Escolar Documentos
Profissional Documentos
Cultura Documentos
Termoguayas
Enviado por
Klebher IzaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Termoguayas
Enviado por
Klebher IzaDireitos autorais:
Formatos disponíveis
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERA INDUSTRIAL
UNIDAD DE GRADUACIN
TRABAJO DE TITULACIN
PREVIO A LA OBTENCIN DEL TTULO DE
INGENIERO INDUSTRIAL
REA
SISTEMAS INTEGRADOS DE GESTIN
TEMA
PROPUESTA DE MEJORAMIENTO DE LOS
CONTROLES DE CALIDAD EN LA REPARACIN DE
LAS CULATAS CATERPILLAR 3616
DE
LA
EMPRESA TERMOGUAYAS GENERATION S.A.
AUTOR
JOHNSON LOJA ANGEL CHARLES
DIRECTORA DEL TRABAJO
ING. BONILLA RIVADENEIRA MERCEDES ROSA Msc.
2014
GUAYAQUIL-ECUADOR
ii
La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
Tesis corresponden exclusivamente al autor
Johnson Loja Angel Charles
Cdula: 092632107-6
iii
DEDICATORIA
Dedico este trabajo a mis padres que fueron manos horantes para el
desarrollo de mi carrera profesional, por eso con gratitud y amor dedico
este trabajo muchas gracias.
iv
AGRADECIMIENTO
Agradezco a ese ser maravilloso llamado Dios quien gua mi camino.
Adems agradezco a los compaeros de trabajo del rea de taller por
brindarme las facilidades para llevar a cabo el desarrollo mi trabajo.
Especialmente un profundo agradecimiento a mi Directora de Tesis la
Msc. Mercedes Bonilla de Santos, por su labor destacada en la direccin
de mi Tesis.
NDICE GENERAL
Descripcin
Pg.
PRLOGO
CAPTULO I
INTRODUCCIN Y FUNDAMENTO DEL PROBLEMA
No.
Descripcin
Pg.
1.1
Antecedentes
1.1.1
Descripcin general de la empresa
1.1.2
Ubicacin de la empresa
1.1.3
Identificacin de la empresa Cdigo CIIU
1.1.4
Misin de la empresa
1.1.5
Visin de la empresa
1.1.6
Organigrama
1.1.7
Recursos Humanos
1.1.8
Proceso de produccin
1.1.9
Distribucin de Planta
1.1.10 Generacin de energa elctrica en barcazas
15
1.2
Justificativo
20
1.3
Objetivo
21
1.3.1
Objetivo General
21
1.3.2
Objetivo Especfico
21
vi
No.
Descripcin
Pg.
1.4
Planteamiento del Problema
21
1.5
Delimitacin del problema .
22
1.6
Marco terico
22
1.6.1
Marco Conceptual
22
1.6.2
Marco Histrico
23
1.6.3
Marco Ambiental
26
1.6.4
Marco Legal
26
1.6.5
Marco Referencial
28
1.7
Metodologa
29
1.8
Registro de los Problemas
30
1.8.1
Anlisis de Problema de dao frecuente de componentes
Caterpillar
30
1.8.2
Anlisis de causa de dao frecuente de culatas Caterpillar
39
1.8.3
Conclusin General del Problema
49
1.9
Tcnicas a utilizar
49
CAPTULO II
ANLISIS Y DIAGNSTICO DE LA SITUACIN ACTUAL
No.
Descripcin
2.1
Anlisis de las causas de dao de Vlvulas
51
2.1.1
Daos de vlvulas en las culatas y sus causas
52
2.1.1.1 Error al montarlo o ajustarlo
Pg.
52
vii
No.
Descripcin
Pg.
2.1.1.2 Mecanizacin defectuosa
53
2.1.1.3 Montaje de piezas desgastadas
54
2.1.1.4 Problemas de combustin
55
2.2
Anlisis de Pareto .
56
2.3
Auditoria de la 5S
57
2.4
Anlisis de los problemas por Ishikawa (Causa-Efecto) .
61
2.5
Diagnstico
64
2.6
Impacto Econmico del Problema
65
CAPTULO III
PROPUESTA DE LA SOLUCIN
No.
Descripcin
Pg.
3.1
Descripcin Tcnicas de la Propuesta
67
3.1.1
Primera Propuesta de Mejoramiento
67
3.1.2
Segundo Propuesta de Mejoramiento
69
3.1.3
Tercera Propuesta de Mejoramiento
74
3.2
Costo de la Propuesta.
84
3.2.1
Mquinas Herramientas
84
3.2.2
Implementos de medicin
84
3.2.3
Documentacin tcnica
85
3.2.4
Capacitacin
85
3.2.5
Costo de Mano de Obra
86
viii
No.
Descripcin
Pg.
3.2.6
Costo de Insumos
87
3.3
Plan de Inversin y Financiamiento
87
3.3.1
Inversin Fija
87
3.3.2
Costo Operacional
88
3.4
Financiamiento de la propuesta
88
3.4.1
Amortizacin del crdito
89
3.5
Anlisis de la Inversin
90
3.5.1
Flujo de Caja
91
3.5.2
Tasa Interna de Retorno (TIR)
93
3.5.3
Valor Actual Neto (VAN)
95
3.5.4
Perodo de Recuperacin de la Inversin (PRI)
96
3.6
Anlisis costo vs beneficio
97
3.7
Sostenibilidad y sustentabilidad
98
3.8
Puesta en marcha
99
3.7
Conclusiones y Recomendaciones
101
3.7.1
Conclusiones
101
3.7.2
Recomendaciones
102
Pg.
GLOSARIO DE TRMINOS
103
ANEXOS
104
BIBLIOGRAFA
119
ix
INDICE DE CUADROS
N
Descripcin
Pg.
Localizacin de la empresa Termoguayas Generation S.A.
Datos tcnicos de las barcazas
16
Datos tcnicos de las barcazas IV y V
17
Datos tcnicos de las barcazas I y III
18
Datos tcnicos de las barcazas II
19
Anlisis de cantidad de componente daado en Ene/13
31
Anlisis de cantidad de componente daado en Feb/13
32
Anlisis de cantidad de componente daado en Mar/13
32
Anlisis de cantidad de componente daado en Abr/13
33
10
Anlisis de cantidad de componente daado en May/13
33
11
Anlisis de cantidad de componente daado en Jun/13
34
12
Anlisis de cantidad de componente daado en
34
13
Anlisis de cantidad de componente daado en Ago/13
35
14
Anlisis de cantidad de componente daado en Sep/13
35
15
Anlisis de cantidad de componente daado en Oct/13
36
16
Anlisis de cantidad de componente daado en Nov/13
36
17
Anlisis de cantidad de componente daado en Dic/13
37
18
Resumen de catidad de componente daados ao 2013
38
19
Repuesto y numero de parte
39
20
Anlisis de causa de dao de culata en Ene/13
41
21
Anlisis de causa de dao de culata en Feb/13
41
Jul/13
Descripcin
Pg
22
Anlisis de causa de dao de culata en Mar/13
42
23
Anlisis de causa de dao de culata en Abr/13
42
24
Anlisis de causa de dao de culata en May/13
43
25
Anlisis de causa de dao de culata en Jun/13
43
26
Anlisis de causa de dao de culata en Jul/13
44
27
Anlisis de causa de dao de culata en Ago/13
44
28
Anlisis de causa de dao de culata en Sep/13
45
29
Anlisis de causa de dao de culata en Oct/13
45
30
Anlisis de causa de dao de culata en Nov/13
46
31
Anlisis de causa de dao de culata en Dic/13
46
32
Resumen de causa de dao de la culata en 2013
47
33
Frecuencia de repuesto daados en las culatas ao 2013
48
34
Cuantificacin de vlvulas daadas ao 2013
56
35
Frecuencia acumulada de vlvulas daadas
57
36
Resultado de la inspeccin inicial 5S
59
37
Frecuencia acumulada de evaluacin 5S
60
38
Horas prdidas por culatas daadas en el ao 2013
66
39
Costo de mquinas herramientas
84
40
Costo de equipos de medicin
85
41
Costo de suministro de oficina
85
42
Costo de mano de obra
86
43
Inversin Fija
88
44
Costo Operacional
88
45
Tabla de amortizacin
90
46
Costo anual de interes del prestamo
90
xi
No.
Descripcin
Pg.
47
Flujo de caja para la implementacin de la propuesta
92
48
Interpolacin para la comprobacin del T.I.R.
94
49
Comprobacin del valor actual neto V.A.N.
95
50
Perodo de recuperacin de la inversin
96
xii
NDICE DE DIAGRAMAS
N
Descripcin
Pg.
Proceso productivo de la empresa
Funcionamiento del Motor Caterpillar 3616
Paso para el desarrollo de la Investigacin
29
Componente con mayor mantenimiento correctivo
Ene/13
31
Componente con mayor mantenimiento correctivo
Feb/13
32
Componente con mayor mantenimiento correctivo
Mar/13
32
Componente con mayor mantenimiento correctivo
Abri/13
33
Componente con mayor mantenimiento correctivo
May/13
33
Componente con mayor mantenimiento correctivo
Jun/13
34
10
Componente con mayor mantenimiento correctivo
Jul/13
34
11
Componente con mayor mantenimiento correctivo Agos/13
35
12
Componente con mayor mantenimiento correctivo
Sep/13
35
13
Componente con mayor mantenimiento correctivo
Oct/13
36
14
Componente con mayor mantenimiento correctivo
Nov/13
36
15
Componente con mayor mantenimiento correctivo
Dic/13
37
16
Tendencia de dao de componentes ao 2013
17
Causa del mantenimiento correctivo de culatas
Ene/2013
41
18
Causa del mantenimiento correctivo de culatas
Feb/2013
41
19
Causa del mantenimiento correctivo de culatas
Mar/2013
42
20
Causa del mantenimiento correctivo de culatas
Abr/2013
42
21
Causa del mantenimiento correctivo de culatas May/2013
43
38
xiii
Descripcin
Pg.
22
Causa del mantenimiento correctivo de culatas
Jun/2013
43
23
Causa del mantenimiento correctivo de culatas
Jul/2013
44
24
Causa del mantenimiento correctivo de culatas Agos/2013
44
25
Causa del mantenimiento correctivo de culatas Sep/2013
45
26
Causa del mantenimiento correctivo de culatas
Oct/2013
45
27
Causa del mantenimiento correctivo de culatas Nov/2013
46
28
Causa del mantenimiento correctivo de culatas
46
29
Tendencia de repuesto daados en las culatas ao 2013
47
30
Pareto de repuesto daados ao 2013
48
31
Pareto de causa de dao de vlvulas
57
32
Pareto de evaluacin de 5S
60
27
Diagrama de Ishikawa (Causa-Efecto)
63
Dic/2013
xiv
NDICE DE IMGENES
N
Descripcin
Pg.
Empresa Termoguayas Generation S.A.
Localizacin de la empresa Termoguayas Generation S.A.
Distribucin de planta
Distribucin de las barcazas
15
Repuesto de las culatas Caterpillar 3616
40
Grfico de Ishikawa
50
Etiqueta de expulsin
67
Tarjeta de control de componente
68
xv
NDICE DE ANEXOS
N
Descripcin
Pg.
Organigrama
106
Recurso humano
107
Generacin de energia electrica ao 2013
108
Solicitud de servicio de trabajo
109
Diagrama de flujo de proceso de orden de trabajo
110
Diagrama de proceso de operacin actual
111
Diagrama de proceso de operacin futuro
112
Costo del servicio de generacin electrica
113
Cotizacin de instrumento de medicin
114
10
Cotizacin de mquinas herramientas
115
11
Cotizacin de cursos de capacitacin
116
xvi
AUTOR
TEMA
: JOHNSON LOJA ANGEL CHARLES
: PROPUESTA DE MEJORAMIENTO DE LOS CONTROLES
DE CALIDAD EN LAS REPACIONES DE LAS CULATAS
CATERPILLAR 3616 DE LA EMPRESA TERMOGUAYAS
GENERATION S.A.
DIRECTOR: ING. BONILLA RIVADENEIRA MERCEDES ROSA, Msc.
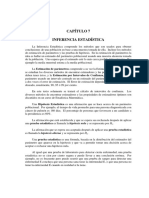
RESUMEN
El presente trabajo se elabor para dar la solucin los problemas que
existen dentro de las instalaciones del taller mecnico para as aportar
con el mejoramiento en las reparaciones de los componente de los
motores Caterpillar 3616 y poder formalizar cambios que se requieren ya
sea del tipo organizativo como productivo. Se utiliz la herramienta
estadsticas como Espina de pescado donde resaltaron tres problemas
con mayor grado de inconvenientes como son: falta de procedimiento,
prdida de tiempo por la baja calidad de las reparaciones de los
componentes, falta de sistema de seguridad en el contorno laboral del
taller. Cada uno de estos problemas se analiz a fondo mediante
auditorias de medio ambiente, diagramas de barras y diagrama de Pareto.
Mediante un cuadros estadsticos realizado al mantenimiento correctivo
de los motores Caterpillar, se pudo determinar el componente que ms
dao sufre son las culatas de los motor Caterpillar 3616 que son los que
ocasiona mayor tiempos de paro de motores. Se aplic las tcnicas de
las 5S que consiste en clasificar, ordenar, limpiar, estandarizar y
autodisciplina dentro del entorno laboral del taller mecnico se dan
soluciones como por ejemplo: la asignacin de zonas para la limpieza de
taller, se cotizaron tarjetas de control de componentes para poder tener
un seguimiento efectivo. El tiempo paro que ocasionan los componentes
que frecuentemente se daa en los motores, es un problema se pudo dar
solucin con el mejoramiento de los controles de calidad en la reparacin
en el rea de taller. Otro problema est la falta de procedimiento para la
reparacin de componentes, para esto se crea un procedimiento para el
alcance de controles de calidad en las actividades realizadas por el
personal de mantenimiento de taller mecnico.
PALABRAS CLAVES: Mejoramiento, Control de Calidad, Reparaciones,
Culatas, Pareto, Motores, Procedimiento, Productivo.
Johnson Loja Angel Charle
C.C. 0926321076
Ing. Bonilla Rivadeneira Rosa, Msc.
DIRECTORA DE TRABAJO
xvii
AUTHOR : JOHNSON LOJA ANGEL CHARLES
TOPIC
: PROPOSAL OF IMPROVEMENT OF THE CONTROLS OF
QUALITY IN THE REPAIRS OF THE BREECHES
CATERPILLAR 3616 OF THE COMPANY TERMOGUAYAS
GENERATION
DIRECTOR: ENG. BONILLA RIVADENEIRA MERCEDES ROSA, Msc.
ABSTRACT
The present work was elaborated to give the solution the problems that
exist inside the facilities of the mechanical shop it stops this way to
contribute with the improvement in the repairs of the component of the
motors Caterpillar 3616 and to be able to formalize changes that are either
required of the organizational type as productive. The tool statistics was
used as fish Thorn where they stood out three problems with more grade
of inconveniences as they are: procedure lack, loss of time for the drop
quality of the repairs of the components, lack of system of security in the
labor contour of the shop. Each one of these problems was thoroughly
analyzed by means of environment audits, diagrams of bars and diagram
of Pareto. By means of a statistical squares carried out to the maintenance
corrective of the motors Caterpillar, you could determine the component
that more damage suffers they are the breeches of the motor Caterpillar
3616 that are those that it causes bigger times of unemployment of
motors. It was applied the techniques of 5S o'clock that it consists on
classifying, to order, to clean, to standardize and self-discipline inside the
labor environment of the mechanical shop solutions are given like for
example: the assignment of areas for the shop cleaning, cards of control of
components were quoted to be able to have an effective pursuit. The time
unemployment that you/they cause the components that frequently is
damaged in the motors, it is a problem one could give solution with the
improvement of the controls of quality in the repair in the shop area.
Another problem is the procedure lack for the repair of components, for
this a procedure is believed for the reach of controls of quality in the
activities carried out by the personnel of maintenance of mechanical shop.
KEYWORDS: Improvement, Control of Quality, Repairs, Breeches,
Pareto, Motors, Procedure, Productive.
Johnson Loja Angel Charles
C.C. 0926321076
Eng. Bonilla Rivadeneira Rosa, Msc
DIRECTOR OF WORK
xviii
PRLOGO
En el captulo I se refiere anlisis de la situacin problema y su
Fundamentacin mediante la recoleccin de la informacin donde se
describe las generalidades de la empresa, localizacin, identificacin del
CIUU, Misin de la empresa, Visin de la empresa, Recurso humano,
Proceso productivo, Distribucin de Planta, Justificativo, Objetivo General,
Objetivo Especficos, Planteamiento del problema, Delimitacin del
problema, Marco Terico, Marco histrico, Marco referencial, Marco
conceptual.
En el captulo II se refiere al diagnstico de la situacin actual mediante
anlisis de los documentos donde se describe Seleccin de la informacin
recopilada, Anlisis minucioso de los datos recabados, Cuadros
estadstico de datos, Anlisis de causa de dao de vlvula, Diagrama de
Pareto de primer grado, Pareto de segundo grado, Impacto econmico del
problema, Diagnstico del entorno vigente.
En el captulo III se refiere planteamiento de alternativas de solucin y
evaluacin econmica de la implantacin donde se describe, Costo
estimado de la propuesta de solucin, Evaluacin y seleccin de la
alternativa
de
la
solucin,
Valoracin
financiera,
Coeficiente
costo/beneficio, Ecuaciones financieras, Planificacin y cronograma de
implantacin de la solucin, Diagrama de Gantt, Conclusiones y
recomendaciones.
CAPTULO I
INTRODUCCIN Y FUNDAMENTO DEL PROBLEMA
1.1
Antecedentes
Los motores de combustin interna han recibido un mantenimiento
irregular e inadecuado, provocando en la actualidad fallas peridicamente
y prdidas de velocidad en consecuencia existe baja disponibilidad de
energa elctrica, lo que representa menor rentabilidad y un mayor
descontento por parte del cliente.
El desarrollo de un sistema de control de calidad en el rea de taller es
esencial, debido al aumento del mantenimiento correctivo en los motores
de combustin interna,
para asegurar reparaciones de alta calidad,
estndares exactos, mxima disponibilidad, extensin del ciclo de vida del
equipo y tasas eficientes de produccin en los equipos.
En la barcaza 5 se encuentra el taller mecnico de reparacin de los
componentes de los motores de combustin interna marca Caterpillar
3616, los que estn compuestos por sus partes principales; Bloque,
Cigeal, Cilindros, Distribucin, Culatas, Pistones, Balancines, rbol de
leva y Bielas.
Se evidencia en el taller mecnico la falta en el control de calidad en
las reparaciones de los componentes, lo que ocasiona
econmicas por paradas unidades de generacin a
prdidas
la vez la expone
algn tipo de sancin por parte de los entes reguladores como son el
Centro Nacional de Control de Energa (CENACE) y Consejo Nacional de
Electricidad (CONELEC).
Introduccin y Fundamento del Problema
1.1.1 Descripcin general de la empresa
TERMOGUAYAS GENERATION S.A., es una empresa privada que
inicialmente era subsidiaria de Keppel Corporation Ltd., de Singapur. Esta
empresa generadora est constituida desde el ao 2004 y su actividad
principal es la de generar energa elctrica mediante la utilizacin de 5
barcazas con una capacidad instalada de 150 MW y una capacidad
efectiva 128 MW.
IMAGEN N 1
EMPRESA TERMOGUAYAS GENERATION S.A
Fuente: Industrial Risk, S.A. Inspectores de Riesgo., 2009
Elaborado por: Johnson Loja Angel Charles
El 1 de mayo de 2006 dio inicio la construccin del proyecto y montaje
de las unidades mediante la construccin de las instalaciones en tierra y
en costa.
Introduccin y Fundamento del Problema
En la actualidad Termoguayas Generation S.A., tiene como Gerente
General al Ing. Pablo Chiriboga Berdach, quien con un grupo de
inversionista compraron la empresa en septiembre del 2012 a Keppel
Corparation Ltd., de Singapur.
Este cuenta con 380 personas distribuidas en los departamentos de
gerencia,
administracin,
contabilidad,
operaciones,
mantenimiento,
seguridad industrial y medio ambiente.
1.1.2
Ubicacin de la empresa
Direccin:
Isla de la Hacienda La Josefina, entrada por el final de la avenida 53
Sur-Este (Clemente Huerta) pasando sobre el puente de las esclusas
sobre el Estero Cobina, Ciudad de Guayaquil, Provincia del Guayas,
Repblica del Ecuador.
CUADRO N 1
LOCALIZACIN GEOGRFICA DE TERMOGUAYAS GENERATION S.A.
Ingreso a predio
02 15 52.67 79 51 50.78
Cota
referencial
(+)
2
Subestacin
02 15 49.65 79 51 49.13
Almacenaje de combustible
02 15 51.75 79 51 46.22
Oficinas y comedor
Bodegas y taller de
mantenimiento
Ingreso muelle
02 15 4.93 79 51 45.00
02 1547.66 79 51 46.57
02 15 48.23 79 51 45.51
Anclaje de barcazas
02 1545.68 79 51 41.63
Muelle principal
02 15 44.79 79 5140.25
Instalacin
Latitud Sur
Fuente: Industrial Risk, S.A. Inspectores de Riesgo., 2009
Elaborado por: Johnson Loja Angel Charles
Longitud
Oeste
Introduccin y Fundamento del Problema
Localizacin:
Coordenadas: S2 15.802 W79 51.748, en Isla de la Hacienda La
Josefina, entrada por el final de la avenida 53 Sur-Este (Clemente Huerta)
pasando sobre el puente de las esclusas sobre el Estero Cobina, Ciudad
de Guayaquil, Provincia del Guayas, Repblica del Ecuador.
