Você também pode gostar
- Dse 7000Documento103 páginasDse 7000scognataAinda não há avaliações
- Curso de Graduação em Engenharia Mecânica e Sistemas CAMDocumento50 páginasCurso de Graduação em Engenharia Mecânica e Sistemas CAMDarlanAlmeidaAinda não há avaliações
- Apostila+CAM+NX10Documento86 páginasApostila+CAM+NX10klebants100% (2)
- Manual CypeCAD em Português BrasilDocumento34 páginasManual CypeCAD em Português BrasilMarcio MeirellesAinda não há avaliações
- Apostila DidatechDocumento44 páginasApostila DidatechJayro Neto100% (3)
- Introdução aos Comandos Numéricos Computadorizados (CNCDocumento141 páginasIntrodução aos Comandos Numéricos Computadorizados (CNCNeto SilvaAinda não há avaliações
- 03 - Programação Fanuc 21Documento87 páginas03 - Programação Fanuc 21joaquim33% (3)
- Manual de Programação FANUC 0i-TDDocumento84 páginasManual de Programação FANUC 0i-TDPaulo LacerdaAinda não há avaliações
- Apostila CNCDocumento141 páginasApostila CNCAnderson Pereira100% (2)
- Cadernos de Apontamentos N.º 36 - 41 (Volume Vi)Documento186 páginasCadernos de Apontamentos N.º 36 - 41 (Volume Vi)HistoriaSalvaterraAinda não há avaliações
- Impressora 3D de Baixo CustoDocumento61 páginasImpressora 3D de Baixo CustoSimone G. GoularteAinda não há avaliações
- A. Herculano - Tomo 3 - História de PortugalDocumento368 páginasA. Herculano - Tomo 3 - História de PortugalBianca PradoAinda não há avaliações
- Módulo B5.1Documento25 páginasMódulo B5.1Carla100% (1)
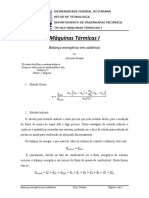
- Balanço energético em caldeiraDocumento11 páginasBalanço energético em caldeiraReginaldo Dias Dos Santos100% (1)
- Biobibliografia de Luísa Ducla SoaresDocumento4 páginasBiobibliografia de Luísa Ducla SoaresBibliotecas Escolares MoitaAinda não há avaliações
- Marco Antonio Queiros RodriguesDocumento128 páginasMarco Antonio Queiros RodriguesMick MaweleleAinda não há avaliações
- O Que É Este GuiaDocumento12 páginasO Que É Este GuiaPedro CostaAinda não há avaliações
- Controle de Diâmetro Na Produção de Filamento para Impressão 3DDocumento75 páginasControle de Diâmetro Na Produção de Filamento para Impressão 3DLucas BaruzoAinda não há avaliações
- Curso CNC FresamentoDocumento2 páginasCurso CNC FresamentoCelso Cabral Dos SantosAinda não há avaliações
- Portfolio Arranjo fisico e layoutDocumento11 páginasPortfolio Arranjo fisico e layout224712018Ainda não há avaliações
- Relatorio Final TCCDocumento38 páginasRelatorio Final TCCPedro DreyerAinda não há avaliações
- Apostila Torno MACH9Documento41 páginasApostila Torno MACH9Douglas SoekAinda não há avaliações
- Atividade ProgramaçãoDocumento2 páginasAtividade ProgramaçãoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Melhorias em Impressora 3D SLA/DLPDocumento37 páginasMelhorias em Impressora 3D SLA/DLPBrenda CarolineAinda não há avaliações
- Monografia Do Trabalho de Conclus o de Curso Pedro Paulo VatrazDocumento72 páginasMonografia Do Trabalho de Conclus o de Curso Pedro Paulo VatrazPedro Paulo VatrazAinda não há avaliações
- A Importância Do Projeto Mecatrônico para Um Robô Seguidor de Linha - TCC - Faver, BernardoDocumento64 páginasA Importância Do Projeto Mecatrônico para Um Robô Seguidor de Linha - TCC - Faver, BernardoBernardo FaverAinda não há avaliações
- Torno Centur 30 S ROMIDocumento64 páginasTorno Centur 30 S ROMIRenato0% (1)
- Apostila Fagor M v5Documento25 páginasApostila Fagor M v5sergio.sanchesAinda não há avaliações
- Trabalho ScrumDocumento18 páginasTrabalho ScrumleandroAinda não há avaliações
- Relatório EstágioDocumento15 páginasRelatório EstágioDeivid PratesAinda não há avaliações
- Melhorias em Impressora 3D SLA/DLPDocumento43 páginasMelhorias em Impressora 3D SLA/DLPBrenda CarolineAinda não há avaliações
- temperatura do óleo no motor através de sensores NTCDocumento30 páginastemperatura do óleo no motor através de sensores NTCdougmec.pAinda não há avaliações
- Projeto E Desenvolvimento de Rede de Monitoramento LoraDocumento63 páginasProjeto E Desenvolvimento de Rede de Monitoramento LoraAcadêmico DanielssAinda não há avaliações
