Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Annex 1 - Air Dryer Duct DRG List - 140717Documento1 páginaAnnex 1 - Air Dryer Duct DRG List - 140717vemanreddy29Ainda não há avaliações
- Let S Know About The SuperalloysDocumento34 páginasLet S Know About The SuperalloysVamsi Krishna ParimiAinda não há avaliações
- Fire Safety Quiz: (D) Both B and CDocumento2 páginasFire Safety Quiz: (D) Both B and CHassan64041Ainda não há avaliações
- 1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarDocumento16 páginas1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarLee Li JieAinda não há avaliações
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocumento5 páginasTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniAinda não há avaliações
- RT650 ManualDocumento146 páginasRT650 ManualGraciela SobradoAinda não há avaliações
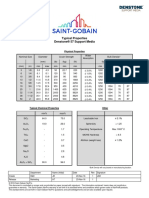
- Denstone® 57 Support Media Typical PropertiesDocumento1 páginaDenstone® 57 Support Media Typical PropertiesJuan Victor Sulvaran ArellanoAinda não há avaliações
- Maintenance HubDocumento30 páginasMaintenance HubAdel KhalilAinda não há avaliações
- TDS Rev6 enDocumento1 páginaTDS Rev6 enGhiyat Faris MuhammadAinda não há avaliações
- Selection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersDocumento15 páginasSelection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersJohn DAinda não há avaliações
- Course Outline For Reinforced Concrete IDocumento2 páginasCourse Outline For Reinforced Concrete ITefera TemesgenAinda não há avaliações
- PVC W Water Sto Pper - Ins Stallation GuideDocumento4 páginasPVC W Water Sto Pper - Ins Stallation GuideZankar R ParikhAinda não há avaliações
- Corrosion, Metallurgy, Failure Analysis & PreventionDocumento14 páginasCorrosion, Metallurgy, Failure Analysis & PreventionAyon RoyAinda não há avaliações
- KuVa - MFI01 101ENDocumento20 páginasKuVa - MFI01 101ENmichel92748Ainda não há avaliações
- Apparel Materials Standards Manual 1Documento61 páginasApparel Materials Standards Manual 1Fahad FarooqiAinda não há avaliações
- Foam Concentrate For Producing Mechanical Foam For Fire Fighting - SpecificationDocumento26 páginasFoam Concentrate For Producing Mechanical Foam For Fire Fighting - SpecificationInyamul HasanAinda não há avaliações
- Dyeing CalculationDocumento4 páginasDyeing CalculationIftakharul IslamAinda não há avaliações
- Mactex MXL 35Documento1 páginaMactex MXL 35sundra0Ainda não há avaliações
- OGLAEND-Product Catalogue - 03.2021Documento46 páginasOGLAEND-Product Catalogue - 03.2021Ángel Durán LópezAinda não há avaliações
- Born-Haber Cycles Part 2 EdexcelDocumento4 páginasBorn-Haber Cycles Part 2 EdexcelKevin The Chemistry TutorAinda não há avaliações
- Intro To SandblastingDocumento9 páginasIntro To SandblastingFCPWAinda não há avaliações
- Wacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancDocumento3 páginasWacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancJameel AhsanAinda não há avaliações
- Denso PVC Self-Adhesive Tape 200: Composition ApplicationDocumento1 páginaDenso PVC Self-Adhesive Tape 200: Composition ApplicationAloka KarunarathneAinda não há avaliações
- Type KDocumento4 páginasType KAmal ..Ainda não há avaliações
- US Google PatentDocumento7 páginasUS Google PatentZakaullah QureshiAinda não há avaliações
- (AHU) Clivet AHU and Modular Air Handling UnitDocumento27 páginas(AHU) Clivet AHU and Modular Air Handling UnitDoniAinda não há avaliações
- Tarakky Sir First QuestionDocumento7 páginasTarakky Sir First QuestionKhondokar TarakkyAinda não há avaliações
- Bentoliner SW: Geosynthetic Clay LinerDocumento2 páginasBentoliner SW: Geosynthetic Clay LinerAnonymous CQ4rbzLVEAinda não há avaliações
- Pi Branorost Chips enDocumento2 páginasPi Branorost Chips enJaya RidwantoAinda não há avaliações
- GBT 1591 2018 enDocumento33 páginasGBT 1591 2018 ennelsonAinda não há avaliações