IMAGEN N 2
LOCALIZACIN DE EMPRESA TERMOGUAYAS GENERATION S.A.
Fuente: Industrial Risk, S.A. Inspectores de Riesgo., 2009
Elaborado por: Johnson Loja Angel Charles
1.1.3
Identificacin de la empresa Cdigo CIIU
La empresa segn la identificacin con el CIIU (Codificacin
Internacional Industrial Uniforme), se encuentra clasificada en el punto
D3510.01 que corresponde a Instalaciones de generacin de energa
elctrica, incluyendo cualquier tipo de generacin: trmica, nuclear,
hidroelctrica, solar, por turbina de gas o disel, mareal y de otro tipo.
Introduccin y Fundamento del Problema
1.1.4 Misin de la empresa
La misin de Termoguayas Generation S.A. es generar energa
termoelctrica en forma segura, confiable, a buen precio garantizando la
calidad y disponibilidad permanente del servicio para sus clientes,
minimizando el impacto ambiental con compromiso social, legal
desarrollando una gestin empresarial eficiente, brindando prosperidad a
nuestro colaboradores, sus familia con una adecuada rentabilidad a los
accionista
1.1.5
Visin de la empresa
Ser lder en la generacin termoelctrica, alineados a cubrir la
creciente demanda elctrica de nuestro pas y regin en potencial
desarrollo con eficiencia, tecnologa de punta asegurando los ms altos
estndares y normas de calidad internacional; comprometindonos al
crecimiento del talento humano, el cuidado del medio ambiente con un
alto sentido de responsabilidad social.
1.1.6
Organigrama
La estructura de Termoguayas Generation est dispuesta en forma
lineal o plana.
Para
su
mayor
comprensin
se
tomar
como
referencia
el
organigrama de la empresa, en el cual se observa como est distribuido
cada uno de los departamentos con los que cuenta Termoguayas
Generation S.A. (Ver anexo #1).
1.1.7
Recursos Humanos
En la actualidad Termoguayas cuenta aproximadamente con un
recurso humano de 380 personas, de las cuales 123 personas son del
Introduccin y Fundamento del Problema
rea de mantenimiento, 48 personas son del rea Administracin que
laboran un solo turno, 157 personas son del rea de Operaciones que
laboran en tres turnos de 8 horas y varios 52.
En el rea de mantenimiento, donde se va a realizar el presente
estudio actualmente laboran
123 persona., (Ver Anexo
# 2).
Se
observar la descripcin del cargo y la cantidad de empleados que
laboran por rea de trabajo.
1.1.8
Proceso de produccin
DIAGRAMA N 1
PROCESO PRODUCTIVO DE LA EMPRESA
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
El proceso inicia con el almacenamiento del combustible (Bunker) en la
costa cuya capacidad es de 2000000 galones, despus este combustible
Introduccin y Fundamento del Problema
mediante una bomba de transferencia pasa al tanque de almacenamiento
de la barcaza cuya capacidad es de 43.618 galones: (Ver Anexo # 3)
Este combustible es purificado mediante unas separadoras, es aqu
donde se separa la impureza del combustible (lodo) que es almacenado
en el tanque de lodo y el combustible libre de impureza es almacenado en
un tanque diario
dentro de la barcaza lista para ser utilizado por los
motores de combustin interna.
DIAGRAMA N 2
FUNCIONAMIENTO DEL MOTOR CATERPILLAR
Entrada de Combustible al motor
Filtros
Vokes
Valvula
De retorno
Salida
De
Desairador
Combustible
Bonbas de Circulacion
Bombas de Alimentacion
Calentador
Viscosimetro
Contadores
Valvula de 3 vias
Filtro
Manual
Filtros
Automaticos
Fuente: Dep. Sistema de la empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Los motores de combustin interna que mediante el proceso de la
combustin desarrollada en el cilindro, la energa qumica contenida en el
combustible es transformada primero en energa calrica, parte de la cual
se transforma en energa cintica (movimiento), la que a su vez hace
mover al cigeal y mediante un acople mecnico al rotor del generador,
hacindolo girar a igual velocidad.
Introduccin y Fundamento del Problema
El rotor est constituido por bobinas energizadas con corriente
continua que producen un campo magntico rotativo que induce
finalmente un voltaje en la parte esttica del generador, ste se conecta a
travs de un transformador de elevacin de voltaje a la subestacin
elctrica para transmitir la energa al Sistema Nacional Interconectado.
1.1.9
Distribucin de Planta
IMAGEN N 3
DISTRIBUCIN DE PLANTA
Fuente: Dep. Proyecto de la empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Terreno:
Es un terreno de forma rectangular con un rea interna de 10
hectreas, con una ocupacin general de un 50%. (Industrial Risk, 2010)
Introduccin y Fundamento del Problema
10
Proteccin perimetral exterior:
Compuesto en su permetro exterior por malla metlica reforzada con
columnas de metal y coronada con alambre de pas y electrificada.
Se dispone de una proteccin interior en el permetro norte con
plancha de concreto, soportada por columnas de hormign armado.
Calles interna:
Calles pavimentadas con concreto armado con bordes y drenajes
laterales. Calles laterales pavimentadas con adoquines de concreto
Diques de contencin:
Forma
trapezoidal
con
ncleo
de
tierra
compactada
con
recubrimiento exterior de concreto armado en la parte superior, e interior /
exterior del dique.
Tiene una capacidad de contencin del 110 % del total de almacenaje
mximo con 17,160 metros cbicos. El piso de interior del dique de
contencin es de concreto armado de alta resistencia.
Bases de los depsitos:
Est construida de hormign armado con forma circular para soportar
la base de los depsitos.
Depsitos para almacenaje de Fuel Oil No. 6:
Identificacin: Tanque 1 y Tanque 2.
Capacidad: 7,570 metros cbicos por cada depsito.
Introduccin y Fundamento del Problema
11
Dos depsitos de forma cilndrica vertical coronados con tapas de
forma cnica. Cuentan con estructuras internas compuestas de columnas
de soporte que forman la estructura de cada uno de los tanques.
En su parte exterior cuentan a las planchas curvas que componen el
cuerpo de cada uno de los tanques y de planchas en la parte superior
para formar el techo del tanque.
Cada una de las lminas est unida por medio de costuras de
soldadura de alta resistencia.
Cada uno de los depsitos se encuentra anclado a las bases de
hormign por medio de soportes interiores.
La tubera de alimentacin del combustible lleva el combustible desde
el exterior hasta la parte superior del depsito y la vierte en el interior
mediante una tubera de dosificacin controlada.
La tubera de descarga se localiza en la parte interior del depsito
contando con una vlvula de paso controlada desde el exterior.
Los depsitos cuentan con un sistema de calefaccin mediante un
serpentn interior colocado en la parte inferior, este se utiliza para calentar
el combustible y de esta forma reducir su viscosidad y poder ser
bombeado a los depsitos en las barcazas. (Industrial Risk, 2010)
En la parte superior los depsitos cuentan con agujeros circulares de
ingreso, chimeneas de venteo y control de nivel mecnico y electrnico
por medio de flotadores interiores. El acceso a esta rea es por medio de
escaleras metlicas con proteccin de barandas. (Industrial Risk, 2010)
Depsitos para almacenajes auxiliares:
Tanque 3 Aceite lubricante
Introduccin y Fundamento del Problema
12
Capacidad: 90 metros cbicos.
Tanque 4 Lodo.
Capacidad: 188 metros cbicos.
Estos depsitos se localizan dentro del dique de contencin de los
depsitos Tanque-1
y Tanque-2.
Tienen similares caractersticas
constructivas a los depsitos principales, no cuentan con sistema de
calefaccin. (Industrial Risk, 2010)
Tanque 5 Agua.
Capacidad: 560 metros cbicos.
Este depsito de se localiza en la parte exterior del dique de
contencin principal, colindando con la caseta de la bomba contra
incendios. (Industrial Risk, 2010)
Estacin de bombeo:
La construccin que resguarda los equipos de bombeo y control del
aceite, agua, diesel, Fuel Oil No. 6 y lodos, cuenta con piso de hormign
reforzado, estructura de columnas metlicas laterales y vigas en v
invertida que sostiene el techo compuesto de lminas de fibrocemento. No
se cuenta con paredes laterales para una mejor ventilacin de los
equipos. (Industrial Risk, 2010)
Sala de caldera:
La caldera y sus equipos auxiliares se encuentran dentro de una
construccin con piso de hormign reforzado, estructura de columnas
metlicas laterales y vigas en v invertida que sostiene el techo
compuesto de lminas de fibrocemento, las paredes laterales son de
Introduccin y Fundamento del Problema
13
bloque de cemento reforzadas con vigas de concreto armado hasta media
altura y el resto con malla metlica sostenida por columnas de metal tipo
tubular. (Industrial Risk, 2010)
Oficinas de operador de Vepamil:
Se ha acondicionado un contenedor de 20 pies de largo como oficina,
contando aislante trmico, paredes interiores de madera y en la entrada
principal cuenta con puertas y ventanales metlicos.
Es de uso temporal mientras de finalizan las oficinas.
Muelle Principal:
El muelle principal est compuesto de planchas de hormign armado
rectangulares que han sido asentadas sobre los pilotes del muelle. Los
pilotes son de hormign armado y han sido enterrados en el lecho del ro
a una profundidad entre 5 y 7 metros. El muelle cuenta con defensas
laterales, barandas de proteccin, postes para el iluminado.
En uno de sus lados se encuentran colocadas escuadras metlicas,
atornillada a la estructura principal, que sostienen a las tuberas de agua,
aceite, lodos, y combustibles.
Oficina de ingenieros y administracin:
Es una edificacin de dos niveles de tipo semi-superior, con
cimentacin de hormign, estructura principal de tipo metlico para las
columnas principales, auxiliares y la estructura de v invertida que sostiene
el techo. (Industrial Risk, 2010)
Las paredes son de bloque de concreto con recubrimiento de
mampostera y pintura.
Introduccin y Fundamento del Problema
14
Las divisiones interiores son de tabla yeso montada en estructuras de
metal, el piso de losa cermica, el entrepiso corresponde a una estructura
metlica que soporta una plancha de concreto vaciado sobre lmina
metlica. El techo es de lmina metlica atornillada a la estructura
principal.
Bodegas y antiguo taller:
Son dos edificaciones con un nivel principal, de tipo semi-superior con
cimentacin de hormign, estructura principal de tipo metlico para las
columnas principales, auxiliares y la estructura de v invertida que sostiene
el techo. (Industrial Risk, 2010)
Las paredes son de bloque de concreto con recubrimiento de
mampostera y pintura. (Industrial Risk, 2010)
Comedor y cambiadores de empleados:
Es una edificacin con un nivel principal, de tipo semi-superior con
cimentacin de hormign, estructura principal de tipo metlico para las
columnas principales, auxiliares y la estructura de v invertida que sostiene
el techo. (Industrial Risk, 2010)
Las paredes son de bloque de concreto con recubrimiento de
mampostera y pintura.
Almacenaje de residuos peligrosos y desechos:
Es una edificacin de un nivel, compuesto por una estructura metlica
anclada a bases de hormign armado y cobertura de lmina metlica.
Las paredes son de bloque de concreto con recubrimiento de
mampostera y pintura.
Introduccin y Fundamento del Problema
15
1.1.10 Generacin de energa elctrica en barcazas
IMAGEN N 4
DISTRIBUCIN DE LAS BARCAZAS
Fuente: Dep. de Proyecto empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
La
Central
de
Generacin
Termoelctrica
TERMOGUAYAS
GENERATION S.A., est compuesta por 5 barcazas, dentro de la barcaza
I est conformada por ocho unidades generadoras marca Wartsila modelo
Vasa, con una capacidad instalada de 30.40 Mw. Las barcaza II est
conformada por nueve unidades generadoras marca Wartsila modelo
Stork, con una capacidad instalada de 29 Mw. Las barcaza III est
conformada por ocho unidades generadoras marca Wartsila modelo Vasa,
con una capacidad instalada de 30.40 Mw. Las barcaza IV est
conformada por trece unidades generadoras marca Caterpillar modelo
Introduccin y Fundamento del Problema
16
3616, con una capacidad instalada de 45.6 Mw. Las barcaza V est
conformada por trece unidades generadoras marca Caterpillar modelo
3616, con una capacidad instalada de 45.6 Mw.
CUADRO N 2
DATOS TCNICOS DE LAS BARCAZAS
Unidad
FELS - 15
MTPL 128
FELS 14
FELS 16
FELS 17
Identificacin
Ao de armado
y montaje
Ao de inicio de
operaciones
Barcaza I
Barcaza II
Barcaza III
Barcaza IV
Barcaza V
1993
1993
1993
1994
1994
Dimensiones
Largo (O.A) (m)
Ancho (LMD)
(m)
Profundidad (m)
Calado
Noviembre Noviembre Noviembre Noviembre Noviembre
2006
2006
2006
2006
2006
67.07
18.29
82.29
21.33
77.72
24.38
81.60
22.66
81.60
22.66
4.27
3.30
4.87
2.80
4.87
2.80
4.88
2.80
4.88
2.80
Lminas
de hierro
Armazn
metlica
Planchas
metlicas
Planchas
metlicas
Lminas
de hierro
Armazn
metlica
Planchas
metlicas
Planchas
metlicas
Lminas
de hierro
Armazn
metlica
Planchas
metlicas
Planchas
metlicas
Lminas
de hierro
Armazn
metlica
Planchas
metlicas
Planchas
metlicas
Lminas
de hierro
Armazn
metlica
Planchas
metlicas
Planchas
metlicas
Niveles
Unidades de
generacin
Marca
13
13
Vasa
Wrtsil
Stork
Wrtsil
Vasa
Wrtsil
Caterpillar
Caterpillar
30.40
29.00
30.40
45.60 MW
45.60 MW
Material del
casco
Estructura
interna del casco
Piso y cubiertas
internas
Recubrimiento
externo
Potencia (MW)
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Las barcas cuentan con estructuras de sujecin colocadas a los lados
de las unidades, estn compuestas por pilotes metlicos circulares
anclados al lecho del ro y de zapatas metlicas con soportes de caucho.
A continuacin en el Cuadro N 3, se detalla las caractersticas tcnicas
de las unidades de generacin de las barcazas IV y V, las cuales estn
Introduccin y Fundamento del Problema
conformadas por veinte y tres
17
motores de combustin interna marca
Caterpillar modelos 3616, donde se indica la potencia, cilindraje, tipo de
arranque, etc.,
CUADRO N 3
DATOS TCNICOS DE LAS BARCAZAS IV Y V
Equipo
Marca
Caterpillar
Modelo
36 16
Modo de operacin
Continua
Cilindros / posicin / tiempos
/Desplazamiento
16 / V (50 ) / 4 / 296 L
Cilindro: Bore / Stroke
280 mm X 300 mm
Inyeccin de combustible
Inyectores en unidad
Radio de compresin / Volumen / presin
max.
Inyeccin de aire
13:1 / 1.57 L /162.0 Bar
Turbo cargador
Enfriamiento de aire
Intercambiador de calor por agua
Potencia nominal
4000 KW (e)
Velocidad de rotacin
900 rpm
Arranque
Combustible
Motor de Combustin Interna
Aire comprimido ( 40 bar)
Fuel Oil No. 6 (fluidizado a 60 C por vapor)
Fuente: Empresa TERMOGUAYAS GENERATION S.A.,
Elaborado por: Johnson Loja Angel Charles
Las unidades CAT 3616 estn provistas de 16 cilindros, con sistema
multivlvulas, es decir, poseen en cada culata 2 vlvulas de escape, 2
vlvulas de admisin, adems estn equipadas (cada culata) con un
inyector y grupo de 3 balancines. A continuacin en el Cuadro N 4, se
detalla las caractersticas tcnicas de las unidades de generacin de las
barcazas I y III, las cuales esta conformadas por diecisis motores de
Introduccin y Fundamento del Problema
18
combustin interna marca Wartsila modelos Vasa, donde se indica la
potencia, cilindraje, tipo de arranque etc.
CUADRO N 4
DATOS TCNICOS DE LAS BARCAZAS I Y III
Equipo
Motor de Combustin Interna
Marca
Wartsila
Modelo
Vasa
Modo de operacin
Cilindros / posicin / tiempos
/Desplazamiento
Continua
7 unidades: 12V32 V 4 - 28.15 m3
1 unidad: 18V32 V 4 - 28.15 m3
Cilindro: Bore / Stroke
320mm X 350 mm
Inyeccin de combustible
Inyeccin directa
Radio de compresin / Volumen /
presin
12:1 / 28.15 m3 / 21.9 bar
Inyeccin de aire
Turbo cargador
Enfriamiento de aire
Intercambiador de calor por agua
Potencia nominal
4.145KW (7 unidades)
6,170 KW (1 unidad)
Velocidad de rotacin
720 rpm
Arranque
Combustible
Enfriamiento Circulacin interna
de agua a temperatura 30 C de
ingreso.
Aire comprimido ( 40 bar)
Fuel Oil No. 6 (fluidizado a 60 C por
vapor)
Fuente: Empresa TERMOGUAYAS GENERATION S.A.,
Elaborado por: Johnson Loja Angel Charles
A continuacin en el Cuadro N 5, se detalla las caractersticas
tcnicas de las unidades de generacin de las barcazas II, las cuales
Introduccin y Fundamento del Problema
19
esta conformadas por ocho motores de combustin interna marca Wartsila
modelos Stork 32, donde se indica la potencia, cilindraje, tipo de arranque
etc.
CUADRO N 5
DATOS TCNICOS DE LA BARCAZA II
Equipo
Motor de Combustin Interna
Marca
Wartsila
Modelo
Stork
Modo de operacin
Cilindros / posicin / tiempos
/Desplazamiento
Cilindro: Bore / Stroke
Inyeccin de combustible
Radio de compresin / Volumen /
presin max.
Continua
8 unidades: 16V280 V 4 - 29.55
m3 1 unidad: 12V280 V 4 29.55
m3
280mm X 300 mm
Inyeccin directa
13:1 / 28.15 m3 / 21.9 bar
Enfriamiento de aire
Turbo cargador
Enfriamiento de aire
Intercambiador de calor por agua
Potencia nominal
4.170 KW (7 unidades)
3,125 KW (1 unidad)
Velocidad de rotacin / direccin de
rotacin
Combustible
Enfriamiento Circulacin interna de
agua a temperatura 30 C de ingreso.
720 rpm
Fuel Oil No. 6 (fluidizado a 60 C por
vapor)
Fuente: Empresa TERMOGUAYAS GENERATION S.A.,
Elaborado por: Johnson Loja Angel Charles
Antes de realizar una actividad de mantenimiento se debe reduce la
carga del motor de forma gradual hasta 0.2 Mw, momento en el cual se
pone fuera del Sistema de Interconectado Nacional a la unidad.
Introduccin y Fundamento del Problema
1.2
20
Justificativo
El motivo de este trabajo de Investigacin, es para dar soluciones
eficaces a los problemas que existe, dentro de las instalaciones del
taller mecnico, para as aportar con el mejoramiento en las reparaciones
de los componente de los motores de combustin interna marca
Caterpillar
modelo 3616 y poder formalizar cambio ya sea de tipo
organizativo y productivo.
El desarrollo de un sistema de control de calidad en el rea de taller
mecnico, es esencial para asegurar reparaciones de alta calidad,
estndares exactos, mxima disponibilidad, extensin del ciclo de vida del
equipo y tasas eficientes de generacin de energa termoelctrica de los
equipo.
El control de calidad como un sistema integrado se ha practicado con
mayor intensidad en las operaciones de produccin y manufactura que en
el mantenimiento. Aunque se ha comprendido el papel del mantenimiento
en la rentabilidad a largo plazo de una organizacin, los aspectos
relacionados con la calidad de los productos del mantenimiento, no han
sido adecuadamente formulados. (Adam, 2012)
Desarrollo de planes de trabajo y procedimientos aplicados en el rea
de taller mecnico para el alcance de controles de calidad en las
actividades realizadas por el personal de mantenimiento es importante
para mantener la disponibilidad de cada una de las mquinas y cumplir
con los programas de entrega
En general los motores de combustin interna que no ha recibido un
mantenimiento regular, o cuyo mantenimiento ha sido inadecuado fallara
peridicamente o experimentar prdidas de velocidad, o una menor
precisin, y en consecuencia, tender a generar baja disponibilidad de
energa elctrica, lo que representa menor rentabilidad.
Introduccin y Fundamento del Problema
1.3
21
Objetivo
1.3.1 Objetivo General
Alcanzar un mayor control de calidad en las reparaciones de las
culatas de los motores Caterpillar, realizadas por el personal del rea de
taller mecnico mediante la correcta aplicacin de los procedimientos y
controles estadstico de calidad.
1.3.2 Objetivo Especfico
1. Elaborar cuadros estadsticos de componentes a los que sea
realizado un mantenimiento correctivo con mayor frecuencia.
2. Determinar mediante diagramas de Pareto los defectos de daos del
componente que mayor mantenimiento correctivo se realiza.