- Relatório UsinagemDocumento12 páginasRelatório UsinagemIsabela RodriguesAinda não há avaliações
- Vilson Kaio Pinheiro Relatorio de EstagiDocumento24 páginasVilson Kaio Pinheiro Relatorio de EstagiLuan De Lima RodriguesAinda não há avaliações
- Conem2012 1476Documento9 páginasConem2012 1476RobsonAinda não há avaliações
- ShopturnDocumento112 páginasShopturnTornieriAinda não há avaliações
- Aula 1 - CadcamDocumento34 páginasAula 1 - CadcamWalney RamiresAinda não há avaliações
- Fabio Baptista de Oliveira - 2019Documento143 páginasFabio Baptista de Oliveira - 2019Calopsita & ArduinoAinda não há avaliações
- Arquitetura CNC com baixo custo e alta qualidadeDocumento74 páginasArquitetura CNC com baixo custo e alta qualidadeCalopsita & ArduinoAinda não há avaliações
- Transmissão e Recepção de Sinais Sem Fio Via Modulação GFSKDocumento50 páginasTransmissão e Recepção de Sinais Sem Fio Via Modulação GFSKLucas Roberto MichelAinda não há avaliações
- Apostila F28027 Volume 1: Handles, Interrupção, PWM e ADCDocumento52 páginasApostila F28027 Volume 1: Handles, Interrupção, PWM e ADCGabriel Lucas100% (1)
- TP6 CNC 1Documento54 páginasTP6 CNC 1Steve LopesAinda não há avaliações
- TCC Exemplo 05 BIM.Documento69 páginasTCC Exemplo 05 BIM.Alex felizardoAinda não há avaliações
- TCC - Felipe Machado RomerosDocumento93 páginasTCC - Felipe Machado RomerosvanildoAinda não há avaliações
- Análise de Circuitos Elétricos Simulação 04 2023Documento9 páginasAnálise de Circuitos Elétricos Simulação 04 2023Gabriel BodenmüllerAinda não há avaliações
- Grupo - 1 - Memória Descritiva - Rui - GonçalvesDocumento43 páginasGrupo - 1 - Memória Descritiva - Rui - GonçalvesDavid CaçadorAinda não há avaliações
- Relatório de Estágio na Zema ZselicsDocumento30 páginasRelatório de Estágio na Zema Zselicsfelipedelfim29Ainda não há avaliações
- Relatório CNC 1 (2516)Documento46 páginasRelatório CNC 1 (2516)Rafael Marques FerreiraAinda não há avaliações
- Remoção e transporte de transformador para manutençãoDocumento5 páginasRemoção e transporte de transformador para manutençãoJúlio RezendeAinda não há avaliações
- Projeto geométrico de estrada rural no Paraná com 1 km de extensãoDocumento28 páginasProjeto geométrico de estrada rural no Paraná com 1 km de extensãoDiego FerreiraAinda não há avaliações
- Manual de Treinamento Fagor - TornoDocumento67 páginasManual de Treinamento Fagor - TornoJair AguiarAinda não há avaliações
- Relatório de EstágioDocumento16 páginasRelatório de EstágioVinícius SpohrAinda não há avaliações
- UNIESP: Projeto de Usinagem de Peça em Ferro FundidoDocumento20 páginasUNIESP: Projeto de Usinagem de Peça em Ferro FundidoRenato VolfAinda não há avaliações
- Projeto Luminotécnico - Quadra de Tênis Nível IIDocumento13 páginasProjeto Luminotécnico - Quadra de Tênis Nível IIRaphaelAinda não há avaliações
- Manual Avaliação Técnica EmpreiteirasDocumento73 páginasManual Avaliação Técnica EmpreiteirasBiximMocadoAinda não há avaliações
- Bep SD199 01 01 LV Mon RVDDocumento1 páginaBep SD199 01 01 LV Mon RVDMARCOSAinda não há avaliações
- Automatização de fábrica de biscoitos com CLPDocumento20 páginasAutomatização de fábrica de biscoitos com CLPluisAinda não há avaliações
- CNC: Funções preparatórias e auxiliaresDocumento7 páginasCNC: Funções preparatórias e auxiliaresGPTS-UNINTER A gestão na dinâmica do 3 setorAinda não há avaliações
- E3 Ip20 User Guide v1.04 PortugueseDocumento40 páginasE3 Ip20 User Guide v1.04 PortugueseFABIANO VIEIRA DE OLIVEIRAAinda não há avaliações
- Simulação fresamento peça EdgeCAMDocumento33 páginasSimulação fresamento peça EdgeCAMLeandro VialAinda não há avaliações
- Acionamento Inversor via Modbus e RS485Documento6 páginasAcionamento Inversor via Modbus e RS485CAROLINE CIELLOAinda não há avaliações
- Implementando Um Inversor De Frequência Com Dspic Escalar Programado No Dspic30f E Mikroc Com Driver Para Motor De Até 3 CvNo EverandImplementando Um Inversor De Frequência Com Dspic Escalar Programado No Dspic30f E Mikroc Com Driver Para Motor De Até 3 CvAinda não há avaliações
