Você também pode gostar
- Membrane SeparationDocumento13 páginasMembrane SeparationSharing Caring50% (2)
- Al-Muthanna University College of Engineering Department of Chemical EngineeringDocumento11 páginasAl-Muthanna University College of Engineering Department of Chemical Engineeringمحمود محمدAinda não há avaliações
- Al-Muthanna University College of Engineering Department of Chemical EngineeringDocumento11 páginasAl-Muthanna University College of Engineering Department of Chemical Engineeringسراء حيدر كاظمAinda não há avaliações
- LAB SOLAHmembrane SeparationDocumento22 páginasLAB SOLAHmembrane SeparationSo Lah Musa100% (1)
- Membrane Separation Processes - Technology and Business OpportunitiesDocumento41 páginasMembrane Separation Processes - Technology and Business OpportunitiesMashiro Hikari0% (1)
- Assignment 1Documento2 páginasAssignment 1Tony TroxAinda não há avaliações
- Department of Petrochemical Engineering: Summer Training Program (2019 - 2020)Documento7 páginasDepartment of Petrochemical Engineering: Summer Training Program (2019 - 2020)soran najebAinda não há avaliações
- Lab Membrane SeparationDocumento13 páginasLab Membrane SeparationNurul FarihinAinda não há avaliações
- Membrane TechnologyDocumento39 páginasMembrane TechnologyDrews Eagles SmithAinda não há avaliações
- Mass AssignmentDocumento7 páginasMass AssignmentHasieb Alam KhanAinda não há avaliações
- Membrane Technology: Flocculation Adsorption Sand Filters Ion ExchangersDocumento7 páginasMembrane Technology: Flocculation Adsorption Sand Filters Ion ExchangersNur Hazirah SadonAinda não há avaliações
- Lecture Notes 14 Introduction To Membrane Science and Technology 2019Documento32 páginasLecture Notes 14 Introduction To Membrane Science and Technology 2019DarrenAinda não há avaliações
- Membrane Technology: Ultrafiltration For A Swimming PoolDocumento9 páginasMembrane Technology: Ultrafiltration For A Swimming PoolsacAinda não há avaliações
- Water TreatmentDocumento13 páginasWater Treatmentbs3316792Ainda não há avaliações
- Ultrafiltration Explained: Ultrafilter vs. Conventional FilterDocumento5 páginasUltrafiltration Explained: Ultrafilter vs. Conventional Filteran_iboreg8720Ainda não há avaliações
- Membrane Separation UpdatedDocumento59 páginasMembrane Separation Updatedbbfe89f31eAinda não há avaliações
- Membrane Separation and Reverse OsmosisDocumento19 páginasMembrane Separation and Reverse OsmosisNestorAinda não há avaliações
- 1ee6308b-21ba-4652-a976-e3f41dbd5fa9Documento20 páginas1ee6308b-21ba-4652-a976-e3f41dbd5fa9BanAinda não há avaliações
- A Seminar On Application of Membrane Technology in Waste Water ManagementDocumento26 páginasA Seminar On Application of Membrane Technology in Waste Water ManagementRohan ShivasundarAinda não há avaliações
- Biochemistry Notes DAB 3-TERM 3, 2021 (MARCH) Lesson Three Basic Biochemical Techniques Separation Technqiues (A) Cell FractionationDocumento6 páginasBiochemistry Notes DAB 3-TERM 3, 2021 (MARCH) Lesson Three Basic Biochemical Techniques Separation Technqiues (A) Cell Fractionationjohn mwangiAinda não há avaliações
- Membrane Technology Covers All Engineering Approaches For The Transport of Substances BetweenDocumento3 páginasMembrane Technology Covers All Engineering Approaches For The Transport of Substances BetweenDheeraj ShuklaAinda não há avaliações
- 13 Chapter 1Documento35 páginas13 Chapter 1Koteswari MandavalliAinda não há avaliações
- Ultra Filteration of MilkDocumento36 páginasUltra Filteration of MilkMonty KushwahaAinda não há avaliações
- Applications: Filtration Is Commonly The Mechanical or Physical Operation Which Is Used For The Separation ofDocumento9 páginasApplications: Filtration Is Commonly The Mechanical or Physical Operation Which Is Used For The Separation ofBrandon KingAinda não há avaliações
- Ultrafiltration PlantDocumento7 páginasUltrafiltration PlantgulfamAinda não há avaliações
- Seminar Report On Membrance TechnologyDocumento32 páginasSeminar Report On Membrance TechnologyAlok Shukla50% (2)
- SeparationDocumento9 páginasSeparationHalo BashirAinda não há avaliações