3. Establecer mediante un diagrama de pescado las causas principales
de daos del componente con mayor mantenimiento correctivo.
4. Establecer una propuesta de mejora para las reparaciones del
componente con mayor mantenimiento correctivo.
1.4
Planteamiento del Problema
Cmo incide los Controles de Calidad en la reparacin de las culatas
Caterpillar 3616 sobre la produccin o generacin elctrica?
Para la formulacin del problema se ha elaborado una funcin de
variable, de la siguiente manera:
Y = F(x)
Introduccin y Fundamento del Problema
22
En la que:
X = Control en la reparacin de la culatas (Variable Independiente)
Y = Produccin o Generacin (Variable Dependiente)
Hiptesis
Hiptesis
es
una
proposicin
enunciada
para
responder
tentativamente a un problema (Pardinas, 1991, p.151).
H: A mejor control, se mejora la generacin elctrica
1.5
Delimitacin del problema
El presente estudio se limita al rea del taller mecnico que se
encuentra ubicado en la barcaza 5, donde se realiza la reparacin de los
componentes de los motores de combustin interna, marca Caterpillar
3616.
1.6
Marco terico
1.6.1 Marco Conceptual:
Control de Calidad.- Son las tcnicas y actividades de carcter
operacional utilizadas para satisfacer los requisitos relativos a la calidad.
Se orienta a mantener bajo control los procesos y eliminar las causas que
generan comportamientos insatisfactorios en etapas importantes del ciclo
de calidad para conseguir mejores resultados econmicos.
Control estadstico de procesos en el mantenimiento.- El control
estadstico de procesos consiste en el empleo de tcnicas con base
estadstica para evaluar un proceso o sus productos, para alcanzar o
mantener un estado de control.
Introduccin y Fundamento del Problema
23
Control de calidad de los trabajos de mantenimiento.- El trabajo de
mantenimiento difiere del trabajo de produccin ya que en su mayor parte
es un trabajo no repetitivo y tiene mayor variabilidad.
Culatas.- Es la pieza que sirve, entre otras cosas, de cierre a los
cilindros por su parte superior. En el van alojadas, en la mayora de los
casos, las vlvulas de admisin y escape. Por lo regular es fabricado en
fundicin o de aleacin ligera.
Metrologa Industrial.- Es la calibracin, control y mantenimiento
adecuado de todos los equipos de medicin, sean stos de produccin,
de inspeccin o de ensayo. Esto permite una congruencia para demostrar
la conformidad de los productos con las especificaciones.
1.6.2 Marco Histrico
Historia del Control de Calidad
Antes de 1900, los operadores hacan todo el trabajo de fabricacin de
un producto y se hacan responsables de la calidad del trabajo, y por lo
tanto, del producto.
Despus surgi la divisin del trabajo y las fbricas modernas, en las
que muchos operarios hacen un mismo tipo de trabajo, una parte pero no
el producto completo. Surge el capataz, quien se responsabiliza de la
calidad del trabajo del grupo de personas que supervisa (1900-1918).
Durante la Primera Guerra Mundial, surge la necesidad de hacer ms
complejo el sistema de produccin. Cada capataz vigila ahora a muchos
operarios, por lo que surge la necesidad de tener un inspector de tiempo
completo y superintendentes.
Introduccin y Fundamento del Problema
24
En la dcada de los 20s se desarrollaron los primeros mtodos
estadsticos para el control de calidad, como sustituto de la inspeccin al
100%. El control de calidad an se encuentra restringido a las reas de
produccin.
Durante la segunda guerra mundial, el gobierno de EUA promovi el
control estadstico en la industria de armamentos, ante el crecimiento de
la produccin en masa. Tambin promovi un amplio programa educativo
para el personal de la industria y de las universidades. Este programa fue
impartido, entre otros, por el Dr. W. Edwards Deming.
En 1950, Deming imparti cursos a varios ejecutivos de empresas
japonesas, y los convenci de las ventajas del control estadstico de la
calidad. Al seguir las recomendaciones de Deming, los japoneses lograron
incrementos en la productividad y eficiencia sin tener que invertir en
equipos.
Estos cursos desembocaron en actividades en pro de la calidad por
parte de los japoneses hasta convertirse en un movimiento de vanguardia
a nivel mundial.
En 1951, los japoneses (Unin de Cientficos e Ingenieros Japoneses,
JUSE), instauraron los Premios a la Calidad Deming, lo cual se convirti
en un estmulo econmico para la mejora.
En 1954, el Dr. Joseph Juran visit Japn con nuevas enseanzas que
mejoraron la visin de los directivos japoneses en cuanto a su
responsabilidad en la calidad.
En 1962, el Dr. Kaoru Ishikawa establece los crculos de la calidad, los
cuales consisten en capacitacin en control de calidad a obreros y
supervisores. En 1965 -1969, surge en Japn el control de calidad de
toda la empresa.
Introduccin y Fundamento del Problema
25
La continuacin de las actividades anteriores en Japn dan como
resultado un incremento significativo en la calidad de los productos
japoneses, hasta que se convirtieron en lderes en: industria pesada,
textil, aparatos electrodomsticos.
Los pases que perdieron mercado le echaron la culpa de esto a la
mano de obra barata japonesa y al plagio de procedimientos y filosofas
de calidad.
En la dcada de los 70s el control de calidad en toda la empresa ya se
haba extendido a industrias de servicios y se busc por primera vez el
satisfacer los requisitos latentes de los clientes.
A finales de los aos 70s que los EUA se alarman verdaderamente, ya
que la competencia japonesa empez a afectar a su mayor orgullo: la
industria automotriz. De esta manera, en 1980, EUA
Empieza una investigacin a fondo para entender por qu los
productos japoneses competan tan bien. El resultado fue: mejor calidad y
menor precio.
En la dcada de los 80s, surge en Japn el control de calidad en toda
la empresa para personal administrativo y de oficina.
A mediados de los 80s Japn se hace lder en electrnica y
microchips.
El mundo comprendi que esto no se deba a la mano de obra barata,
ya que para entonces los salarios en Japn y EUA eran iguales. Entonces
el mundo mira hacia atrs y descubre que Japn lleva 30 aos haciendo
un proceso de mejora continua de la calidad. Con esto, se completa la
evolucin del control de calidad en toda la empresa hacia el concepto de
calidad total (TQM), el cual se internacionaliza.
Introduccin y Fundamento del Problema
26
En la dcada de los 90s, el TQM se utiliza como una herramienta de
administracin estratgica, y se comienza a aplicar en las innovaciones y
en la investigacin. Emerge el control de calidad unificado.
1.6.3 Marco Ambiental
Con la finalidad de preservar el medioambiente para nuestro estudio
Termoguayas
Generation
ejecuta
permanentemente
medidas
de
prevencin ambiental para prevenir los posibles impactos generados
durante las actividades de generacin termoelctrica.
La planta termoelctrica cuenta con un plan de manejo ambientas
aprobado por la direccin de Medio Ambiente de la M.I. Municipalidad de
Guayaquil que le otorg la respectiva licencia ambiental en agosto del
2006. Desde ese momento se est ejecutando el plan de Manejo
Ambiental por la consultora ambiental Ecosambito.
Como parte del manejo ambiental de este proyecto se ejecutan
monitoreo de emisiones en chimenea, monitoreo de calidad de aire y ruido
ambiente, monitoreo de agua del Ro Guayas.
1.6.4 Marco Legal
En la regulacin del concejo Nacional de Electricidad CONELEC N
003 / 08 de 28 de febrero del 2008, referente a la
TRANSPORTE
DE
TRANSMISIN
ELECTRICIDAD
CONEXIN
EN
CALIDAD DEL
DEL
SERVICIO
EL
SISTEMA
DE
NACIONAL
INTERCONECTADO, establece:
Que, el artculo 5 de la Ley de Rgimen del Sector Elctrico establece
como uno de los objetivos fundamentales de la poltica nacional en
materia de electricidad, el proporcionar un servicio de alta calidad y
confiabilidad que garantice su desarrollo econmico y social, y el de
Introduccin y Fundamento del Problema
27
asegurar la confiabilidad, igualdad y uso generalizado de los servicios e
instalaciones de transmisin y distribucin de electricidad.
Que, el artculo 65 del Reglamento General de la Ley de Rgimen del
Sector Elctrico determina que, la compaa nica de transmisin ser
responsable por la operacin del Sistema Nacional de Transmisin en
coordinacin con el CENACE, as como tambin del mantenimiento
programado y correctivo de sus instalaciones, para lo cual se sujetar a lo
dispuesto en las normas pertinentes.
Que, el artculo 15 del Reglamento de Despacho y Operacin
establece la obligacin del Transmisor de operar sus instalaciones en
coordinacin con el CENACE acatando las disposiciones que ste
imparta. Adicionalmente, la referida norma, responsabiliza al Transmisor
del cumplimiento de los criterios de calidad, seguridad y confiabilidad, as
como lo establecido en los Procedimientos de Despacho y Operacin,
preservando la integridad de las personas y de las instalaciones del
estado.
Ley del Sistema Ecuatoriano de la Calidad
Art. 1.- Esta Ley tiene como objetivo establecer el marco jurdico del
sistema ecuatoriano de la calidad, destinado a: i) regular los principios,
polticas y entidades relacionados con las actividades vinculadas con la
evaluacin de la conformidad, que facilite el cumplimiento de los
compromisos
internacionales
en
sta
materia;
ii)
garantizar
el
cumplimiento de los derechos ciudadanos relacionados con la seguridad,
la proteccin de la vida y la salud humana, animal y vegetal, la
preservacin del medio ambiente, la proteccin del consumidor contra
prcticas engaosas y la correccin y sancin de estas prcticas; y, iii)
Promover e incentivar la cultura de la calidad y el mejoramiento de la
competitividad en la sociedad ecuatoriana para un desarrollo sostenible
del pas.
Introduccin y Fundamento del Problema
28
Instituto Ecuatoriano de Normalizacin INEN
Art. 14.- Constituyese al Instituto Ecuatoriano de Normalizacin -INEN,
como una entidad tcnica de Derecho Pblico, adscrita al Ministerio de
Industrias y Productividad, con personera jurdica, patrimonio y fondos
propios, con autonoma administrativa, econmica, financiera y operativa;
con sede en Quito y competencia a nivel nacional, descentralizada y
desconcentrada, por lo que deber establecer dependencias dentro del
territorio nacional y, se regir conforme a los lineamientos y prcticas
internacionales reconocidas y por lo dispuesto en la presente Ley y su
reglamento.
1.6.5 Marco Referencial
Realizando las respectivas investigaciones, para determinar las
referencias que puedan servir de pauta para el ptimo desarrollo de este
trabajo acadmico, se tomaron los siguientes temas de estudios
relacionado con la investigacin de tesis de grado.
Tema: Desarrollo de planes de trabajo y procedimientos aplicados en
el rea de mquinas para el alcance de controles de calidad en las
actividades realizadas por el personal de mantenimiento.
Autora:
Jennifer Regina Saravia Montoya.
Tema: Despacho econmico de las unidades Wartsila y Caterpillar de
la central Termoelctrica Termoguayas Generation S.A.
Autor: Julio
Javier Gavilnez Pazmio y Edgar Guillermo Gavilnez Pazmio.
Tema: Diseo y elaboracin de un software que permita determinar la
vida econmica y til de los motores de combustin interna a diesel y a
gas utilizados en PETROPRODUCCIN en el distrito.
Alejandro Arroyo Morocho y Pal Francisco Daz Meza.
Autor: Daniel
Introduccin y Fundamento del Problema
29
Tema: Sistema de Gestin de Calidad aplicando las normas ISO 90002000 en los talleres de la matricera de Mabe Ecuador Autor: Anchundia
Lpez Jessenia Monserrate.
1.7
Metodologa
Investigacin Explicativa.- Se encarga de buscar el porqu de los
hechos mediante el establecimiento de relaciones causa-efecto. (Arias
Odon, 1999).
Para el presente trabajo de investigacin se ha realizado un cuadro
estadsticas de los daos de componentes, basado en los registros de las
actividades diarias del mantenimiento correctivo de los motores de
combustin interna, para establecer las posibles causas de los daos
generados en las culatas Caterpillar 3616.
DIAGRAMA N 3
PASO PARA EL DESARROLLO DE LA INVESTIGACIN
el
a
r
a
sp
Paso
e la
d
r
a
l
ol
ed sarr
cin
a
g
i
t
inves
Propuesta de Solucin
Identificacin Seleccin de datos
del problema
Validacin de las Proponer Alternativas
causas
Descubrir la causa
Fuente: Johnson Loja Angel Charles
Elaborado por: Johnson Loja Angel Charles
Aplicacin de la
Propuesta y
Estandarizacin
Introduccin y Fundamento del Problema
1.8
30
Registro de los Problemas
1.8.1
Anlisis de Problema de dao frecuente de componentes
Caterpillar
Las unidades CAT 3616 son motores disel de combustin interna de
cuatro tiempos provistos de 16 cilindros multivlvulas, sistema de
arranque
neumtico,
post-enfriadores,
turbo cargador
y sistemas
(combustible, aceite, aire, agua de enfriamiento) que alimentan a cada
unidad para que estas operen con eficiencia. (Montoya, 2007)
Mantener la disponibilidad de cada una de estas mquinas es
responsabilidad del departamento de mantenimiento, constituido por un
jefe de mantenimiento, cuatro jefes de rea (mquina, elctrica, taller y
equipos auxiliares), un jefe de control de calidad, responsable de
garantizar un mantenimiento de alta calidad y una confiabilidad en el
equipo. (Montoya, 2007)
El personal del rea de mquinas (mecnicos) es el encargado de
realizar las actividades de mantenimiento en cada una de las unidades
generadoras de energa elctrica y equipos auxiliares de las mismas, su
disposicin y clasificacin en estas reas se debe a sus capacidades y
experiencia laboral. (Montoya, 2007)
Para realizar la planificacin de las actividades de mantenimiento que
sern ejecutadas en las unidades se toman en cuenta el comportamiento
de los parmetros de funcionamiento y las recomendaciones del
fabricante, una vez que las actividades de mantenimiento se han
cumplido, la informacin contenida en las ordenes de trabajo, junto a las
observaciones del personal que las realiza, pasan a formar parte del
expediente de la unidad, los mantenimientos preventivos se establecen en
primera instancia de acuerdo a las horas de trabajo que lleva la mquina y
el manual (recomendaciones del fabricante), las actividades tanto
Introduccin y Fundamento del Problema
31
preventivas como correctivas pasan a formar parte del plan general de
mantenimiento y
se atienden en orden de prioridad, tratando de no
afectar la disponibilidad de planta : (Ver anexo #4)
Para el desarrollo de los cuadros estadsticos se tom la informacin
de las actividades diarias desarrollada por el departamento de motores en
cargado del mantenimiento correctivo y preventivo de los motores
Caterpillar 3616. En el anexo 4 se puede observar un ejemplo del registro
de la actividad diaria desarrollada por los mecnicos de motores donde
obtenemos los datos como cantidad de componente daado, tiempo de
paro del motor: (ver Anexo # 5)
1.8.1.1 Anlisis por mes de los problemas
Enero del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 46 culatas en el mes de enero provocando un
tiempo de paro de 63 horas afectando la disponibilidad de generacin de
energa elctrica.
CUADRO N 6
MANTENIMIENTO CORRECTIVO DE COMPONENTES
ENE/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
46
63
2
Inyectores
6
10
3
Enfriador
4
12
4
Arrancador
1
1
5
Bomba de Agua
0
0
TOTAL
57
86
DIAGRAMA N4
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
ENE/01/2013
46
Culatas
Inyectores
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Febrero del 2013:Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 20 culatas en el mes de febrero provocando un
Introduccin y Fundamento del Problema
32
tiempo de paro de 28 horas afectando la disponibilidad de generacin de
energa elctrica.
CUADRO N 7
MANTENIMIENTO CORRECTIVO DE COMPONENTES
FEB/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
20
28
2
Inyectores
5
9
3
Arrancador
4
8
4
Enfriador
0
0
5
Bomba de Agua
0
0
TOTAL
29
45
DIAGRAMA N 5
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
FEB/01/2013
20
Culatas
Inyectores
Arrancador
Enfriador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Marzo del 2013:Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 23 culatas en el mes de febrero provocando un
tiempo de paro de 28 horas afectando la disponibilidad de generacin de
energa elctrica.
CUADRO N 8
MANTENIMIENTO CORRECTIVO DE COMPONENTES
MAR/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
23
28
2
Inyectores
15
18
3
Arrancador
4
8
4
Enfriador
1
1
5
Bomba de Agua
0
0
TOTAL
43
55
DIAGRAMA N 6
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
MAR/01/2013
23
15
Culatas
Inyectores
Arrancador
Enfriador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Abril de 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 48 culatas en el mes de abril provocando un
tiempo de paro de 60 horas afectando la disponibilidad de generacin de
energa elctrica.
Introduccin y Fundamento del Problema
CUADRO N 9
MANTENIMIENTO CORRECTIVO DE COMPONENTES
ABR/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
58
60
2
Inyectores
14
23
3
Enfriador
9
2
4
Arrancador
4
2
5
Bomba de Agua
0
1
TOTAL
85
88
33
DIAGRAMA N 7
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
ABR/01/2013
58
14
Culatas
Inyectores
9
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Mayo del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 29 culatas en el mes de Mayo provocando un
tiempo de paro de 40 horas afectando la disponibilidad de generacin de
energa elctrica.
CUADRO N 10
MANTENIMIENTO CORRECTIVO DE COMPONENTES
MAY/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
29
40
2
Enfriador
13
21
3
Inyector
13
16
4
Arrancador
11
10
5
Bomba de Agua
0
0
TOTAL
66
87
DIAGRAMA N 8
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
MAY/01/2013
29
13
13
11
0
Culatas
Enfriador
Inyector
Arrancador Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Junio del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 21 culatas en el mes de Junio provocando un
tiempo de paro de 37 horas afectando la disponibilidad de generacin de
energa elctrica.
Introduccin y Fundamento del Problema
CUADRO N 11
MANTENIMIENTO CORRECTIVO DE COMPONENTES
JUN/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
21
37
2
Enfriador
14
19
3
Arrancador
6
9
4
Inyector
3
1
5
Bomba de Agua
0
0
TOTAL
44
66
34
DIAGRAMA N 9
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
JUN/01/2013
21
14
6
Culatas
Enfriador
Arrancador
3
Inyector
0
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Julio del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 34 culatas en el mes de julio provocando un
tiempo de paro de 60 horas afectando la disponibilidad de generacin de
energa elctrica.
CUADRO N 12
MANTENIMIENTO CORRECTIVO DE COMPONENTES
JUL/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
34
60
2
Inyectores
13
10
3
Enfriador
10
15
4
Arrancador
2
2
5
Bomba de Agua
1
0
TOTAL
60
87
DIAGRAMA N 10
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
JUL/01/2013
34
13
Culatas
Inyectores
10
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Agosto del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 20 culatas en el mes de agosto provocando un
tiempo de paro de 35 horas afectando la disponibilidad de generacin de
energa elctrica.
Introduccin y Fundamento del Problema
CUADRO N 13
MANTENIMIENTO CORRECTIVO DE COMPONENTES
AGOS/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
20
35
2
Inyectores
5
8
3
Enfriador
4
6
4
Arrancador
1
2
5
Bomba de Agua
0
0
TOTAL
30
51
35
DIAGRAMA N 11
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
AGOS/01/2013
20
Culatas
Inyectores
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Septiembre del 2013: Se obtuvo como resultado que el componente
que mayor mantenimiento correctivo recibe son las cabezas de los
cilindros o culatas el cual se cambi 23 culatas en el mes de septiembre
provocando un tiempo de paro de 41 horas afectando la disponibilidad de
generacin de energa elctrica.
CUADRO N 14
MANTENIMIENTO CORRECTIVO DE COMPONENTES
SEP/01/2013
Componente
Tiempo
Problema
Cantidad
Daado
de Paro
1
Culatas
23
41
2
Inyectores
15
23
3
Enfriador
4
9
4
Arrancador
1
2
5
Bomba de Agua
0
0
TOTAL
43
75
DIAGRAMA N 12
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
SEP/01/2013
23
15
Culatas
Inyectores
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Octubre del 2013: Se obtuvo como resultado que el componente que
mayor mantenimiento correctivo recibe son las cabezas de los cilindros o
culatas el cual se cambi 58 culatas en el mes de octubre provocando un
tiempo de paro de 67 horas afectando la disponibilidad de generacin de
energa elctrica.
Introduccin y Fundamento del Problema
CUADRO N 15
MANTENIMIENTO CORRECTIVO DE COMPONENTES
OCT/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
27
67
2
Inyectores
5
27
3
Enfriador
4
17
4
Arrancador
4
12
5
Bomba de Agua
2
0
TOTAL
42
123
36
DIAGRAMA N 13
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
OCT/01/2013
27
Culatas
Inyectores
Enfriador
Arrancador
2
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Noviembre del 2013: Se obtuvo como resultado que el componente
que mayor mantenimiento correctivo recibe son las cabezas de los
cilindros o culatas el cual se cambi 64 culatas en el mes de noviembre
provocando un tiempo de paro de 40 horas afectando la disponibilidad de
generacin de energa elctrica.