- Desenvolvendo Um Voltímetro Trifásico Com Base No Pic18f4520 E C18No EverandDesenvolvendo Um Voltímetro Trifásico Com Base No Pic18f4520 E C18Ainda não há avaliações
- Sebenta de RedesDocumento240 páginasSebenta de RedesSérgioGóisAinda não há avaliações
- Geradores de Vapor PDFDocumento34 páginasGeradores de Vapor PDFSérgioGóisAinda não há avaliações
- Desenho de CADDocumento1 páginaDesenho de CADSérgioGóisAinda não há avaliações
- Trabalho - de - Pesquisa Nova Versão PDFDocumento30 páginasTrabalho - de - Pesquisa Nova Versão PDFSérgioGóisAinda não há avaliações
- ALA Folhas ApoioDocumento56 páginasALA Folhas ApoioletmeflowAinda não há avaliações
- Esquema CaldeiraDocumento1 páginaEsquema CaldeiraSérgioGóisAinda não há avaliações
- CaldeirasDocumento17 páginasCaldeirasSérgioGóisAinda não há avaliações
- CaldeirasDocumento17 páginasCaldeirasSérgioGóisAinda não há avaliações
- Crise 1383-85Documento42 páginasCrise 1383-85Maria MartinsAinda não há avaliações
- CP 086820Documento361 páginasCP 086820Haroldo MatosAinda não há avaliações
- Atas IIEncontroAnualAIMDocumento694 páginasAtas IIEncontroAnualAIMluizaluindiaAinda não há avaliações
- A Comenda Secreta PDFDocumento150 páginasA Comenda Secreta PDFAfonso Miguel CavacoAinda não há avaliações
- As Cabo-Verdianas Estudantes Quando Vem PDFDocumento18 páginasAs Cabo-Verdianas Estudantes Quando Vem PDFCeleste FortesAinda não há avaliações
- Cronologia Do 25 de AbrilDocumento22 páginasCronologia Do 25 de AbrilPedro Rodrigues de SousaAinda não há avaliações
- Biblioteca CronologiaDocumento79 páginasBiblioteca CronologiaRafaela LimaAinda não há avaliações
- Road Book 2017 - Maio - PT - FreeDocumento104 páginasRoad Book 2017 - Maio - PT - FreeduartenunorochaferreiragmailcomAinda não há avaliações
- Bibliografia ilustrada do cante alentejanoDocumento162 páginasBibliografia ilustrada do cante alentejanoJosé Rabaça GasparAinda não há avaliações
- NUno PortasDocumento114 páginasNUno PortasdiogolafaiaAinda não há avaliações
- Dto Europeu - 2º Semestre TeóricasDocumento11 páginasDto Europeu - 2º Semestre Teóricasapi-3840713Ainda não há avaliações
- Empresas históricas do distrito de CoimbraDocumento63 páginasEmpresas históricas do distrito de CoimbraTatiana RamonAinda não há avaliações
- SurrealismoDocumento1.006 páginasSurrealismoCarlos GonçalvesAinda não há avaliações
- 2 Os Manuais de CaligrafiaDocumento20 páginas2 Os Manuais de CaligrafiaDanielle SantosAinda não há avaliações
- A Cartuxa Da Laveira PDFDocumento84 páginasA Cartuxa Da Laveira PDFalanAinda não há avaliações
- Os Maias - Cap IvDocumento12 páginasOs Maias - Cap Ivsandra m-Ainda não há avaliações
- A Vingança de Teçá MairDocumento60 páginasA Vingança de Teçá MairPaulo VieiraAinda não há avaliações
- A educação dos anormais na Casa Pia de Lisboa no início do século XXDocumento422 páginasA educação dos anormais na Casa Pia de Lisboa no início do século XXHugo CardosoAinda não há avaliações
- O Ano Da Morte de Ricardo Reis ResumosDocumento7 páginasO Ano Da Morte de Ricardo Reis ResumosmartaAinda não há avaliações
- Colecção de Apontamentos #7-13, Volume IiDocumento192 páginasColecção de Apontamentos #7-13, Volume IiHistoriaSalvaterraAinda não há avaliações
- O futuro de um jovem arquitetoDocumento11 páginasO futuro de um jovem arquitetoInesGarcia-MarquesAinda não há avaliações
- Evolução da Contabilidade em Portugal: dos primórdios ao euroDocumento9 páginasEvolução da Contabilidade em Portugal: dos primórdios ao euroCarolina Ferreira50% (2)
- História de Lisboa: Tempos FortesDocumento24 páginasHistória de Lisboa: Tempos FortesInês CarvalhoAinda não há avaliações
- Crescimento urbano e funções das cidadesDocumento18 páginasCrescimento urbano e funções das cidadesAngélica RodriguesAinda não há avaliações
- Modelos e Réplicas. A Arquitectura Dos Teatros Históricos PortugueseDocumento26 páginasModelos e Réplicas. A Arquitectura Dos Teatros Históricos PortugueseRoseanny PalmeiraAinda não há avaliações