- 07 Chapter 1Documento39 páginas07 Chapter 1MD SHAHJADAinda não há avaliações
- Membrane - Deepika PDFDocumento52 páginasMembrane - Deepika PDFDIPSAinda não há avaliações
- Salt Water Converted To Purified Drinking Water by Using Pedal PowerDocumento44 páginasSalt Water Converted To Purified Drinking Water by Using Pedal PowerUNITED CADD100% (1)
- Membrane FiltrationDocumento36 páginasMembrane FiltrationRinika ArdinaAinda não há avaliações
- Separation Assignment MembraneDocumento4 páginasSeparation Assignment MembraneQilah KamarudinAinda não há avaliações
- ULTRAFILTRATIONDocumento26 páginasULTRAFILTRATIONSinta Permata100% (2)
- Membrane Separation: Name:amera Kadhim Adnan Supervise:prof - Dr.Raid Al-KateebDocumento18 páginasMembrane Separation: Name:amera Kadhim Adnan Supervise:prof - Dr.Raid Al-Kateebسراء حيدر كاظمAinda não há avaliações
- Membrane FiltrationDocumento35 páginasMembrane FiltrationtptjaleAinda não há avaliações
- Unesco - Eolss Sample Chapters: Membrane DistillationDocumento13 páginasUnesco - Eolss Sample Chapters: Membrane DistillationsaeedAinda não há avaliações
- Concept of filt-WPS OfficeDocumento7 páginasConcept of filt-WPS OfficeAniket DusaneAinda não há avaliações
- Literature Study For Ultra Filtration ProcessDocumento29 páginasLiterature Study For Ultra Filtration ProcessSheldonAinda não há avaliações
- Sample Copy - AssignmentDocumento5 páginasSample Copy - AssignmentNazmul NayeemAinda não há avaliações
- Ammr Mahmood.Documento22 páginasAmmr Mahmood.کبری ادریس رسولAinda não há avaliações
- Membrane SeparationDocumento52 páginasMembrane SeparationJonalyn Perez - Aclan100% (1)
- Membrane SeparationDocumento68 páginasMembrane SeparationSaria ChowdhuryAinda não há avaliações
- 6 Ultrafiltration Draft1Documento2 páginas6 Ultrafiltration Draft1iastraAinda não há avaliações
- Unit V - MT IiDocumento21 páginasUnit V - MT IiMUTHUMANOJ K PCT- A2Ainda não há avaliações
- Membrane Separation UnitDocumento17 páginasMembrane Separation UnitAnonymous NyvKBW100% (2)
- Waste Water TreatmentDocumento38 páginasWaste Water TreatmentPratik ThakareAinda não há avaliações
- Membrane Technology TestDocumento10 páginasMembrane Technology TestfasihaAinda não há avaliações
- Seminar ReportDocumento13 páginasSeminar ReportShohitaa Choudhry67% (3)
- Winston and Sirkar, 1992Documento19 páginasWinston and Sirkar, 1992Prashant KumarAinda não há avaliações
- Self Cleaning Membrane For Water TreatmentDocumento14 páginasSelf Cleaning Membrane For Water TreatmentmadhuAinda não há avaliações
- Reverse OsmosisDocumento29 páginasReverse OsmosisHafsa Iqbal100% (1)
- Vol-1, Issue-5Documento13 páginasVol-1, Issue-5Ijrei JournalAinda não há avaliações
- Membrane SeparationDocumento24 páginasMembrane SeparationBedatrayee05100% (1)
- Membrane ProcessesDocumento35 páginasMembrane ProcessesArie Ikhwan SaputraAinda não há avaliações
- Ultra Filtration ProjectDocumento12 páginasUltra Filtration ProjectwaqaskhanAinda não há avaliações
- Reverse Osmosis: Improve It Talk Page Citations Verification Cleanup Quality StandardsDocumento22 páginasReverse Osmosis: Improve It Talk Page Citations Verification Cleanup Quality StandardsshanuthegreatAinda não há avaliações
- Membrane Filtration TechniquesDocumento53 páginasMembrane Filtration TechniquesSreejesh P C100% (1)
- CH 9 - Principles of UF MFDocumento33 páginasCH 9 - Principles of UF MFMohammad AlrasasiAinda não há avaliações
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNo EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentAinda não há avaliações
- Particle Deposition and Aggregation: Measurement, Modelling and SimulationNo EverandParticle Deposition and Aggregation: Measurement, Modelling and SimulationAinda não há avaliações
- Further Information at Stage 5Documento3 páginasFurther Information at Stage 5cuteyaya24Ainda não há avaliações
- Streams Summary Lab 5Documento2 páginasStreams Summary Lab 5cuteyaya24Ainda não há avaliações
- Faculty of Chemical Engineering: TGC 501: Introductory German Level 3Documento5 páginasFaculty of Chemical Engineering: TGC 501: Introductory German Level 3cuteyaya24Ainda não há avaliações