CUADRO N 16
MANTENIMIENTO CORRECTIVO DE COMPONENTES
NOV/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
64
40
2
Enfriador
11
28
3
Inyector
4
20
4
Arrancador
3
15
5
Bomba de Agua
0
0
TOTAL
82
103
DIAGRAMA N 14
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
NOV/01/2013
64
11
Culatas
Enfriador
Inyector
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Diciembre del 2013: Se obtuvo como resultado que el componente
que mayor mantenimiento correctivo recibe son las cabezas de los
cilindros o culatas el cual se cambi 65 culatas en el mes de diciembre
provocando un tiempo de paro de 35 horas afectando la disponibilidad de
generacin de energa elctrica.
Introduccin y Fundamento del Problema
CUADRO N 17
MANTENIMIENTO CORRECTIVO DE COMPONENTES
DIC/01/2013
Componente
Tiempo
Problemas
Cantidad
Daado
de Paro
1
Culatas
65
35
2
Inyectores
44
23
3
Enfriador
44
15
4
Arrancador
0
9
5
Bomba de Agua
0
0
TOTAL
153
82
37
DIAGRAMA N 15
COMPONENTE CON MAYOR MANTENIMIENTO CORRECTIVO
DIC/01/2013
65
44
Culatas
Inyectores
44
Enfriador
Arrancador
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Resumen del problema de dao frecuente de componentes
Para la identificacin de los problemas que presenta los motores
Caterpillar modelo 3616 por dao de componentes, se realiza como base
los siguientes cuadros estadsticos mensuales
obtenidos de las
actividades diarias del personal de mantenimiento de motores, desde el
mes de enero hasta diciembre del 2013, donde se demuestra el paro de
los motores debido a dao de unos de sus componentes, los mismo que
se pueden evaluar y definir el componente que mayor problema presenta
en el ao 2013.
Mediante grficas de lneas se podr observar la tendencia de dao
frecuente de cada componente que conforma los motores de combustin
interna.
A continuacin en el Cuadro N 18, se observa la frecuencia de dao
de los componentes que tiene mantenimiento correctivo durante el ao
2013, notamos que el componentes que mayor problema presenta son las
cultas Caterpillar modelo 3616 seguido de los inyectores, enfriadores,
arrancadores y bombas de agua de los motor de combustin interna,
como se detalla en el Diagrama N 16, por ende es el componentes que
ms frecuenta el taller mecnico.
38
Introduccin y Fundamento del Problema
CUADRO N 18
Febrero
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
Culatas
46
20
23
58
29
21
34
20
23
27
64
65 430
Inyectores
15
14
13
13
15
11
44 149
Enfriador
13
14
10
44 111
Arrancador
11
41
Bomba de Agua
COMPONENTE
Total
Enero
RESUMEN DE COMPONENTES DAADOS AO 2013
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
DIAGRAMA N16
TENDENCIA DE DAOS DE COMPONENTES AO 2013
70
60
Culatas
50
40
Inyectores
30
Enfriador
20
Arrancado
r
10
Bomba de
Agua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Como podemos notar el componente que mayor mantenimiento
correctivo ocasiona son las culatas Caterpillar 3616, cuya tendencia de
frecuencia de dao aumenta en los meses de mayor generacin, por lo
que tomaremos en consideracin para las mejoras de la productividad.
Introduccin y Fundamento del Problema
1.8.2
39
Anlisis de causa de dao frecuente de culatas Caterpillar
Las unidades CAT 3616 estn provistas de 16 cilindros, con sistema
multivlvulas, es decir, poseen en cada culata 2 vlvulas de escape, 2
vlvulas de admisin, adems estn equipadas (cada culata) con un
inyector y grupo de 3 balancines. (Montoya, 2007)
Normalmente se practica un mantenimiento de conservacin que, en
dependencia del estado, puede comprender el reacondicionamiento con
repuesto nuevos o usados, se determina la ejecucin de la conservacin
cuando, se observa por medio del control de los parmetros de
funcionamiento (presin pico menor de 2000 PSI), la necesidad de su
realizacin, este control es reforzado con la realizacin de una prueba de
hermeticidad (mantenimiento preventivo, prueba de aire).
Las reparaciones a las culatas se realizan en el taller mecnico, para
lo cual, es necesario desmontar la culata de la unidad, desarmarla y luego
proceder a realizar las actividades de mantenimiento, una vez finalizada
las correcciones y revisiones se ensambla nuevamente la culata,
quedando disponible para su instalacin en la mquina: (Ver Anexo # 4)
CUADRO N 19
REPUESTOS Y NMERO DE PARTE
Repuesto
Asientos
Vlvulas de escape
Vlvulas de admisin
Rotadores
Resorte externo
Resorte interno
Gua
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Numero de partes
4P5913
4P379
9106232
1230428
1W1748
1W1749
7C2424
Introduccin y Fundamento del Problema
40
IMAGEN N 5
REPUESTOS DE LAS CULATAS CATERPILLAR 3616
Rotadores
Resorte Interno
Resorte Externo
Gua de Vlvula
Asiento
Vlvula
Adm
Adm
Esc
Fuente: Manual de partes de motores Caterpillar 3616
Elaborado por: Johnson Loja Angel Charles
El siguiente estudio realizado desde Enero hasta Diciembre del 2013,
muestra la causa por los cual se cambiaron las culatas por cuanto han
provocado paro de la mquina y disminucin de la generacin de energa
elctrica.
Los datos de la fuente se tomaron de las Bitcora de componentes
daados en el taller Este registro se lo realiza en funcin una inspeccin
visual del mecnico de taller para los dispositivos que presentan
problema. En este registro se puede observar, la fecha del dao, la serie
de la culata, inspeccin visual del dao, respuesto usados
reacondicionamiento.
para el
Introduccin y Fundamento del Problema
41
1.8.2.1 Anlisis por mes de las Causas
Enero del 2013: En este mes se obtuvo 46 culatas daadas de las
cuales 28 salieron por vlvulas Fundidas y 18 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
N
1
2
3
4
5
6
7
CUADRO N 20
DIAGRAMA N 17
MANTENIMIENTO CORRECTIVO DE CULATAS
ENE /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
ENE/01/2013
Causas de dao
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
Frecuencia
28
18
0
0
0
0
0
46
61%
39%
0%
0%
0%
0%
0%
100%
Acum
61%
100%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
30
25
20
15
10
5
0
28
18
100%
80%
60%
40%
20%
0%
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Febrero del 2013: En este mes se obtuvo 20 culatas daadas de las
cuales 18 salieron por vlvulas fundidas y 2 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 21
DIAGRAMA N 18
MANTENIMIENTO CORRECTIVO DE CULATAS
FEB /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
FEB /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
18
2
0
0
0
0
0
20
90%
10%
0%
0%
0%
0%
0%
100%
90%
100%
100%
100%
100%
100%
100%
Lin
18
20
ea
## 15
## 10
2
## 5
0
0
0
0
0
## 0
Vlvula Asiento Guas Camisa Vlvula Vlvula Esparrago
##
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
##
Torcida Partida
##
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
100%
80%
60%
40%
20%
0%
42
Introduccin y Fundamento del Problema
Marzo del 2013: En este mes se obtuvo 23 culatas daadas de las
cuales 17 salieron por vlvulas Fundidas y 6 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 22
MANTENIMIENTO CORRECTIVO DE CULATAS
MAR /01/2013
DIAGRAMA N 19
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
MAR /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Valvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
17
6
0
0
0
0
0
23
74%
26%
0%
0%
0%
0%
0%
100%
74%
100%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
20
17
15
10
100%
80%
60%
40%
20%
0%
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Abril del 2013: En este mes se obtuvo 58 culatas daadas de las
cuales 42 salieron por vlvulas Fundidas y 10 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 23
DIAGRAMA N 20
MANTENIMIENTO CORRECTIVO DE CULATAS
ABR /01/2013
N
Causas de dao
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
Frecuencia %
42
10
4
1
1
0
0
58
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
ABR /01/2013
Acum
72% 72%
17% 90%
7% 97%
2% 98%
2% 100%
0% 100%
0% 100%
100%
Lin
ea
##
##
##
##
##
##
##
50
100%
42
40
80%
30
60%
20
10
10
40%
4
20%
0%
Vlvula Asiento Guas Camisa Vlvula Vlvula Esparrago
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
Torcida Partida
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
43
Introduccin y Fundamento del Problema
Mayo del 2013: En este mes se obtuvo 29 culatas daadas de las
cuales 18 salieron por vlvulas Fundidas y 10 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 24
DIAGRAMA N 21
MANTENIMIENTO CORRECTIVO DE CULATAS
MAY /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
MAY /01/2013
Causas de dao
1
2
3
4
5
6
7
Valvula Fundida
Asiento Fisurado
Camisa Rayadas
Guas Partida
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
Frecuencia %
18
10
1
0
0
0
0
29
62%
34%
3%
0%
0%
0%
0%
100%
Acum
20
62%
97%
100%
100%
100%
100%
100%
## 15
## 10
## 5
## 0
##
##
##
18
10
100%
80%
60%
40%
20%
0%
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Junio del 2013: En este mes se obtuvo 21 culatas daadas de las
cuales 12 salieron por vlvulas Fundidas y 7 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 25
DIAGRAMA N 22
MANTENIMIENTO CORRECTIVO DE CULATAS
JUN /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
JUN /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Camisa Rayadas
Gua Partida
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
12
7
2
0
0
0
0
21
57%
33%
10%
0%
0%
0%
0%
100%
57%
90%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
14
12
10
8
6
4
2
0
12
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 201
Elaborado por: Johnson Loja Angel Charles
7
2
100%
80%
60%
40%
20%
0%
Introduccin y Fundamento del Problema
44
Julio del 2013: En este mes se obtuvo 34 culatas daadas de las
cuales 17 salieron por vlvulas Fundidas y 17 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 26
MANTENIMIENTO CORRECTIVO DE CULATAS
JUL /01/2013
DIAGRAMA N 23
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
JUL /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
17
17
0
0
0
0
0
34
50%
50%
0%
0%
0%
0%
0%
100%
50%
100%
100%
100%
100%
100%
100%
Lin
17
20 17
ea
## 15
## 10
## 5
0
0
0
0
0
## 0
Vlvula Asiento Guas Camisa Vlvula Vlvula Esparrago
##
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
##
Torcida Partida
##
100%
80%
60%
40%
20%
0%
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Agosto del 2013: En este mes se obtuvo 20 culatas daadas de las
cuales 11 salieron por vlvulas Fundidas y 9 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 27
DIAGRAMA N 24
MANTENIMIENTO CORRECTIVO DE CULATAS
AGOS /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
AGOS /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
11
9
0
0
0
0
0
20
55%
45%
0%
0%
0%
0%
0%
100%
55%
100%
100%
100%
100%
100%
100%
Lin 12
ea 10
8
## 6
## 4
## 20
##
##
##
##
11
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
100%
80%
60%
40%
20%
0%
45
Introduccin y Fundamento del Problema
Septiembre del 2013: En este mes se obtuvo 23 culatas daadas de
las cuales 15 salieron por vlvulas Fundidas y 8 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 28
DIAGRAMA N 25
MANTENIMIENTO CORRECTIVO DE CULATAS
SEP /01/2013
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
SEP /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
15
8
0
0
0
0
0
23
65%
35%
0%
0%
0%
0%
0%
100%
65%
100%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
16
14
12
10
8
6
4
2
0
15
100%
80%
60%
40%
0
20%
0%
Vlvula Asiento Guas Camisa Vlvula Vlvula Esparrago
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
Torcida Partida
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Octubre del 2013: En este mes se obtuvo 27 culatas daadas de las
cuales 20 salieron por vlvulas Fundidas y 7 por asiento fisurados los,
cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 29
MANTENIMIENTO CORRECTIVO DE CULATAS
OCT /01/2013
DIAGRAMA N 26
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
OCT /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Valvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
20
7
0
0
0
0
0
27
74%
26%
0%
0%
0%
0%
0%
100%
74%
100%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
25
100%
20
20
80%
15
60%
10
5
40%
0
20%
0%
Valvula Asiento Guas Camisa Vlvula Vlvula Esparrago
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
Torcida Partida
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
46
Introduccin y Fundamento del Problema
Noviembre del 2013: En este mes se obtuvo 64 culatas daadas de
las cuales 42 salieron por vlvulas Fundidas y 21 por asiento fisurados
los, cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 30
MANTENIMIENTO CORRECTIVO DE CULATAS
NOV /01/2013
DIAGRAMA N 27
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
NOV /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
42
21
1
0
0
0
0
64
66%
33%
2%
0%
0%
0%
0%
100%
66%
98%
100%
100%
100%
100%
100%
Lin 50 42
ea 40
##
## 30
21
## 20
## 10
1
0
0
0
0
##
0
##
Vlvula Asiento Guas Camisa Vlvula Vlvula Esparrago
## Fundida Fisurado Partidas Rayadas Escape Kiene Roto
100%
80%
60%
40%
20%
0%
Torcida Partida
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Diciembre del 2013: En este mes se obtuvo 65 culatas daadas de
las cuales 39 salieron por vlvulas Fundidas y 26 por asiento fisurados
los, cuales representa el 20% de pocos vitales que resuelven el 80% de la
baja generacin.
CUADRO N 31
MANTENIMIENTO CORRECTIVO DE CULATAS
DIC /01/2013
DIAGRAMA N 28
CAUSAS DEL MATENIMIENTO CORRECTIVO DE CULATA
DIC /01/2013
Causas de dao
Frecuencia
Acum
1
2
3
4
5
6
7
Vlvula Fundida
Asiento Fisurado
Guias Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Kiene Partida
Esparrago Roto
TOTAL
39
26
0
0
0
0
0
65
60%
40%
0%
0%
0%
0%
0%
100%
60%
100%
100%
100%
100%
100%
100%
Lin
ea
##
##
##
##
##
##
##
50
40
100%
39
80%
26
30
60%
20
40%
10
20%
0%
Vlvula Asiento Guias Camisa Vlvula Vlvula Esparrago
Fundida Fisurado Partidas Rayadas Escape Kiene Roto
Torcida Partida
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
47
Introduccin y Fundamento del Problema
Resumen de la causa de dao frecuente de culatas
Se realiz un resumen de todas las causa del mantenimiento
correctivo de las culatas de los motores Caterpillar 3616 desde el mes de
Enero hasta Diciembre del 2013 y se obtuvo 430 culatas daadas de las
cuales, 279 salieron por vlvulas fundidas, 141 por asiento fisurados
como se puede observar en el cuadro n 28, las cuales representa la
causas principales de dao de las culatas la cual es nuestro tema de
estudio.
CUADRO N 32
Enero
Febrero
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
Total
RESUMEN DE LAS CAUSAS DE DAOS DE LASCULATAS AO 2013
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape
Torcida
Vlvula Keene
Partida
28
18
17
42
18
12
17
11
15
20
42
39
279
18
0
0
2
0
0
6
0
0
10
4
1
10
1
0
7
2
0
17
0
0
9
0
0
8
0
0
7
0
0
21
1
0
26
0
0
141
8
1
Esparrago Roto
Dispositivos
Total
0
430
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
DIAGRAMA N 29
TENDENCIA DE REPUESTOS DAADOS EN LAS CULATAS AO 2013
50
Vlvula Fundida
40
Asiento Fisurado
30
20
Guias Partidas
Camisa Rayadas
10
0
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Vlvula Escape
Torcida
Vlvula Kiene Partida
Introduccin y Fundamento del Problema
48
1.8.2.2 Anlisis de Pareto de causas de dao de las culatas
Caterpillar
Para ser representativo se elabor un diagrama de Pareto con los
dispositivos que tienen un alto nmero de correcciones y que causan
problemas en las culatas de los motores de combustin interna y afecta
la disponibilidad de generacin elctrica.
CUADRO N 33
FRECUENCIA DE REPUESTOS DAADOS EN LAS CULATAS AO 2013
Causa
1
2
3
4
5
6
7
Dispositivo
Frecuencia
Acum
279
141
8
1
1
0
0
430
65%
33%
2%
0%
0%
0%
0%
100%
65%
98%
100%
100%
100%
100%
100%
Vlvula Fundida
Asiento Fisurado
Guas Partidas
Camisa Rayadas
Vlvula Escape Torcida
Vlvula Keene Partida
Esparrago Roto
TOTAL
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
DIAGRAMA N 30
PARETO DE REPUESTOS DAADOS AO 2013
300
250
200
150
100
50
0
279
141
8
Vlvula Asiento Guas Camisa Vlvula
Fundida Fisurado Partidas Rayadas Escape
Torcida
20%
Pocos Vitales
80%
Muchos Triviales
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Vlvula Esparrago
Kiene
Roto
Partida
100%
80%
60%
40%
20%
0%
Introduccin y Fundamento del Problema
49
1.8.3 Conclusin General del Problema
Una vez realizado el estudio de la cantidad de componentes que con
mayor frecuencia se daan, en los motores Caterpillar 3616 y que causan
paralizaciones en la generacin de energa elctrica, se lleg a la
conclusin por medio de grficas de lneas que las culatas son el principal
problema de los motores Caterpillar y por ende los que ms frecuentan el
taller mecnico y mediantes anlisis de diagrama de Pareto se pudo
obtener las causas de los daos de las culatas las cuales son en primer
lugar las vlvulas que se funden, seguido en menor proporcin por los
asientos que se fisuran las cuales representan 20% los pocos vitales que
resuelven el 80% de paro de generacin elctrica que son nuestro tema
de estudio.
1.9
Tcnicas a utilizar
Para llegar al diagnstico de esta empresa se toma en cuenta las
siguientes herramientas de controles estadsticos de calidad en el
mantenimiento correctivo.
Grficas de barras.- Se pueden trazar datos que se organizan en
columnas o filas. Los grficos de barras muestran comparaciones entre
elementos individuales; las que se han utilizados en los datos estadsticos
referentes a la cantidad de componentes con mayor mantenimiento
correctivo en los motores de combustin interna marca Caterpillar modelo
3616. (Pulido H. G., 1997)
Diagrama de Ishikawa.- El diagrama de causa-efecto o diagrama de
Ishikawa1 es un mtodo grfico que refleja la relacin entre caracterstica
de calidad (muchas veces un rea problemtica) y los factores que
posiblemente contribuyen a que exista, En otras palabras, es una grfica
que relaciona el efecto (problema) con sus causas potencial. (Pulido,
Sugunda Edicin).
Introduccin y Fundamento del Problema
50
Por ejemplo, una clasificacin tpica de las causas potenciales de los
problemas en manufactura son: mano de obra, materiales, mtodos de
trabajo, maquinaria, mediciones y medio ambiente, con lo que el diagrama
Ishikawa tiene una forma base semejante a la imagen n 17. En ella, cada
posible causa se agrega en alguna de las ramas principales. Si alguna
causa est constituida a su vez por sub-causas, sta se agrega como se
muestra en la IMAGEN N 6.
IMAGEN N 6
GRFICO DE ISHIKAWA
Fuente: Maestrosdelacalidadop100111.blogspot.com
Elaborado Por: Angel Charles Johnson
Pareto.- Conocido como Ley 80-20o Pocos vitales, muchos
triviales, el cual reconoce que unos pocos elementos (20%) generan la
mayor parte del efecto (80%); el resto de los elementos generan muy
poco del efecto total. De la totalidad del problema de una organizacin
solo unos pocos son realmente importantes. (Pulido H. G., 1997)
CAPTULO II
ANLISIS Y DIAGNSTICO DE LA SITUACIN ACTUAL
2.1
Anlisis de las causas de dao de Vlvulas
En el Captulo I, en la recopilacin de datos del problema
se
determin mediante unos diagramas de barra, que el componente que
ms frecuenta el taller mecnico son las culatas de los motores de
combustin interna marca Caterpillar 3616, provocando paro de
mquinas; afectando las disponibilidad de la generacin de energa
elctrica.
La siguiente fase del anlisis fue construir un diagrama de Pareto, para
identificar la causas del dao de las culatas de los motores Caterpillar
3616, se lleg a la conclusin que el 20% de los pocos vitales, son las
vlvulas de las culatas que se daan en las culatas, las solucin de estos
problemas resuelven el 80% de paro de mquina por dao de culatas,
que son nuestro tema de estudio.
Una vez que el problema ha sido delimitado y, de preferencia,
cuantificado su magnitud, es el momento de analizar todas las causas de
dao de las vlvulas en las culatas, y para ello se ha realizado unos
cuadros donde se exponen las principales causas de dao y su
consecuencia, a continuacin se detalla la causa principales de dao de
las vlvulas.
1. Error al montarlo o ajustarlo
2. Mecanizacin defectuosa
3. Montaje de piezas desgastadas
4. Problemas de combustin
Anlisis y Diagnstico de la Situacin Actual
2.1.1
Daos de vlvulas en las culatas y sus causas
2.1.1.1 Error al montarlo o ajustarlo
Ajuste errneo del juego para vlvula
Causas:
Juegos de la vlvula mal ajustada (poco
espacio) o vencimiento de los intervalos
para el mantenimiento.
Consecuencia:
Las vlvulas no cierra
correctamente los
gases de combustin que pasan por el
asiento de la vlvula calienta el platillo de la
vlvula. El platillo se calienta excesivamente
y se quema en el rea de asiento.
Montaje errneo de los taqus hidrulicos
Causa:
Muelle montada incorrectamente. El muelle
daado ocasiona un momento de flexin
lateral en el vstago de la vlvula.
