAi 4 AllBrian PiercyAinda não há avaliações
- Resume SharathDocumento2 páginasResume SharathKeshav MaxxAinda não há avaliações
- Testing BasicsDocumento15 páginasTesting BasicsPanuAinda não há avaliações
- Lean Manufacturing Training - Course OutlineDocumento5 páginasLean Manufacturing Training - Course OutlineMani SelvanAinda não há avaliações
- Eurostar 99 PaperDocumento20 páginasEurostar 99 PaperkrakraoAinda não há avaliações
- c12. Developing Business-IT Solutions.gDocumento21 páginasc12. Developing Business-IT Solutions.gMd Hasibul Karim 1811766630Ainda não há avaliações