- German Blended LearningDocumento5 páginasGerman Blended Learningcuteyaya24Ainda não há avaliações
- Chapter 02 - Structure and Synthesis of PFDDocumento31 páginasChapter 02 - Structure and Synthesis of PFDcuteyaya24Ainda não há avaliações
- Control Signals HomeworkDocumento1 páginaControl Signals Homeworkcuteyaya24Ainda não há avaliações
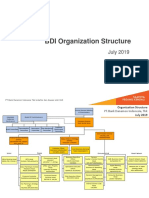
- Bank Danamon Organization ChartDocumento4 páginasBank Danamon Organization ChartFaisal Agus NugrahaAinda não há avaliações
- Iphone and Ipad Development TU GrazDocumento2 páginasIphone and Ipad Development TU GrazMartinAinda não há avaliações
- Futures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialDocumento7 páginasFutures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialManticora VenerabilisAinda não há avaliações
- Open Source NetworkingDocumento226 páginasOpen Source NetworkingyemenlinuxAinda não há avaliações
- Top Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersDocumento8 páginasTop Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersBassignotAinda não há avaliações
- Introduction To BiogasDocumento5 páginasIntroduction To BiogasLouis EldertardAinda não há avaliações
- Myanmar 1Documento3 páginasMyanmar 1Shenee Kate BalciaAinda não há avaliações
- PE MELCs Grade 3Documento4 páginasPE MELCs Grade 3MARISSA BERNALDOAinda não há avaliações
- Multimodal Essay FinalDocumento8 páginasMultimodal Essay Finalapi-548929971Ainda não há avaliações
- Understanding and Teaching Fractions: Sybilla BeckmannDocumento26 páginasUnderstanding and Teaching Fractions: Sybilla Beckmannjhicks_mathAinda não há avaliações
- Comparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDocumento61 páginasComparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDeeksha Saxena0% (2)
- Decision Trees For Management of An Avulsed Permanent ToothDocumento2 páginasDecision Trees For Management of An Avulsed Permanent ToothAbhi ThakkarAinda não há avaliações
- Arduino Uno CNC ShieldDocumento11 páginasArduino Uno CNC ShieldMărian IoanAinda não há avaliações
- Item Analysis and Test BankingDocumento23 páginasItem Analysis and Test BankingElenita-lani Aguinaldo PastorAinda não há avaliações
- Practising Modern English For Life Sciences Students Caiet Exercitii-1Documento77 páginasPractising Modern English For Life Sciences Students Caiet Exercitii-1Robert BobiaAinda não há avaliações
- Draft PDFDocumento166 páginasDraft PDFashwaq000111Ainda não há avaliações
- ZygalDocumento22 páginasZygalShubham KandiAinda não há avaliações
- Cetie Guide No1 EngDocumento55 páginasCetie Guide No1 EngJose Manuel Sepulveda RomanAinda não há avaliações
- Brigade Product Catalogue Edition 20 EnglishDocumento88 páginasBrigade Product Catalogue Edition 20 EnglishPelotudoPeloteroAinda não há avaliações
- Эквивалентная Схема Мотра Теслы с Thomas2020Documento7 páginasЭквивалентная Схема Мотра Теслы с Thomas2020Алексей ЯмаAinda não há avaliações
- ADC of PIC MicrocontrollerDocumento4 páginasADC of PIC Microcontrollerkillbill100% (2)
- 1995 Biology Paper I Marking SchemeDocumento13 páginas1995 Biology Paper I Marking Schemetramysss100% (2)
- Data Sheet Eldar Void SpinnerDocumento1 páginaData Sheet Eldar Void SpinnerAlex PolleyAinda não há avaliações
- DION IMPACT 9102 SeriesDocumento5 páginasDION IMPACT 9102 SeriesLENEEVERSONAinda não há avaliações
- Phylogeny Practice ProblemsDocumento3 páginasPhylogeny Practice ProblemsSusan Johnson100% (1)
- Top 100 Chemical CompaniesDocumento11 páginasTop 100 Chemical Companiestawhide_islamicAinda não há avaliações
- Pipe Cleaner Lesson PlanDocumento2 páginasPipe Cleaner Lesson PlanTaylor FranklinAinda não há avaliações
- 385C Waw1-Up PDFDocumento4 páginas385C Waw1-Up PDFJUNA RUSANDI SAinda não há avaliações
- Business-Communication Solved MCQs (Set-3)Documento8 páginasBusiness-Communication Solved MCQs (Set-3)Pavan Sai Krishna KottiAinda não há avaliações
- Case Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityDocumento5 páginasCase Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityluxoftAinda não há avaliações