Consecuencia:
El esfuerzo que realiza de la flexin
alternante ocasiona la ruptura de la extrema
del vstago y destruye la gua de la vlvula.
Montaje errneo de los taqus hidrulicos
Causa:
Incumplimiento de la pausa obligatoria de 30
minutos como mnimo antes de arrancar en
motor despus de haber montado al tanque.
Consecuencia:
Las vlvulas golpean el pistn y se doblan o
se
rompe
al
prematuramente.
encender
el
motor
52
Anlisis y Diagnstico de la Situacin Actual
2.1.1.2 Mecanizacin defectuosa
Mal rectificado de Vlvulas y Asientos
Causa:
Mecanizacin descentrada del asiento o la gua de la
vlvula por mal rectificado
Consecuencia:
La vlvula no sierra correctamente, se sobrecalienta
y se quema en el rea de asiento. El sector de la
moldura hueca puede resquebrajarse continuamente
a causa del esfuerzo unilateral que hace el platillo de
la vlvula.
Demasiado juego para la gua de la vlvula
Causa:
Demasiado juego para las guas de las vlvulas pos
desgaste o raspadura excesiva al efectuar la
reparacin.
Consecuencia
Los chorros de gas caliente pueden ocasionar
carbonizaciones considerables en el sector de la
gua del vstago. La vlvula se mueve entonces con
dificultad, no cierra y se sobrecalientan la superficie
del asiento (quemaduras, fundiciones).
Escaso juego para la gua de la vlvula
Causa:
Dimetro de la gua medido con poca holgura el
renovar las guas de la vlvulas
Consecuencia:
El vstago de la vlvula cuenta con poca movilidad
en la gua y se agarrota. Los daos que se pueden
producir a consecuencia de alto de ello son, entre
otros, sobrecalentamiento en el rea del platillo y del
asiento.
53
Anlisis y Diagnstico de la Situacin Actual
2.1.1.3 Montaje de piezas desgastadas
Montaje de balancines o palancas de arrastre daados
Causas
Trasmisin de fuerza de manera descentrada del
balancn al entrar del vstago de la vlvula.
Consecuencia
El extremo del vstago o el vstago mismo se
desgasta unilateralmente. El esfuerzo transversal del
vstago producido la transmisin excntrica de fuerza.
Ocasiona resquebramiento continuos en el sacer de la
fijacin por muelle
Montaje de vlvula curvada
Causas
Apoyo unilateral del platillo de la vlvula en el inserto
para el asiento de la vlvula por vstago curvado.
Consecuencia:
La moldura hueca de la vlvula ubicada en el paso
hacia el vstago o hacia el platillo muestra huellas de
torcedura alternantes ocasionadas por el esfuerzo
unilateral que hace el platillo.
Empleo de piezas cnicas desgastadas en las vlvulas
Causas
Empleo de piezas cnicas usadas y desgastadas al
renovar las vlvulas.
Consecuencia:
La fijacin por muelle puede aflojarse durante el
funcionamiento al volver a usar piezas cnicas
desgastadas. El vstago se curva por la friccin y la
vlvula se debilita en ese sector. Ese motivo puede
causar
resquebramiento
vibraciones.
por
las
continuas
54
Anlisis y Diagnstico de la Situacin Actual
55
2.1.1.4 Problemas de combustin
Esfuerzo excesivo de las vlvulas por problemas de combustin
Causas:
Fuerte aumento de presin y temperatura en la
cmara de combustible por las falta de combustible
Consecuencia:
El platillo de la vlvula no resiste los fuertes aumento
trmicos y mecnico y se doble hacia dentro. Toma
entonces la forma de un tulipn y se producen
resquebramiento en el sector del platillo.
La vlvula de admisin se hace de una aleacin de acero al
cromonquel, en tanto que la vlvula de escape que es menor y que
trabaja a temperaturas ms elevadas (aproximadamente 660C) (1 200F)
se hace de una aleacin de cromo-silicio. La vlvula de escape realiza un
trabajo particularmente severo porque se abre cuando los gases de la
combustin estn arriba de 1 650C (3 000F) y esta corriente de gases
calientes pasa por su cara. Una vlvula de escape de moto, debe tener un
recubrimiento especial de cromo-nquel en la cabeza y en las caras, para
obtener resistencia a la corrosin y a la oxidacin; el vstago nitrurado,
para resistir la friccin contra la gua de vlvulas o, que es de hierro
fundido; el puntero, de acero para herramientas para acoplar el balancn y
una cabeza hueca enfriada con sodio junto con un inserto para vlvula,
que sirve de asiento, hecho de Stellite. La vlvula hueca est
parcialmente llena con sodio que se licua a la temperatura de trabajo de la
vlvula. El rpido movimiento de sta al abrir y cerrar lanza al sodio
metlico hacia el vstago transfiriendo en esa forma calor de la cabeza
caliente al vstago fro. El rotador, es una innovacin para evitar se
quemen y atasquen las vlvulas. Es un dispositivo que reemplaza al
resorte sujetador. Cada vez que es elevada la vlvula se le comunica una
ligera rotacin, frotando en esa forma al asiento evitndose tambin los
depsitos en las guas: (Ver Anexos #7).
Anlisis y Diagnstico de la Situacin Actual
2.2
56
Anlisis de Pareto
Para la identificar las pocas causas fundamentales del problema de las
vlvulas daadas, tomaremos como base el siguiente cuadro que
demuestra causas frecuente
de dao de las vlvulas en las culatas
Caterpillar 3616, el mismo que se pueden evaluar y definir mediante el
principio de Pareto, el cual reconoce que unos pocos elementos (20%)
generan la mayor parte del efecto (80%); el resto de los elementos crean
muy poco del efecto total.
El diagrama de Pareto nos sirve para seleccionar el problema que es
ms conveniente atacar y, adems, al expresar grficamente la
importancia del problema, los datos para crear el diagrama de Pareto
fueron tomadas en el mes 1 de noviembre al 1 de diciembre, del ao
2013, vale recalcar que estos datos fueron tomados dndole seguimiento
cada una de las culatas daadas desde el motor hasta el rea de taller
donde se realiza una inspeccin visual del dao del componente para
esto se cre las tarjeta de control de culatas.
En el siguiente grfico mostraremos la frecuencia de las causas de los
daos de las vlvulas encontradas en las culatas Caterpillar 3616.
CUADRO N 34
CUANTIFICACIN DE VLVULAS DAADAS AO 2013
Causas de dao de Vlvula
Frecuencia
Error al montarlo o ajustarlo
Mecanizacin defectuosa
46
Problemas de combustin
Montaje de piezas desgastadas
36
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Anlisis y Diagnstico de la Situacin Actual
57
CUADRO N 35
FRECUENCIA ACUMULADA AO 2013
Frecuencia
Acum.
Lnea de
Corte
Mecanizacin defectuosa
41
43%
43%
80%
Montaje de piezas desgastadas
32
34%
77%
80%
Error al montarlo o ajustarlo
14
15%
92%
80%
Problemas de combustin
8%
100%
80%
95
100%
Causas de dao de Vlvula
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
DIAGRAMA N 31
PARETO CAUSAS DE DAO DE VLVULAS
45
40
35
30
25
20
15
10
5
0
92%
100%
77%
43%
Mecanizacin
defectuosa
Montaje de
piezas
desgastadas
20%
Error al
montarlo o
80%
ajustarlo
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Frecuencia
Acum
Problemas de
combustin
Muchos Triviales
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Como podemos notar las causas principales de dao de las vlvulas
en las culatas Caterpillar 3616 son debido a mecanizacin defectuosa
seguido por montajes de piezas desgastas, por lo que tomaremos en
consideracin para la propuesta de solucin.
2.3
Auditoria de la 5S
Se elabor un diagnstico de la situacin actual en el rea de taller
donde se reparan las culatas de los motores Caterpillar 3616 realizando
una inspeccin inicial de las 5S como se muestra a continuacin:
Anlisis y Diagnstico de la Situacin Actual
PUNTAJE
HOJA DE AUDITORIA PARA 5S
CLASIFICACIN
5S
ARTCULO
58
66
FECHA: Diciembre 2014
CHEQUEADO
DESCRIPCIN
PT
Materiales o partes
Materiales en exceso de inventario?
2
3
Maquinaria u otro equipo
Utillaje, Herramienta, etc
Existencia Innecesaria alrededor?
Existencia Innecesaria alrededor?
3
3
Control Visual
Existencia o no de control visual?
Estndares escritos
Tiene establecido los estndares para 5S
ORDEN
SUB TOTAL 13
6
Indicadores de lugar
Existe rea de almacenaje marcadas?
Indicadores de artculos
Demarcacin de los artculos, lugares?
Indicadores de cantidad
Demarcado vas de acceso e
inventario en proceso
Estn identificados mximo y mnimos
Estn claramente idnticas las lneas de
acceso y rea de almacenaje.
Poseen un lugar claramente identificados?
10 Utillaje y Herramienta
SUB TOTAL 9
11 Piso
Estn los pisos libres de basura, agua,ect?
LIMPIEZA
12 Mquinas
13 Limpieza e Inspeccin
14 Responsabilidad de Limpieza
ESTANDARIZACIN
15 Hbito de limpieza
16 Notas de mejoramiento
17 Ideas de mejoramiento
18 Procedimiento claves
19 Plan de mejoramiento
20 Las primeras 3 S
Estn las mquinas libres de objeto y
aceite?
Realiza inspeccin de equipos junto con
mantenimiento?
Existe personal responsable de verificar
esto?
Mecnico limpia piso y mquinas
regularmente?
SUB TOTAL
Genera notas de mejoramiento
regularmente?
Se ha implementado ideas de mejoras?
Usa procedimiento escrito, claros y
actuales?
Tiene plan futuro de mejora para el rea?
Estn las primeras 3S mantenidas?
3
3
3
3
4
16
3
3
2
3
2
DISCIPLINA
SUB TOTAL 13
21 Entrenamiento
Son conocidos correctamente?
22 Herramientas y partes
Son almacenados correctamente?
23 Control de Stock
Ha iniciado un control de Stock?
24 Procedimientos
Estn al da y son regularmente revisados?
25 Descripcin de cargo
Estn al da y son regularmente revisados?
SUB TOTAL 15
0 = Muy Mal
1=Mal
2=Promedio
3=Bueno
4= Muy Bueno
TOTAL
66
Anlisis y Diagnstico de la Situacin Actual
59
CUADRO N 36
RESULTADO DE LA INSPECCIN INICIAL 5S
Pilar
Calificacin Mximo
Clasificacin
13
20
65%
Orden
20
45%
Limpieza
16
20
80%
Estandarizacin
13
20
65%
Disciplina
15
20
75%
Total
66
100
66%
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
Como podemos observar el nivel de 5S en el rea de talles es
demasiado bajo, con una calificacin de 66 sobre 100 puntos. Revisando
cada pilar nos podemos dar cuenta que en calificacin se tiene un puntaje
de 13 lo que corresponde a 65% que es el ms alto de los dems pilares;
esto es porque se tiene medianamente un inventario de los componentes
y de las herramientas, sin embargo se mantiene en el rea de trabajo
algunos equipos incensarios.
El Orden obtuvo un puntaje de 9 lo que corresponde al 45%, porque
no se tiene indicadores de lugar, ni de cantidad, tampoco se observan
demarcadas las herramientas. A esto se suma que dentro del rea de
trabajo permanece cantidad de objeto ocupando espacio en pasillos y
lugares de paso.
La limpieza obtuvo una calificacin de 16 lo que corresponde al 65%,
porque al rea se le realiza eventualmente una limpieza superficial y no
profunda, adems que no se tiene el hbito de limpiar las mquinas que
utilizan.
Anlisis y Diagnstico de la Situacin Actual
60
Para el cuarto pilar que es estandarizacin, obtuvo un puntaje de 13 lo
que corresponde
65%,
se
detect que la empresa
no posee
procedimientos ni documentacin de los procesos de rea de taller, lo que
evidencia el bajo nivel de este pilar de las 5S, adems no poseen un plan
de mejora a futuro.
Finalmente se puede notar que la disciplina obtuvo un puntaje de 15
que corresponde 75%, esto debido a que la disciplina en esta rea no es
constante, que llevan un control de stock medianamente bueno porque
obviamente el proceso de preparacin de componentes requiere de la
ubicacin de las mismas.
CUADRO N 37
FRECUENCIA ACUMULADA DE EVALUACIN 5S
Pilar
Limpieza
Disciplina
Clasificacin
Estandarizacin
Orden
Total
Calificacin
16
15
13
13
9
66
%
24%
23%
20%
20%
14%
% Acum
24%
47%
67%
86%
100%
Lnea de Corte
80%
80%
80%
80%
80%
Fuente: Empresa TERMOGUAYAS GENERATION S.A.
Elaborado por: Johnson Loja Angel Charles
DIAGRAMA N 32
PARETO DE EVALUACIN 5S
18
16
14
12
10
8
6
4
2
0
Fuente: Empresa TERMOGUAYAS GENERATION S.A.
Elaborado por: Johnson Loja Angel Charle
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Calificacin
% Acum
Linea de
corte
Anlisis y Diagnstico de la Situacin Actual
2.4
61
Anlisis de los problemas por Ishikawa (Causa-Efecto)
Para determinar todas las potenciales causas de la baja disponibilidad
de generacin elctrica por dao de las culatas, se utilizara el diagrama
de Ishikawa, donde se analizaran las causas por: mano de obra,
maquinas, mtodos de trabajo, materiales y medio ambiente de acuerdo a
la informacin recopilada en el captulo I y analizada en el captulo II.
1. Problema N1: Medio Ambiente de Trabajo
Origen del problema
Instalaciones del taller mecnico (Barcaza 5)
Causa del Problema
1. Mala de comunicacin
2. Espacio reducido
3. Exceso de ruido
4. Falta de ventilacin
2. Problema N2: Mtodos de trabajo
Origen del problema
Oficinas de taller mecnico
Causa del Problema
1. Incumplimiento de procedimiento
2. Mal procedimiento de rectificado (con lija)
3. Falta de control en el desgaste repuesto usado
3. Problema N3: Materiales
Origen del problema
Anlisis y Diagnstico de la Situacin Actual
Oficinas de taller mecnico
Causas del Problema
1. Diferentes proveedores
2. Falta de Herramientas de trabajo
3. Calidad del repuesto
4. Calidad del combustible
4. Problema N4: Maquinaria
Origen del Problema
Instalaciones del taller mecnico (Barcaza 5)
Causa del Problema
1. Implementos de medicin
2. Falta de limpieza interna de las culatas
3. Calibracin de Inyectores
4. Falta de rectificadora de vlvula y asiento
5. Problema N5: Mano de Obra
Origen del Problema
rea de taller mecnico
Causa del Problema
1. Capacitacin
2. Errores humanos
3. Falta de personal
4. Incentivos
62
Personal
Falta de Mquinas
Rectificadora de
Asiento y Vlvula
Elaborado por: Angel Charles Johnson
Maquinaria
Mala calibracin
de Inyector
Falta de limpieza
Interna de Culatas
Baja Disponibilidad de
Generacin Elctrica
por Dao de Culatas
Subcontratacin
de Personal
Sin Experiencia
Errores humanos
Falta de Herramienta
de trabajo
Falta de
Incentivos
Falta de
mano de obra
Falta
Capacitacin
Mal procedimiento
De rectificado
Vlvulas y Asiento
No se sigue
Procedimiento
Falta de Implemento
de Medicin
Falta de Control
del desgaste de
repuesto usados
Mtodo incorrecto
de trabajo
Exceso de Ruido
en el taller
Diferente
proveedores
Mtodos de Trabajo
Falta de Ventilacin
en el taller
Medio Ambiente Laboral
Espacio
Reducidos del
taller
Mala
Comunicacin
Compra de Componente
No originales
Falta de Clasificacin de
vlvulas Usadas
Materiales
DIAGRAMA DE ISHIKAWA (CAUSA-EFECTO)
Anlisis y Diagnstico de la Situacin Actual
63
Anlisis y Diagnstico de la Situacin Actual
64
2.5 Diagnstico
Realizado el diagrama de Ishikawa podemos analizar las causa
principales de dao de las culatas, las cuales detallamos a continuacin:
Falta de mquinas herramientas
La Mecanizacin defectuosa es debido a la falta de mquinas
herramientas para rectificar las vlvulas y asientos en las culatas,
Constantemente se reutilizan las vlvulas las cuales presenta
deformaciones, perforaciones y desgaste esto provoca que no exista una
sellado hermtico entre las vlvula y los asiento.
El rectificado ya sea de vlvulas nuevas o usadas, actualmente se est
utilizando lijas normal para quitar las picadura de las vlvulas el cual no
permite sellar hermticamente estos dispositivo el cual provoca fugas de
gases a alta temperatura el resultado es la fundicin de las vlvulas.
Motivo por el cual es necesaria la compra de rectificadoras de
vlvulas y asiento que permita una mayor precisin de mecanizado de
este
dispositivo
permitir
aumentar
la
vida
til
disminuir
el
mantenimiento correctivo de las culatas.
Falta de Implemento de medicin
Montaje de pieza desgastada se debe una poltica de reutilizamiento
del repuesto que han sido utilizados en los componentes pero no se
realizan mediciones del desgaste que sufren estos dispositivos.
El motivo que no existe instrumento de medicin para garantizar que
el repuesto est bajo la tolerancia de los manuales tcnico del fabricante
Anlisis y Diagnstico de la Situacin Actual
65
los cual es una de las mayores causas de paro de mquinas debido a las
malas condiciones de los dispositivos.
Falta de recursos y procedimiento
En el taller no existe un manual procedimiento que establezca los
pasos de trabajo con las especificaciones tcnicas de mando que indique
el procedimiento a seguir al personal.
De esta manera eliminar las demoras por mala operacin de
procedimiento de trabajo.
Falta de controles de calidad
La mejorar las reparaciones de las culatas es necesario llevar un
control del desgaste de las piezas reusadas las cuales deben estn
dentro de los parmetros de las tolerancia.
Falta de Capacitacin
Las personas que realizan las reparaciones no tiene una preparacin
tcnica por los cual es necesario la capacitacin para mejorar la eficiencia
y eficacia de los trabajo de reparacin.
2.6
Impacto Econmico del Problema
Para saber cunto dinero est perdiendo la empresa por paro de las
unidades generadoras, debido a dao de las culatas por la falta de
mquinas herramienta e instrumento de medicin.
Para mejorar la calidad en las reparaciones, se elabor el siguiente
cuadro donde se mostrara las prdidas econmicas por horas perdidas de
generacin elctrica desde el mes de enero hasta diciembre del 2013,
66
Anlisis y Diagnstico de la Situacin Actual
debido repuesto daados en las culatas Caterpillar de los motores de
combustin Interna.
CUADRO N 38
Febrero
Marzo
Abril
Mayo
Junio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
Total
53
40
38
70
40
31
38
30
36
42
66
68
552
Asiento Fisurado 16
10
14
10
23
12
11
10
12
18
146
Guas Partidas
11
Camisa Rayadas
Vlvula
Escape
Torcida
Vlvula
Keene
Partida
Dispositivos
Julio
Enero
HORAS PRDIDAS POR CULATAS DAADAS EN EL AO 2013
TIEMPOS EN HORAS
Vlvula Fundida
Esparrago Roto
Total
69
42
47
88
55
44
62
42
47
52
79
86
712
Fuente: Empresa TERMOGUAYAS GENERATION S.A., 2013
Elaborado por: Johnson Loja Angel Charles
El componente que mayor reacondicionamiento ha tenido en el rea
de taller son las culatas, con un total de 442 unidad/ao, cambios que
representa 552 horas/ao, contando que cada Megavatio-Hora cuesta 40
dlares por 3.3 Megavatio que representa potencia elctrica de cada
unidad generadora, dando una prdida econmica en la empresa
representativa de $ 72.864,00 durante el ao 2013.
CAPTULO III
PROPUESTA DE LA SOLUCIN
3.1
Descripcin Tcnicas de la Propuesta
3.1.1 Primera Propuesta de Mejoramiento
Como solucin a este problema se sugiere la metodologa 5S que
abarcan una serie de actividades para eliminar los despilfarros que
contribuyen a errores, defectos y accidentes en el puesto de trabajo. Esta
son las cinco S que se describe: Clasificar, Ordenar, Limpiar, Estandarizar
y Disciplina.
3.1.1.1 Como aplico la tcnicas de 5S en el problema descrito
Clasificar: Este punto implica revisar las piezas, guardar slo lo
que se necesita y eliminar el resto, despus de observar el rea de
talleres podemos darnos cuenta que existe repuesto, herramientas y
equipos que no se utilizan. Para solucionar este problema se crean unas
tarjetas rojas (de expulsin) es colocada a cada artculo que se considera
no necesario para la operacin. Enseguida, estos artculos son llevados a
un rea de almacenamiento transitorio.
IMAGEN N 7
ETIQUETA DE EXPULSIN
MATERIAL INNECESARIO
Descripcin:
Cantidad:
Propuesta de la solucin 68
Ordenar: Unas de las falencias del departamento de taller es que
no conocen la causa por el cual se desmonto un componente en el motor
de combustin interna, ya que existe sensores en motor que nos pueden
indicar el defecto operacional por el cual es parada la mquina, esto
normalmente es comunicado al departamento de motor pero no al
departamento de taller por lo cual hay una confusin de cierto mecnicos
de taller que no saben que pieza se ha daado.
Si queremos tener ordenado en el taller se debe elaborar una tarjetas
con la informacin tcnica de los componentes daados, donde se
registren
la fecha de desmontaje de componente, el horimtro de la
mquina, la barcaza donde sali el componente, la mquina, el cilindro
afectado, Nmero de serie del componente y lo ms importante el defecto
operacional por el cual presenta problema este componente.
IMAGEN N 8
TARJETA DE CONTROL DE COMPONENTE
TARJETA DE CONTROL
CABEZOTES CATERPILLAR 3616
INFORMACIN TCNICA
FECHA:
UBICACIN
N SERIE :
DEFECTO OPERACIONAL
INSPECCIN VISUAL DE TALLER
8 Cm
14 Cm
Propuesta de la solucin 69
Limpiar: El proceso de limpieza muchas veces acta como una
forma de inspeccin que expone las anomalas y las condiciones previas
a una avera que puede daar la calidad, se propone una limpieza del
taller por 10 minutos antes de empezar a laborar.
4 Estandarizacin: Se desarrolla unos sistemas y procedimiento para
mantener y controlar las anteriores tres S.
5 Disciplina: Mantener un sitio de trabajo estabilizado es un proceso
en curso de mejora continua.
3.1.2 Segundo Propuesta de Mejoramiento
Utilizacin de cartas de control para determinar la variabilidad en
proceso de reparacin del cabezote Caterpillar. Se emplea este
procedimiento para determinar el momento donde se ha presentado
alguna variacin que afecte a la reparacin de los cabezotes y de esta
manera tomar acciones correctivas.
Los lderes de los mecnicos de taller son los responsable de la toma
de las muestra y de realizar el ensayo correspondiente, adems de
registrar las lecturas en el respectivo formato; situacin que estar
supervisada y por consiguiente aprobada por el Jefe de Taller mecnio.
(Ver Anexo #8).
Compra de Instrumento de medicin
1. Calibrador Pie de Rey.
2. Ginimetro.
3. Dinammetro medidor de tensin de resorte.
4. Calibrador de Gua.
5. Procedimiento
Propuesta de la solucin 70
Mejoramiento de los Procedimiento para la reparacin de culatas
1. Remover los cuatro resortes y rotadores de la vlvula de admisin y
escape respectivamente con un compresor de resortes de vlvulas.
2. Remover vlvulas de admisin y de escape con las manos, verificar
que el vstago, superficie y labio de la vlvula no presenten
deformaciones, perforaciones ni desgastes.
3. Marcar cada una de las vlvulas con tape y colocar en esta el
nmero de unidad, cilindro y culata de la cual provienen, indicar si son
de vlvulas de admisin superior o inferior, lo mismo para las vlvulas
de escape.
4. Revisar y medir el labio de cada vlvula con un gonimetro, la
medida debe ser de 4.79 mm a 4.80 mm.
5. Revisar los rotadores presionndolos y hacindolos girar con la
palmas de las manos,
cambiarlos si al realizar la actividad antes
mencionada produce ruido.
6. Realizar limpieza mecnica a la culata hacer uso de removedor de
holln adecuado y solvent MQ, para remover el exceso de tal depsito.
6.1. Limpieza qumica de la culata, con una permanencia de por lo
menos 8 horas en producto qumico adecuado para remover totalmente
las deposiciones (ferroquest).
6.2. Posterior a la limpieza qumica se introduce la culata en un lquido
inhibidor para eliminar cualquier reaccin adversa que pueda ocasionar
el producto qumico por contacto prolongado con el metal.
6.3. Enjuagar la culata con agua haciendo uso adems de paste.
6.4.Traer la culata de regreso al taller
Propuesta de la solucin 71
Procedimiento para la reparacin de culatas en el Taller mecnico
7.Medir guas de vlvulas con un calibrador para ver si pasa no pasa,
los parmetros de las gua a considerar, son los siguientes:
Gua en buen estado tendr un dimetro de 16.059 mm.
Gua en mal estado tendr un dimetro de 16.03mm.
8. Extraer gua que no coincidan con los parmetros establecidos.
8.1Aplicar penetrante a las guas que sern extradas.
8.2Colocar el extractor y la gata hidrulica sobre la gua.
8.3Dar golpes a la gua con un mazo antes de operar la gata con el
objetivo de aflojarla y facilitar su extraccin. Poner a operar la bomba y
extraer la gua.
9. Medicin de asiento. Medir con un calibrador los asientos de la
culata, la medida debe estar entre 93-80 mm
10. Verificar que las mediciones de los asientos sea conforme a los
parmetros ya establecidos, que su superficie no este deformada ni
fracturada, de ser as, se cambiar por uno nuevo.
11. Extraccin de asiento, esto se realiza solo si se ha determinado la
necesidad de su ejecucin.
12. Calentar el labio del asiento que ser extrado de forma uniforme en
toda su periferia, se debe cuidar no exponer el material base de la
culata directamente a la flama para no debilitarla (decarbonado).
12.1Instalar el extractor de asientos junto con la bomba y gata
hidrulica, luego aplicar presin para lograr su extraccin.
Propuesta de la solucin 72
Procedimiento para la reparacin de culatas en el Taller mecnico
13. Limpiar la base del asiento con lija 80 y verificar que no exista
corrosin, de ser as ser necesario cambiar la culata.
14. Rectificar asiento. Esta actividad se realiza cuando el asiento
presenta pequeo desgaste y todava es posible rectificar su superficie.
Antes de realizar esta actividad el asiento debe estar limpio. (Utilizar
rectificador de asientos para maquinas CATERPILLAR).
15. Instalar asiento nuevo.
15.1. Limpiar el asiento nuevo con thenner.
15.2. Aplicar loctite en el asiento.
15.3 Utilizando una prensa, bomba y gata hidrulica instalar el asiento
nuevo.
16. Rectificar asientos.
16.1 Una vez instalados los nuevos asientos tomarles medidas con un
calibrador a los cuatro asientos de la culata y registrar tales datos.
16.2Rectificar cada asiento y tomarles de nuevo medidas, si alguno de
los asientos mide 95 mm significa que no cumple con los parmetros
necesarios para su buen funcionamiento y ser necesario extraerlo y
sustituirlo por otro, realizando nuevamente el procedimiento antes
mencionado.
17. Rectificar vlvulas de admisin y escape si no presentan
deformaciones o fracturas, con un rectificador de vlvulas CAT.
18. Lavar las vlvulas con qumico solven MQ, dejarlas por 4-8 hrs.
Mx. Cepillarlas y medir su rectificacin.
19. Realizar una prueba de azul de Prusia a cada una de las vlvulas
para comprobar la hermeticidad que tenga con el asiento.
Propuesta de la solucin 73
Procedimiento para la reparacin de culatas en el Taller mecnico
20.Sopletear la culata
21.Realizar prueba de aire en vlvula Keene
22. Poner aceite 30 en el vstago de cada vlvula e instalarlas en la
gua que le corresponda segn su identificacin.
23. Revisar cada uno de los resortes exteriores e interiores de la vlvula
y realizar la prueba de fuerza en cada uno para verificar y asegurarse
de que estn en buen estado.
24. Revisar las cuas de seguridad de los resortes, cambiarlos si es
necesario.
25. Aplicar aceite 30 en cada rotador antes de ser instalados en
conjunto con los resortes.
26. Tomar las medidas a los cuatro resortes guas ya instalados con un
calibrador, .Para verificar que las vlvulas estn donde le corresponde.
27. Medir la altura mxima desde la superficie de la vlvula cerrada
hasta la superficie de la cabeza del cilindro, esta medida debe ser de 7
mm (0.276 pulg.). Si la vlvula y asiento estn entre los lmites mximos
de reusabilidad instalar vlvula nueva en asiento nuevo. Verificar que
los hilos de los agujeros de escape estn en buen estado, si es
necesario colocarles insert.
28.Tapar con tape de 2 todos los agujeros
29. Pintar la culata.
30. Informar al jefe del taller la finalizacin de las actividades de
mantenimiento para ser revisada y entregada.
Propuesta de la solucin 74
3.1.3 Tercera Propuesta de Mejoramiento
1. Objetivo de la Propuesta: El objetivo es mantener bajo control el
proceso
eliminar
las
causas
que
generan
comportamientos
insatisfactorios en etapas importantes del ciclo de calidad para conseguir
mejores resultados econmicos mediante la utilizacin de cartas de
control.
2. Alcance: Se emplea este procedimiento para determinar el
momento donde se ha presentado alguna variacin que afecte el buen
funcionamiento de los componentes durante la generacin de energa
elctrica, para de esta manera se pueda tomar acciones correctivas.
3. Responsable: El mecnico lder del taller es el responsable de la
toma de las muestras ya de realizar el ensayo correspondiente, adems
de registra las lecturas en el respectivo formato; situacin que estar
supervisada y por consiguiente aprobada por el Jefe de planta.
4. Procedimiento: Se registra la informacin en el formato nmero
uno, relacionada con la siguiente informacin.
Mquina
Fecha
Revisin del equipo de medicin
Tomar cinco muestras cada media hora de trabajo
Realizacin del ensayo
Medicin de la altura del labio de la Vlvula reutilizada
Registrar las mediciones realizadas en el formato nmero uno, para
la determinacin de las cartas de control
Desarrollo de las cartas de control
Interpretar los resultados y la toma de decisiones
Investigar las causas cuando se produzcan aberraciones
Propuesta de la solucin 75
CARTA DE CONTROL
Maquina:
Caracteristica de calidad: Alturadel Labio de Vlvula Reutilizadas
Muestra o
subgrupo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Suma
Dia
Observacin:
Elaborado por: Charles Johnson
Fecha:
Propuesta de la solucin 76
GRFICA DE CONTROL
Grfica X
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
-0,50
-1,00
-1,50
Grfica R
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
-0,50
-1,00
-1,50
11 13 15 17 19 21 23 25 27 29
X
xdbarra
Propuesta de la solucin 77
CARTA DE CONTROL
Maquina:
Caracteristica de calidad: Diametro interno de las guas de las Vlvulas Reutilizadas
Muestra o
subgrupo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Suma
Dia
Observacin:
Elaborado por: Charles Johnson
Fecha:
Propuesta de la solucin 78
GRFICA DE CONTROL
Grfica X
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
-0,50
-1,00
-1,50
Grfica R
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
-0,50
-1,00
-1,50
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
Propuesta de la solucin 79
CARTA DE CONTROL
Maquina:
Caracteristica de calidad: Fuerzade Compresin de los Resortes Reutilizados
Muestra o
subgrupo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Suma
Dia
Observacin:
Elaborado por: Charles Johnson
Fecha:
Propuesta de la solucin 80
GRFICA DE CONTROL
Grfica X
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
-0,50
-1,00
-1,50
Grfica R
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
-0,50
-1,00
-1,50
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
Propuesta de la solucin 81
CARTA DE CONTROL
Maquina:
Caracteristica de calidad: Diametro exterior de los Asientos Reutilizados
Muestra o
subgrupo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Suma
Dia
Observacin:
Elaborado por: Charles Johnson
Fecha:
Propuesta de la solucin 82
GRFICA DE CONTROL
Grfica X
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
-0,50
-1,00
-1,50
Grfica R
1,50
1,00
0,50
LSC Xdbarra
LIC xdbarra
0,00
1
-0,50
-1,00
-1,50
9 11 13 15 17 19 21 23 25 27 29
X
xdbarra
3.1.4 Descripcin de los formatos
Cartas y grfica de control
Formato #1
Este formato comprende el diseo de una carta de control, en donde
se registrarn las mediciones obtenidas durante el muestreo, en el mismo
se aprecian casilleros tanto para el nmero del subgrupo, el da y para las
mediciones obtenidas en cada una de la muestra.
En el formato se aprecia cierta informacin adicional que tiene que ser
llenada por parte de la persona encargada de realizar
el control,
informacin como la mquina, la caracterstica de la calidad y la fecha
concerniente a dicho control.
Formato #2
Las grficas de control X y R comprende el formato # 2, las cuales
estn diseadas de manera que se puedan identificar en cada una de
ellas sus lmites de control, tanto superior como inferior con sus
respectivas lneas central.
Lmites de control que presenta abreviaturas (LSC-LIC) de manera que
los puntos a graficar debern estar comprendidos entre los mismo, sin
dejar de lado la numeracin en una escala del uno hasta treinta, para
facilitar la graficacin de los puntos, mediante la identificacin del nmero
del subgrupo.
Formato que permite que a las personas que se les asignen las
funciones del control estadstico, puedan tener una herramienta de fcil
entendimiento
Propuesta de la solucin 84
3.2
Costo de la Propuesta
Para llevar a cabo la propuesta de controles de calidad se debe
cumplir con los siguientes puntos:
1. Mquinas Herramientas
2. Equipos de medicin
3. Documentacin tcnica
4. Capacitacin
3.2.1
Mquinas Herramientas
La adquisicin de mquinas herramientas es necesaria para mejorar la
calidad del sellado entre la vlvula y los asientos nuevos y reusados para
disminuir el escape de gases combustin a la temperatura la cual provoca
la fundicin parcial de las vlvulas en la cara externa. Tendr un costo de
$48.750,50: (Ver Anexo # 9).
CUADRO N 39
COSTO DE MQUINAS HERRAMIENTAS
COMPRA DE MQUINAS HERRAMIENTA
Mquina Herramienta Cantidad Costo Unitario
Costo Total
Rectificadora de vlvulas
$ 29.000,00
$ 29.000,00
Rectificadora de Asiento
$ 19.750,50
$ 19.750,50
Total
$ 48.750,50
Fuente: Taller mecnico Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
3.2.2 Implementos de medicin
Para mejorar el control del desgaste los dispositivos que conforma la
culatas es necesario la compra de instrumentos de medicin para cumplir
con las especificaciones tcnicas de los fabricantes de los motores de
Propuesta de la solucin 85
combustin interna estos representa un costo de $3.805,00 cumplir con
los controles de calidad en la reparacin de las culatas se debe contar
con los siguientes equipos de medicin como son: (Ver Anexo # 10).
CUADRO N 40
COSTO DE EQUIPOS DE MEDICIN
COMPRA DE IMPLEMENTOS DE MEDICIN
Artculo
Cantidad
Costo Unitario
Costo Total
2
2
$ 178
$ 125
$ 356
$ 249
$ 3.200
$ 3.200
Pie de Rey
Gonimetro
Dinammetro (medidor de
tensiones de resorte)
$ 3.805
Total
Fuente: Taller mecnico Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
3.2.3 Documentacin tcnica
La documentacin requerida comprende los formatos para registrar la
informacin recopilada durante el muestreo y los formatos para la
elaboracin de las grficas.
CUADRO N 41
COSTO DE SUMINISTRO DE OFICINA
COMPRA DE SUMINISTRO DE OFICINA
Costo
SUMINISTRO
Cantidad
Costo Total
Unitario
Block Cartas de Control
$ 4,50
$ 22,50
Block Grfica de Control
$ 4,50
$ 22,50
Total
$ 45,00
Fuente: Anexo # 11 cotizacin
Elaborado por: Angel Charles Johnson
3.2.4 Capacitacin
Se necesita capacitar al personal que labora en la lnea, a manera de
que tenga conocimiento de la importancia de su labor y as poder cumplir
con la propuesta, se capacitar en los concernientes temas:
Propuesta de la solucin 86
1.
Trabajo en Equipo
2.
Induccin a la Calidad
3.
Control de Calidad
4.
Metrologa
El personal recibir una capacitacin de 20 horas, representado un
Costo para la empresa, debido a la capacitacin que recibir el personal
de 2000 dlares:( Ver Anexo # 11).
3.2.5 Costo de Mano de Obra
En el siguiente cuadro se exponen los sueldos que se designarn al
personal que se contratar para la operacin de las mquinas
herramientas.
CUADRO N 42
COSTO DE MANO DE OBRA
Ap.
Mano de Sueldo Dcimo Dcimo
Fondo de
Vacaciones
Patronal IECE SECAP Total Anual
Obra Anual Tercer Sueldo Cuarto Sueldo
Reserva
IESS
Operador A $ 4.080,00 $ 340,00 $ 340,00 $ 170,00 $340,00 $ 454,92 $ 20,40 $ 20,40 $ 5.765,72
Operador B $ 4.080,00 $ 340,00 $ 340,00 $ 170,00 $340,00 $ 454,92 $ 20,40 $ 20,40 $ 5.765,72
Total
11531,44
Fuente: Empresa Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
Para analizar los costos que intervienen en el clculo del costo de la
mano de obra para la propuesta, se ha utilizado las hojas electrnicas del
programa Excel; el sueldo que se ha designado para los dos operadores
de las rectificadoras de vlvulas y asiento; se ha propuesto que su sueldo
sea el bsico unificado de $ 340,00.
Propuesta de la solucin 87
El dcimo tercer sueldo se lo consider como un sueldo mensual; el
dcimo cuarto sueldo es un sueldo bsico; el aporte patronal IESS est
considerado en 11.15%, SECAP igual a 0,5% y IECE en 0,5%.
En el cuadro # 39 se presenta el costo total por sueldo de los dos
operadores que representa $ 11.531,44.
3.2.6 Costo de Insumos
Para evitar el recalentamiento de las vlvulas y asientos rectificados es
muy importante la utilizacin de un refrigerante Cat-32, el cual se realizar
una compra 25 galones el cual tiene un costo de $60, cada 3 meses se
realizara la compra.
Costo Anual del Refrigerante = $60 X 4 = $240
En el proceso de rectificacin las piedras que realizan el mecanizado
sufren un desgaste importante por la friccin de trabajo por los cual esta
debe ser cambiada 6 veces por mes esto representa.
Costo de mensual de Piedra =
6 Piedra de rectificar X $25,42
c/u = $152,5
3.3
Costo Anual
= $152,5 X 12 = $1830
Plan de Inversin y Financiamiento
3.3.1 Inversin Fija
Son derechos adquiridos y servicios necesarios para el estudio e
implementacin del proyecto, no estn sujeto a desgaste fsico, Este rubro
Propuesta de la solucin 88
se agrupa en tangible e intangible, diferenciacin que va a facilitar el coste
del proyecto en su fase operativa.
CUADRO N 43
INVERSIN FIJA
$ 52.555,60
$
2.000,00
$ 54.555,60
Mquinas y Equipos
Capacitacin
Total
Fuente: Empresa Termoguayas Generation S.A.
Elaborado por: Johnson Loja Angel Chrales
La inversin fija que se registra es de $54.555,60
3.3.2 Costo Operacional
La nocin de gastos de operacin hace referencia al dinero
desembolsado por una empresa u organizacin en el desarrollo de sus
actividades. Los gastos operativos son los salarios, el alquiler de locales,
la compra de suministros y otros.
CUADRO N 44
COSTO OPERACIONAL
Mano de Obra
Suministro de Oficina
Insumos
$
$
$
11.531,44
45,00
2.067,00
Total
13.643,44
Fuente: Empresa Termoguayas Generation S.A.
Elaborado por: Johnson loja Angel Charles
El costo de operaciones que se registra es de $13.643,44
3.4
Financiamiento de la propuesta
Como se refleja en los tems anteriores existen 2 rubros econmicos
en los cuales hay que invertir para la puesta en marcha del presente
proyecto, uno de estos rubros es la inversin fija o inversin inicial
($54.555,60), valor que se lo debe invertir inmediatamente. El desembolso
Propuesta de la solucin 89
de este valor en cierta forma le
puede afectar econmicamente a la
empresa TERMOGUAYAS GENERATION S.A., por lo que considera la
posibilidad de solicitar financiamiento a travs de un crdito bancario. De
acuerdo a lo establecido por el Banco Central del Ecuador se obtendr el
crdito a una tasa de inters del 10,21% y ser financiado a cinco aos
plazo, en la siguiente tabla se detalla los datos del prstamo:
En donde:
C: es el Capital
n: nmero de perodos
i: inters
Datos:
C = $54.555,60
n = 20 trimestres
i =10.21%
itrimestra l
10.21%
0,5105%
20
Dividendo
Cxi
1 (1 i ) n
Dividendo
$54.555,60 x0,005105
1 (1 0,005105) 20
Dividendo
$278.506
$2876,36
0.096826
3.4.1 Amortizacin del crdito
En esta parte del proyecto se detallar la amortizacin del crdito, la
misma consiste en distribuir con periodicidad la devolucin del principal
del crdito, junto con los intereses que se vayan devengando a lo largo de
los tres aos que se pagar el crdito. Los pagos peridicos que realice la
empresa TERMOGUAYAS GENERATION S.A. tienen la finalidad de
reembolsar, extinguir o amortizar el capital inicial.
Propuesta de la solucin 90
CUADRO N 45
TABLA DE AMORTIZACION
BENEFICIARIO
TERMOGUAYAS GENERATION S.A.
INSTIT. FINANCIERA
Banco Central de Ecuador
MONTO EN USD
54.555,60
TASA DE INTERES
10,2100%
T. EFECTIVA
PLAZO
5 aos
GRACIA
0 aos
FECHA DE INICIO
01-ene-2014
MONEDA
DOLARES
AMORTIZACION CADA
90 das
Nmero de perodos
20 para amortizar capital
No. VENCIMIENTO
SALDO
INTERES
PRINCIPAL
0
54.555,60
1
01-abr-2014
52.431,17
1.392,53
2.124,43
2
30-jun-2014
50.252,51
1.338,31
2.178,66
3
28-sep-2014
48.018,24
1.282,70
2.234,27
4
27-dic-2014
45.726,94
1.225,67
2.291,30
5
27-mar-2015
43.377,16
1.167,18
2.349,78
6
25-jun-2015
40.967,40
1.107,20
2.409,76
7
23-sep-2015
38.496,13
1.045,69
2.471,27
8
22-dic-2015
35.961,78
982,61
2.534,35
9
21-mar-2016
33.362,74
917,92
2.599,04
10
19-jun-2016
30.697,36
851,58
2.665,38
11
17-sep-2016
27.963,94
783,55
2.733,41
12
16-dic-2016
25.160,76
713,78
2.803,18
13
16-mar-2017
22.286,02
642,23
2.874,74
14
14-jun-2017
19.337,91
568,85
2.948,11
15
12-sep-2017
16.314,55
493,60
3.023,36
16
11-dic-2017
13.214,01
416,43
3.100,54
17
11-mar-2018
10.034,34
337,29
3.179,68
18
09-jun-2018
6.773,50
256,13
3.260,84
19
07-sep-2018
3.429,43
172,89
3.344,07
20
06-dic-2018
(0,00)
87,54
3.429,43
Total
15.783,68
54.555,60
10,6076%
DIVIDENDO
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
3.516,96
70.339,28
Fuente: Empresa Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
CUADRO N 46
COSTO ANUAL DEL INTERS DEL PRESTAMO
Descripcin
Costos
Financieros
COSTOS POR INTERESES DEL PRESTAMO
2014
2015
2016
2017
5.239,20
4.302,69
3.266,84
2.121,11
2018
853,84
Fuente: Empresa Termoguayas Generation S.A.
Elaborado por: Johnson Loja Angel Charles
3.5
Anlisis de la Inversin
El anlisis econmico de la inversin a realizarse debe entenderse
como el estudio sistemtico eficiente de las distintas etapas del proyecto
Propuesta de la solucin 91
en mencin. En general, se puede afirmar que el proyecto ser evaluado
como eficiente si va logrando los objetivos previstos para el cual fue
creado, de tal forma que optimice los procesos operativos en el Dpto. de
taller mecnico.
El anlisis econmico permite conocer la rentabilidad del proyecto a
travs de la aplicacin de tcnicas como el TIR (Tasa Interna de Retorno),
VAN (Valor Actual Neto) y el PRI (Periodo de Recuperacin de la
Inversin).
3.5.1 Flujo de Caja.
El balance econmico de flujo de caja es la relacin entre los ingresos
y los costos de la propuesta, sirve para determinar los beneficios que
genera dicha solucin.
Basndonos en las inversiones de las propuestas realizadas en el
captulo anterior y con el fin de establecer los objetivos econmicos en la
empresa, se realizara un flujo de caja para la implementacin de la
propuesta en donde se especificar los egresos por concepto de las
inversiones que realizar la empresa.
Los beneficios de la propuesta, corresponden a la recuperacin de las
perdidas, por la cantidad de $ 160.320,00 a lo que se incrementa el 5%
proyectado anualmente.
El flujo de caja est proyectado en un lapso de 5 aos, considerando
que la recuperacin de la inversin es factible en el transcurso de este
periodo.
En el siguiente cuadro n 43, se presenta el balance econmico de
flujo de caja para la implementacin de la propuesta.
Propuesta de la solucin 92
CUADRO N 47
FLUJO DE CAJA PARA LA IMPLEMENTACIN DE LA PROPUESTA
Descripcin
Inversin fija
inicial
Ahorro de la
perdida
Costos de
operacin
Flujo de caja
TIR
Peridos
2013
2014
2015
2016
2017
2018
$ 54.648,00
$ 57.380,40
$ 60.249,42
$ 63.261,89
$ 66.424,99
$ 13.643,44
$ 14.325,61
$ 15.041,89
$ 15.793,99
$ 16.583,69
$ 41.004,56
$ 43.054,79
$ 45.207,53
$ 47.467,90
$ 49.841,30
-$ 54.555,50
-$ 54.555,50
74,18%
Fuente: Dpto. Contabilidad de Termoguayas Generation S.A.
Elaborado por: Johnson Loja Angel Charles
El balance de flujo de caja indica los siguientes flujos de efectivo:
$41.004,56 para el 2014; $43.054,79 para el 2015; $45.207,53 para el
2016; $47.467,90 para el 2017; y, $49.841,30 en el 2018.
En el cuadro n42 se puede observar, que del clculo de los
indicadores TIR y VAN, mediante las funciones financieras del programa
Excel, se han obtenido los siguientes resultados:
Tasa Interna de Retorno (TIR): 74,18%, que supera a la tasa de
descuento con la que se compara la inversin del 12%, por tanto,
indica que la tasa de recuperacin de la inversin es mayor que las
tasas actuales del mercado con que se descuenta cualquier
proyecto de inversin econmica, por lo que se acepta su
factibilidad econmica.
Valor Actual Neto (VAN): $161.560,06 que supera a la inversin
inicial de $54555,50, por tanto, indica que el valor a obtener en el
futuro ser mayor al que se invertir inicialmente, por lo que se
acepta su factibilidad econmica.
Propuesta de la solucin 93
3.5.2 Tasa Interna de Retorno (TIR).
Cuando se utiliza los comandos de Excel (funcin financiera) se puede
visualizar que el resultado de la Tasa Interna de Retorno (TIR) es igual a
77,50%, el cual ser verificado mediante la ecuacin de matemticas
financieras para determinar el valor presente.
Para el efecto se interpolar entre dos rangos, que son los valores de
77% y 78% escogidos para la comprobacin del TIR, utilizando la
siguiente formula:
Dnde:
P es la inversin fija de $162.926,61
F son los flujos de caja por cada periodo anual considerado.
n, es el nmero de aos.
i, son los valores de la tasa de inters con las cuales se interpolar.
Si TIR > tasa de descuento (r): El proyecto es viable.
Si TIR = tasa de descuento (r): El proyecto es postergado.
Si TIR < tasa de descuento (r): El proyecto no es viable.
En el cuadro N44, se presenta la interpolacin para la comprobacin
del TIR.
Propuesta de la solucin 94
CUADRO N48
INTERPOLACIN PARA LA COMPROBACIN DEL T.I.R.
Ao
2013
$ 54.555,50
2014
$ 41.004,56
74%
$ 23.565,84
75%
$ 23.431,18
2015
$ 43.054,79
74%
$ 14.220,76
75%
$ 14.058,71
2016
$ 45.207,53
74%
$ 8.581,50
75%
$ 8.435,22
2017
$ 47.467,90
74%
$ 5.178,49
75%
$ 5.061,13
2018
$ 49.841,30
74%
$ 3.124,95
75%
$ 3.036,68
VAN
$ 54.671,54
VAN
$ 54.022,92
74%
-$ 532,58
1%
74,18%
TOTAL
CLCULO DE LA TIR
$ 116,04
Fuente: Dpto. Contabilidad Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
La ecuacin matemtica que se utiliza para obtener el valor de la Tasa
Interna de Retorno (TIR) es presentada en el siguiente rengln:
T.I.R. = i + (i i)
VAN = Flujo Inversin inicial
VAN = $54.671,54 $54.555,50
VAN = $116,04
VAN = Flujo Inversin inicial
VAN = $54.022,92 $54.555,50
VAN = $532,58
T.I.R. = 74% + (75% 74%)
T.I.R. = 77% + 1%
116,04
648,56
TIR = 74% + (1%)(0,18)
TIR = 74,18%
116,04
116,04 (532,58)
Propuesta de la solucin 95
El clculo efectuado para obtener el valor de la Tasa Interna de
Retorno, da como resultado una tasa TIR del 74,18%, que es igual al que
se obtuvo aplicando las funciones financieras del programa Microsoft
Excel, esto pone de manifiesto la factibilidad del proyecto, puesto que
supera a la tasa de descuento considerada en este anlisis, del 12%.
3.5.3 Valor Actual Neto (VAN).
El Valor Actual Neto puede ser comprobado a travs de la misma
ecuacin financiera que se utiliz durante el anlisis de la Tasa Interna de
Retorno (TIR), es decir, con la frmula para la determinacin del valor
futuro:
Dnde:
P = Valor Actual Neto (VAN)
F = Flujos de caja por cada periodo anual considerado.
n = Nmero de aos.
i = Tasa de descuento del 12%.
CUADRO N 49
COMPROBACIN DEL VALOR ACTUAL NETO V.A.N.
AOS
2013
2014
2015
2016
2017
2018
Inv. Inicial
$ 54.555,50
$ 41.004,56
12%
$ 36.611,21
$ 43.054,79
12%
$ 34.323,01
$ 45.207,53
12%
$ 32.177,83
$ 47.467,90
12%
$ 30.166,71
$ 49.841,30
12%
$ 28.281,29
TOTAL
$ 161.560,06
Fuente: Dpto. Contabilidad de Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
Propuesta de la solucin 96
En el cuadro N 45, se presentan los resultados obteniendo un Valor
Actual Neto de $161.560.,06 este valor es igual al que se obtuvo en el
anlisis de las funciones financieras del programa Microsoft Excel, por ser
mayor a la inversin inicial que corresponder a $54.555,50 se demuestra
la factibilidad del proyecto.
3.5.4 Periodo de Recuperacin de la Inversin (PRI)
Para determinar el tiempo de recuperacin de la inversin, se utiliza la
ecuacin financiera con la cual se comprob los criterios econmicos,
Tasa Interna de Retorno TIR y el Valor Actual Neto VAN, considerando
como el valor de i, a la tasa de descuento considerada de 14%.
continuacin
se
presenta
la
ecuacin
financiera
para
la
determinacin del valor futuro:
CUADRO N 50
PERIODO DE RECUPERACIN DE LA INVERSIN
AOS
Inv. Inicial
2013
2014
2015
2016
2017
2018
$ 54.555,50
$ 41.004,56
12%
$ 36.611,21
$ 36.611,21
$ 43.054,79
12%
$ 34.323,01
$ 70.934,23
$ 45.207,53
12%
$ 32.177,83
$ 103.112,05
$ 47.467,90
12%
$ 30.166,71
$ 133.278,76
$ 49.841,30
12%
$ 28.281,29
$ 161.560,06
TOTAL
$ 161.560,06
Acumulado
Fuente: Dpto. Contabilidad de Termoguayas Generation S.A.
Elaborado por: Angel Charles Johnson
Perodos de recuperacin del capital aproximado
aos
Perodos de recuperacin del capital exactos
1,52
aos
Perodos de recuperacin del capital exactos
18,27
Perodos de recuperacin del capital exactos
Coeficiente beneficio/costo
2,96
meses
aos-meses
Propuesta de la solucin 97
La inversin ser recuperada en el periodo de 1 ao 7 meses, de
acuerdo al anlisis realizado con la ecuacin financiera del valor futuro.
Debido a que los activos fijos que se requieren para la implementacin de
la propuesta concerniente a la Mejoramiento en la reparacin de las
Culatas de los motores Caterpillar 3616 en el taller mecnico, tienen
una vida til superior a cinco aos, entonces la inversin tiene factibilidad
econmica.
3.6
Anlisis costo vs beneficio
Coeficiente Beneficio/Costo (B/C)
Para determinar el coeficiente beneficio costo se ejercita la siguiente
ecuacin:
Coeficiente Beneficio/Costo =
Dnde:
Beneficio de la propuesta = Valor Actual Neto (VAN) = $161.560,06
Costo de la propuesta = Inversin inicial = $54.555,50
Aplicando la ecuacin matemtica:
Coeficiente Beneficio/Costo =
161.560,06
54.555,50
Coeficiente Beneficio/Costo = 2,96
El Coeficiente Beneficio / Costo indica que por cada dlar que se va a
invertir, se recibir $2,96 es decir, que se obtendr $1,96 de beneficio por
cada dlar invertido, lo que indica que la implementacin de la propuesta
ser factible y conveniente para la empresa.
Propuesta de la solucin 98
Resumen de Criterios Econmicos
El resumen de los indicadores econmicos de este proyecto de
inversin, es el siguiente:
Tasa Interna de Retorno TIR = 74,18% > tasa de descuento 12%
ACEPTADO.
Valor Actual Neto VAN = $161.560,06 > inversin inicial $54.555,50
ACEPTADO.
Tiempo de recuperacin de la inversin = 19 meses < vida til del
proyecto (60 meses). ACEPTADO.
Coeficiente Beneficio Costo = 2,96 > 1. ACEPTADO.
En definitiva los criterios financieros indican la factibilidad y
sustentabilidad del proyecto.
3.7
Sostenibilidad y sustentabilidad
Econmicamente es sostenible la propuesta, debido a que el sistema
produce una rentabilidad razonable y estable a travs del tiempo en que
dura la inversin; en donde la forma de manejo y la organizacin, permite
un grado aceptable de satisfaccin de las necesidades del personal
involucrado, permitiendo que internamente la organizacin mantenga la
propuesta en funcionamiento, permitiendo llevar a cabo por la empresa
representando beneficio para la misma. En definitiva los criterios
financieros indican la factibilidad y sustentabilidad del proyecto segn los
estudios realizado de evaluacin econmica de la propuestas de
mejoramiento.
Propuesta de la solucin 99
3.8
Puesta en marcha
La puesta en marcha de la propuesta requiere llevar a cabo un
conjunto de actividades, las cuales nos dan la pauta para que al iniciar la
misma, se logre llevar acabo la propuesta con el mnimo de
inconvenientes, estas actividades se las indican a continuacin:
Actividad # 1: Estudio de la propuesta
El estudio realizado ser presentado a la gerencia de la empresa, la
cual realizara los respectivos anlisis a la misma; permitindose as una
vez analizada la misma poder dar un diagnstico sobre la propuesta,
esperando para aquello una respuesta al cabo de 1 semana, partir de la
cual se continuara con las dems actividades, de ser positivo el
diagnostico.
Actividad # 2: Seleccin del personal
El personal que recibir la capacitacin deber ser plenamente
identificado; de igual manera se deber seleccionar a la persona
encargada de capacitar al dicho personal, incurriendo en un tiempo de 1
semana para aquello.
Donde, dos das de la semana se requerirn para la seleccin del
personal que recibir la capacitacin y los cinco das para la seleccin de
la persona encargada de la capacitacin.
Actividad # 3: Disponibilidad de la documentacin
Se deber elaborar los formatos requeridos para el control de calidad;
o en su caso se podr utilizar las cartas y graficas de control propuesta,
por lo que se proceder a enviar los formatos, para que estos sean
impresos, incurriendo en un tiempo de 1 semana.
Propuesta de la solucin 100
Actividad # 4: Compra de equipos e implementos
Para la compra de equipos e implementos se incurre en un tiempo de
1 semana debido a que estos pueden ser obtenidos localmente, sin dejar
de lado el tiempo de la aprobacin para la realizacin de dicha compra.
Cabe indicar que el tiempo para la compra de los equipos e
implementos, es el mismo para la adquisicin de la documentacin; es
decir son dos actividades que se llevarn a cabo en la misma semana.
Actividad # 5: Capacitacin del personal
El tiempo de capacitacin de las personas que precisamente fueron
identificadas ser de 4 semanas, debido a que la capacitacin se la
realizara tres horas diarias.
Para el efecto se tiene el Diagrama de Gantt, en donde se puede
apreciar el cronograma tentativo de las actividades anteriormente
sealadas, indicando el tiempo en que se incurren en cada una ellas: (Ver
anexos #12).
Propuesta de la solucin 101
3.7
Conclusiones y Recomendaciones
3.7.1 Conclusiones
Una vez realizado el estudio de horas perdidas y frecuencia de
componentes con mayor mantenimiento correctivo se lleg a la conclusin
de que el componente que acarrean ms problema en generacin
elctrica y por ende las ms frecuentan el taller mecnico son las cabeza
de cilindro debido a falta de controles de calidad a los dispositivos
reusados utilizados para la reparacin de componente.
El componente que mayor reacondicionamiento ha tenido en el rea
de taller son las culatas, con un total de 442 unidad/ao, cambios que
representa 552 horas/ao, contando que cada Megavatio-Hora cuesta 40
dlares por 3.3 Megavatio que representa potencia elctrica de cada
unidad generadora, dando una prdida econmica representativa de $
72.864,00 durante el ao 2013.
El Coeficiente Beneficio/Costo obtenido es $ 2,96, valor que es > 1 lo
que indica que el proyecto es rentable y por ende se recomienda la
implementacin de las propuesta de mejoramiento de los controles de
calidad
de
las
culatas
GENERATION S.A.
3616
en
la
empresa
TERMOGUAYAS
Propuesta de la solucin 102
3.7.2 Recomendaciones
Realizar inspecciones de las acciones, procedimientos, el equipo y las
instalaciones de mantenimiento.
Conservar y mejorar los documentos, los procedimientos, el equipo y
las normas de mantenimiento.
Asegurar que todas las unidades estn conscientes y sean expertas en
los procedimientos y normas de mantenimiento.
Mantener un alto nivel de conocimiento experto, mantenindose al da
con la literatura referente a los procedimientos y registros de
mantenimiento.
Hacer aportaciones a la capacitacin del personal de mantenimiento.
Realizar anlisis de deficiencias y estudios de mejora de procesos,
empleando diversas herramientas para el control estadstico de procesos.
Asegurar que los trabajadores se apeguen a todos los procedimientos
tcnicos
administrativos
cuando
realicen
el
trabajo
real
de
mantenimiento.
Revisar los estndares de tiempo de los trabajos para evaluar si son
adecuados.
Revisar la calidad y disponibilidad de los materiales y refacciones para
asegurar su disponibilidad y calidad.
Realizar auditoras para evaluar la situacin actual del mantenimiento
y prescribir remedios para las reas con deficiencias.
GLOSARIO DE TRMINOS
Carga Instalada.- Corresponde a la suma aritmtica de las potencias
de todos los equipos que existen en el interior de una instalacin. Esta
carga instalada la describe el en su solicitud para el servicio de suministro
de electricidad.
Demanda.- Es la potencia requerida por un sistema o parte de l,
promediada en un intervalo de tiempo previamente establecido.
Energa Bruta.- Es la energa total producida por una unidad de
generacin.
Energa Neta.- Es igual a la energa bruta menos el consumo de
auxiliares de unidades de generacin.
Energa Trmica.- Se denomina energa trmica a la energa liberada
en forma de calor.
Potencia Efectiva.- Es la potencia mxima que se puede obtener de
una unidad generadora bajo condiciones normales de operacin.
Potencia Disponible.- Potencia efectiva del generador que est
operable y puede estar o no considerada en el despacho de carga del
Sistema Nacional Interconectado.
Unidad Generadora.- Es la mquina rotatoria compuesta de un motor
primario, acoplado a un generador elctrica.
ANEXOS
Anexos
ANEXO # 1
ORGANIGRAMA
105
Anexos
ANEXO # 2
RECURSO HUMANO
ELECTRICOS
SISTEMA
MOTORES
TALLERES
c.c.
Descripcin de la Funcin
Cantidad
Jefe de Control de Calidad
Asistente de Control de Calidad
Sub Total
Jefe de Talleres
Asistente de Talleres
Lder de Talleres
Mecnico
Ayudante Mecnica
Tornero de Taller
Soldadores
Sub Total
19
Jefe de Motores
Supervisor de Motores
Asistente de Supervisor
11
Lder de Motores
Mecnico de Motores
15
Sub Total
35
Jefe de Sistema
Supervisor de Sistema
Asistente de Sistema
Lder de Sistema
Mecnico de Sistema
11
Ayudante de Mecnico de Sistema
Soldadores
Sub Total
33
Jefe de Elctricos
Supervisores de Elctricos
Asistente de Elctricos
Lder de Elctricos
Elctricos
12
Ayudante de Elctricos
Sub Total
32
Total de rea de Mantenimiento
123
106
3047
6867
LUBRICANTE BARGE 1 GLS
5994
18.615
9053
30.669
LUBRICANTE BARGE 5 GLS
TOTAL LUBRICANTE GLS
PRODUCCIN
21.993
5830
5695
5177
5291
18.296
6072
2709
3462
MAR
35.170
10553
9284
7989
7344
25.652
13063
5184
1615
APR
35.033
11493
8694
7139
7707
31.693
11935
8259
3601
MAY
17.241
4396
5200
3595
4050
28.172
6625
9534
4525
JUN
18.876
4209
6051
18.895
4696
5896
2841
1423
1129
3149
4039
40.508
10943
7169
4100
14551
AUG
4338
34.768
9289
9479
6658
2877
JUL
27.996
10312
8552
7709
1423
9256
35.100
10191
7208
2411
14551
SEP
OCT
NOV
29.829
10869
9621
7916
1423
9922
38.416
10585
9408
1050
14551
33.341
11548
11854
8516
1423
9478
38.462
11550
8265
1397
14551
36.783
12426
12332
10602
1423
9875
40.268
9910
10855
1763
14551
324.441
101.379
96.854
75.281
8.244
81.214
370.689
111.324
87.230
35.441
75.632
GLS 1.195.118 926.718 1.107.676 1.167.618 1.278.860 1.097.638 1.141.755 1.141.490 1.128.282 1.304.749 1.400.644 1.328.261 9.056.873
KWH 44.297.410 25.925.947 33.591.449 65.737.155 66.270.375 30.396.968 35.233.033 33.505.545 62.629.681 71.573.779 64.913.075 68.638.532 602.712.949
5456
8219
LUBRICANTE BARGE 4 GLS
AGUA
4118
6530
LUBRICANTE BARGE 3 GLS
LUBRICANTE BARGE 2 GLS
15.151
24.203
GLS
DIESEL TOTAL
2209
8952
GLS
DIESEL BARGE 5
1733
7427
GLS
DIESEL BARGE 4
3025
GLS
DIESEL BARGE 3
FEB
1834
GLS
ENE
DEC TOTAL YEAR
GLS 2.967.854 1.739.089 2.273.679 4.316.079 4.396.441 2.068.733 2.357.046 2.255.539 4.114.955 4.735.702 4.272.609 4.522.931 40.020.657
8184
6053
5790
7898
7488
6465
3745
739
2822
2699
3189 61.062
GLS 5990
DIESEL BARGE 2
DIESEL BARGE 1
HFO
CONSUMOS
PLAN DE CONSUMO VS PRODUCCIN AO 2013
Anexos
107
ANEXO # 3
GENERACIN ELECTRICA AO 2013
Garantizar que las repaciones de los
componenete se realicen en un
tiempo establecido y a su vez cumplan
parametros de aceptacin de calidad
OBJETIVO
PASA
PRUEBA?
NO
FIN
SE ENTREGA LA MQUINA A OPERACIN
SI
MECNICO REALIZA PRUEBA CON
PRESENCIA DE OPERADOR
MECNICO EJECUTA LA REPARACIN
MECNICO PROCEDE A REVISAR FALLA
ELABORACIN DE LA
ORDEN DE TRABAJO
OPERACIN INFORMA DE PROBLEMA
EN MQUINA PARA CORRECTIVO
DIAGRAMA DE FLUJO DE PROCESO DE ORDEN DE TRABAJO
Mecanico entraga solicitud a jefe de Taller con los datos completos
acerca de la repacin a finalizar la reparacin
Dependiendo del dao se envia a repara externamente al componenete
Toma de decisin
Mecanico reparaciones en base a orden de trabajo realiza ademas
de un chequeo completo del componenete. En caso de encontrar
otras fallas comunicara a Jefe de Taller dandole un estimado de
tiempo que tomara la reparacin adicional.
Jefe de taller asigna mecanico indicando detalles del
mantenimiento.
Coordinadores de produccin eleboran orden de trabajo y envian a
jefe de taller. En la cual establece prioridad que amerita dicho
mantenimiento
COMO
PROCEDIMIENTO PARA EL MANTENIMIENTO CORRECTIVO DE COMPONETES
USUARIO: PLANIFICADORES
Anexos
ANEXO # 4
108
Anexos
ANEXO # 5
SOLICITUD DE SERVICIO
109
Anexos
110
ANEXO # 6
DIAGRAMA DE PROCESO DE OPERACIONES ACTUAL
MANTENIMIENTO HECHO A CULATA EN EL TALLER
Desmontaje de la culata en el motor
Transportacin de la culata al area de Prelavado
Se remueve las vlvulas del cabezote
Inspeccin el estado de las Vlvulas
Inspeccin el estado de los rotadores
Se realiza la limpieza qumica de las culatas
Se enjuaga la culata con agua
Transportacin de la culata al area de taller
Se extrae la guas que no coincidan con los parmetros
10
Inspeccin de asientos
11
Extraccin de asientos deformados, fracturados y que no cumple parmetro
12
Limpieza de la base de los asientos
14
Instalar asientos nuevo o usados
15
Rectificacin de los asientos
16
Rectificacin de vlvulas con picaduras
17
Realizar prueba de azul de Prusia a las vlvulas
Anexos
18
Sopletear la culata
19
Realizar prueba de aire en vlvula Keene
20
Instalar la vlvulas
21
Inspeccin visual de resorte exteriores e interiores
22
Inspeccin de las cuas
23
Instalacin de los resortes con los rotadores
24
Tapar con tape de 2 todos los Agujeros
25
Pintar la culata
26
Informa al jefe de taller la finalizacin
111
Anexos
ANEXO # 7
DIAGRAMA DE PROCESO DE OPERACIONES PROPUESTO
MANTENIMIENTO HECHO A CULATA EN EL
TALLER
RESPONSABILIDAD
Mecanico de Motor
Desmontaje de la culata en el motor
Mecanico de Taller
Transportacin de la culata al area de Prelavado
Mecanico de Taller
Se remueve las vlvulas del cabezote
Mecanico de Taller
Inspeccin el estado de las Vlvulas
Tornero
Medicin del labio de cada vlvula
Mecanico de Taller
Inspeccin el estado de los rotadores
Mecanico de Taller
Se realiza la limpieza qumica de las culatas
Mecanico de Taller
Se enjuaga la culata con agua
Mecanico de Taller
Transportacin de la culata al area de taller
Lider
10
Se mide el dimetro interno de las guas de la vlvulas
Lider
11
Se extrae la guas que no coincidan con los parmetros
Mecanico
12
Medicin de los asientos
Lider
13
Inspeccin de asientos
14
Extraccin de asientos deformados, fracturados
y que no cumple parmetro
Mecanico de Taller
15
Limpieza de la base de los asientos
Mecanicos
16
Instalar asientos nuevo o usados
Mecanico
17
Rectificacin de los asientos
Lider
18
Medicin los asientos rectificado
Lider
112
Anexos
Mecanico de Taller
19
Rectificacin de vlvulas con picaduras
Mecanico de Taller
20
Medicin de las vlvulas rectificadas
Mecanico de Taller
21
Realizar prueba de azul de Prusia a las vlvulas
Mecanico de Taller
22
Sopletear la culata
Mecanico de Taller
23
Realizar prueba de aire en vlvula Keene
Mecanico de Taller
24
Instalar la vlvulas
Mecanico de Taller
25
Inspeccin visual de resorte exteriores e interiores
Mecanico de Taller
26
Realizar la prueba de fuerza en cada resorte
Lider
26
Inspeccin de las cuas
Mecanico
27
Instalacin de los resortes con los rotadores
Mecanico de Taller
28
Mecanico de Taller
28
Tapar con tape de 2 todos los Agujeros
Mecanico de Taller
30
Pintar la culata
Jefe de Taller
31
Informa al jefe de taller la finalizacin
113
Medicin de la altura de la superficie de la vlvula cerrada hasta la
superficie de la cabeza del cilindro
Anexos
ANEXO # 8
COSTO DEL SERVICIO DE GENERACIN ELCTRICA
114
Anexos
115
ANEXO # 9
COTIZACIN DE MQUINAS HERRAMIENTA
Cliente: Termoguayas Generation s.a.
Fecha: 16/01/2014
Contacto: Charles Johnson
Proforma: 1756
Cotizacin: Rectificadora de Vlvula y Asiento
Cant.
Descripcin
Costo
Rectificadora de Vlvula
$ 29.000,00
Rectificadora de Asiento
$19.750,50
TOTAL: $48.750,50
Tiempo de Entrega: 24 Horas despus de su Orden de Compra
Forma de Pago: Crdito 15 das
Atentamente:
Ing. Miguel Palacio.
Presidente Ejecutivo
Cdla. Urdenol 1 Calle principal Manzana 123 Villa 15 Telfono: 594 (3) 6543432
Guayaquil Ecuador
Anexos
116
ANEXO # 10
COTIZACIN DE INSTRUMENTO DE MEDICIN
Cliente: Termoguayas Generation s.a.
Fecha: 15/01/2014
Contacto: Charles Johnson
Proforma: 234
Cotizacin: Instrumento de Medicin
Cant.
Descripcin
Costo
CALIBRADOR DIGITAL PIE DE REY MITUTOYO 0-150
$ 178,05
GONIMETRO NALOGO MITUTOYO 0-50 mm
$ 124,50
DINAMMETRO MEDIDOR DE TENSIN DE RESORTE 0-15.
$ 3000,00
CALIBRADOR MEDIDOR DE GUA
$ 200,00
SUBTOTAL: $ 3502,55
12% IVA 0,00
TOTAL: 3502,55
Tiempo de Entrega: 24 Horas despus de su Orden de Compra
Forma de Pago: Crdito 15 das
Atentamente:
Christian Rojas T.
Presidente Ejecutivo
Cdla. Urdenol 1 Calle principal Manzana 123 Villa 15 Telfono: 594 (3) 6543432
Guayaquil - Ecuador
Anexos
117
ANEXO # 11
SERVICIO ECUATORIANO DE CAPACITACIN PROFESIONAL
CURSO DE CAPACITACIN DE TECNOLOGA BSICA DE
MECNICA AUTOMOTRIZ
1. Objetivo del Curso:
Aplicar tcnicas bsicas de mecnica automotriz considerando estandares
de calidad, normas ambientales y seguridad y salud en el trabajo.
2. Contenido del programa:
6. TECNOLOGA DE MATERIALES
7. METROLOGA
8. AJUSTE MECNICO
3. Duracin:
120 horas pedaggicas
4. Requisito:
Bachillerato, o conocimiento equivalentes.
5. Cmo financiar su inversin:
Inversin Normal: USD 200 por persona
Agradecemos de antemano la atencin y confianza brindada.
Saludos cordiales,
Tcnlg. Diana Cedeo M.
Direccin Administracin Central: Jos Arzaga E3-24 y Coronel Cndor
1800 SECAP - Quito - Ecuado
Anexos
ANEXO # 12
DIAGRAMA DE GANTT
118
BIBLIOGRAFA
Adam, E. E. (22 de Septiembre de 2012). www.google.com. Recuperado el
12 de 01 de 2014, de www.monografias.com/trabajo4/control-calidaddel-mantenimiento-preventivo/control-calidad-mantenimientopreventivo.shtml#ixzz2dmEynF3i
Arias Odon, F. G. (1999). El proyecto de Investigacin: Gua para su
elaboracin -- 3ra ed. Caracas: Episteme.
Industrial Risk, S. I. (2010). Estudio de Riesgo de daos a terceros.
Guayaquil.
Montoya, J. R. (2007). Desarrollo de planes de trabajo y procedimiento
aplicados en el rea de mquinas para el alcance de controles de
calidad en las actividades realizadas por el personal de
mantenimiento. Nicaragua: Manual de Procedimiento.
Pulido, H. G. (1997). Calidad Total y Productividad. Mxico: McGRAWHILL/INTERAMERICANA EDITORES; S.A. DE C.V.
Pulido, H. G. (Sugunda Edicin). Calidad Total y Productividad. 01376,
Mexico, D.F.: McGraw-Hill.
Você também pode gostar
- Gestion de Compras e InventariosDocumento26 páginasGestion de Compras e Inventariosalexander peña jAinda não há avaliações
- Tarea A (Unidad 1.2)Documento10 páginasTarea A (Unidad 1.2)Eddie GavilanezAinda não há avaliações
- Límites matemáticos: conceptos y aplicacionesDocumento21 páginasLímites matemáticos: conceptos y aplicacionesEric GarciaAinda não há avaliações
- Serie Corazón Justiciero 04 - en Sus BrazosDocumento336 páginasSerie Corazón Justiciero 04 - en Sus BrazosAngélica TrujílloAinda não há avaliações
- Sec PD ArtesVisuales3 AG-1Documento84 páginasSec PD ArtesVisuales3 AG-1Lupita Glez80% (5)
- Prueba de Lenguaje Quinto Básico InfografíasDocumento6 páginasPrueba de Lenguaje Quinto Básico InfografíasMichael Pinilla Cid100% (3)
- Kelb U1 A2 KacoDocumento8 páginasKelb U1 A2 KacoKarina Mar Car OlAinda não há avaliações
- Investigacion de Visual BasicDocumento26 páginasInvestigacion de Visual Basickrn_aledxis0% (1)
- Modulo de YoungDocumento9 páginasModulo de YoungJuan Sebastian gonzalezAinda não há avaliações
- Practica Gasto MasicoDocumento6 páginasPractica Gasto MasicoLuis Angel CamposAinda não há avaliações
- 13 DualidadDocumento1 página13 DualidadJom4rsAinda não há avaliações
- Traducción de Lenguaje Cotidiano A Lenguaje SimbólicoDocumento2 páginasTraducción de Lenguaje Cotidiano A Lenguaje SimbólicoChikilina NarvaezAinda não há avaliações
- Electrostática AsimovDocumento6 páginasElectrostática AsimovDaniel Porretti100% (1)
- Inferencia Estadistica PDFDocumento49 páginasInferencia Estadistica PDFOceansoul de ArnAinda não há avaliações
- 2do. Problemario ElctromagnetismoDocumento35 páginas2do. Problemario ElctromagnetismoFerAinda não há avaliações
- Métodos de Resolución de Sistemas de Ecuaciones Lu y LduDocumento5 páginasMétodos de Resolución de Sistemas de Ecuaciones Lu y LduPatrick Apmr50% (2)
- Problemas Campo ElectricoDocumento4 páginasProblemas Campo Electricoyohan ramirez100% (1)
- Guia de Efecto JouleDocumento7 páginasGuia de Efecto JouleJhonatan ArenasAinda não há avaliações
- Graficas de La FemDocumento4 páginasGraficas de La FemhugoAinda não há avaliações
- Unidad 3-1 PDFDocumento104 páginasUnidad 3-1 PDFỲḕẛếȓṧỏǹ ČħāpḁrřǒAinda não há avaliações
- La Seguridad y La Fuente de AlimentaciónDocumento12 páginasLa Seguridad y La Fuente de AlimentaciónAmancio MarínAinda não há avaliações
- UTA Química informeDocumento21 páginasUTA Química informeAlejandro BalladaresAinda não há avaliações
- Taller 2 PotencialDocumento1 páginaTaller 2 PotencialLuis Carlos DiazAinda não há avaliações
- Unidades y Estandarización en la IngenieríaDocumento13 páginasUnidades y Estandarización en la IngenieríaTatiana Vallejo DocenteAinda não há avaliações
- Instrumentos, Errores, Constraste de Amperimetro y VoltimetroDocumento7 páginasInstrumentos, Errores, Constraste de Amperimetro y VoltimetroFrank Dudesons100% (1)
- Aplicaciones A Los Circuitos EléctricosDocumento3 páginasAplicaciones A Los Circuitos EléctricosJhairo SevillanoAinda não há avaliações
- Ley de Senos y CosenosDocumento18 páginasLey de Senos y CosenosAJ ChangAinda não há avaliações
- La Importancia de La Ingenieria para El Futuro de MexicoDocumento5 páginasLa Importancia de La Ingenieria para El Futuro de MexicoArturo Muñoz0% (1)
- Capitulo 7 Profe MateosDocumento21 páginasCapitulo 7 Profe MateosEdic AbundezAinda não há avaliações
- Funcionamiento del diodo y efectos de la temperatura en su corriente de saturación (IS) y tensión directaDocumento19 páginasFuncionamiento del diodo y efectos de la temperatura en su corriente de saturación (IS) y tensión directaCristian Daniel Gonzalez RodriguezAinda não há avaliações
- Ejercicio de FisicaDocumento2 páginasEjercicio de FisicaEduardo Canto0% (1)
- Teorema Fundamental de Las Integrales de LineasDocumento5 páginasTeorema Fundamental de Las Integrales de LineasRuben Antonio CastellonAinda não há avaliações
- TC Ib 20212 Pec2Documento8 páginasTC Ib 20212 Pec2BycrakerAinda não há avaliações
- Ensayo Colombia Ante La GlobalizacionDocumento4 páginasEnsayo Colombia Ante La GlobalizacionLuci Javela FiriguaAinda não há avaliações
- Interruptores NeumáticosDocumento3 páginasInterruptores Neumáticossurvivalsherman4100% (1)
- Numeros ComplejosDocumento42 páginasNumeros Complejosdmxblack0% (1)
- Movimiento Parabolico ExperimentoDocumento3 páginasMovimiento Parabolico ExperimentoWendyAinda não há avaliações
- Historia ESIME AZC IPN Humanidades 1Documento17 páginasHistoria ESIME AZC IPN Humanidades 1Alex GtzAinda não há avaliações
- LeyesKirchhoffDocumento15 páginasLeyesKirchhoffNA Tarazona ValverdeAinda não há avaliações
- Sistemas Numéricos PDFDocumento10 páginasSistemas Numéricos PDFAndres GomezAinda não há avaliações
- Encuesta empleadores MVZ 40Documento5 páginasEncuesta empleadores MVZ 40vmedi917Ainda não há avaliações
- Fisica 2 ParteDocumento88 páginasFisica 2 Partepaulcesarfim6840Ainda não há avaliações
- Micro 2Documento4 páginasMicro 2Miguel Angel Mata BaezAinda não há avaliações
- INDICESDocumento4 páginasINDICESBikes TripAinda não há avaliações
- Aplicaciones Flip Flop Tipo DDocumento8 páginasAplicaciones Flip Flop Tipo DherguamuAinda não há avaliações
- Probabilidad en La Ingeniería ElectrónicaDocumento17 páginasProbabilidad en La Ingeniería ElectrónicaLuis Alejandro PascuazaAinda não há avaliações
- TICS TEMA 2 Electrodinamica Corregido HDMEDocumento72 páginasTICS TEMA 2 Electrodinamica Corregido HDMEHector MurilloAinda não há avaliações
- Práctica 8, Transformador y Su EficienciaDocumento16 páginasPráctica 8, Transformador y Su Eficienciadragonalfa16Ainda não há avaliações
- Practica 6Documento9 páginasPractica 6Eduardo BeltranAinda não há avaliações
- Sensor InductivoDocumento9 páginasSensor InductivoCalixto Bravo IsidroAinda não há avaliações
- Capitulo 3.keyDocumento96 páginasCapitulo 3.keyEsteban VargasAinda não há avaliações
- Laboratorio 1 Circuitos ElectricosDocumento18 páginasLaboratorio 1 Circuitos Electricosrenzo0% (1)
- Ecuaciones Diferenciales 2Documento4 páginasEcuaciones Diferenciales 2santiago castelblancoAinda não há avaliações
- Proyecto AlgebraDocumento15 páginasProyecto Algebrazeus cancimanceAinda não há avaliações
- Laboratorio Circuito RLCDocumento15 páginasLaboratorio Circuito RLCWilliam EspitiaAinda não há avaliações
- Contador Decimal de Dos Digigitos en 7 Segmentos Usando MultiplexacionDocumento7 páginasContador Decimal de Dos Digigitos en 7 Segmentos Usando MultiplexacionPlc PlcAinda não há avaliações
- Experimento 4Documento8 páginasExperimento 4Anonymous uOA6EnV3BTAinda não há avaliações
- MEP1 - 13 - T - Traduccion Del Libro Español Con Codigo ScilabDocumento16 páginasMEP1 - 13 - T - Traduccion Del Libro Español Con Codigo ScilabLiesel RodríguezAinda não há avaliações
- Cuestionario UEII PSI P62 - Revisión Del IntentoDocumento2 páginasCuestionario UEII PSI P62 - Revisión Del IntentoAlex ImbaquingoAinda não há avaliações
- Circuitos eléctricos en el dominio de la frecuenciaDocumento29 páginasCircuitos eléctricos en el dominio de la frecuenciaDiego Gonzalez CruzAinda não há avaliações
- Análisis Del Comportamiento de Los Generadores y Motores de Corriente Continua PDFDocumento8 páginasAnálisis Del Comportamiento de Los Generadores y Motores de Corriente Continua PDFWALTER DAVID TAPIA HERNÁNDEZAinda não há avaliações
- Fisica Electromagnetica Taller 1Documento2 páginasFisica Electromagnetica Taller 1Eduard Fabian Orozco Coronel67% (3)
- Cuarta MasaDocumento212 páginasCuarta Masapaquirriquimica100% (2)
- API 510 Tesis de Grado UisDocumento116 páginasAPI 510 Tesis de Grado UisMauricio Alexander MantillaAinda não há avaliações
- Trabajo SustitutivoDocumento11 páginasTrabajo Sustitutivojonathan alexander silveira floresAinda não há avaliações
- Guía intro MEGA subida archivosDocumento9 páginasGuía intro MEGA subida archivosBriano ErazoAinda não há avaliações
- Acceso WebinarsDocumento6 páginasAcceso WebinarsKlebher IzaAinda não há avaliações
- Acceso WebinarsDocumento6 páginasAcceso WebinarsKlebher IzaAinda não há avaliações
- MF 2 Organizacion de Las TareasDocumento23 páginasMF 2 Organizacion de Las TareasKlebher IzaAinda não há avaliações
- AA2nGuianaprendizajenV1 51605604badc04eDocumento4 páginasAA2nGuianaprendizajenV1 51605604badc04eKlebher IzaAinda não há avaliações
- Tramite 1Documento3 páginasTramite 1Klebher IzaAinda não há avaliações
- Tramite 6Documento3 páginasTramite 6Klebher IzaAinda não há avaliações
- Material de Formación 1 SENA What Happened? / ¿Qué Sucedió?Documento25 páginasMaterial de Formación 1 SENA What Happened? / ¿Qué Sucedió?Adriana CastañedaAinda não há avaliações
- Sesión 5-Detalles ConstructivosDocumento54 páginasSesión 5-Detalles ConstructivosKlebher IzaAinda não há avaliações
- Dirección Estratégica E - Notas 39Documento1 páginaDirección Estratégica E - Notas 39Klebher IzaAinda não há avaliações
- Comunicado Estudiantes Facultad Empresa y Comunicacion - Examenes-2Documento1 páginaComunicado Estudiantes Facultad Empresa y Comunicacion - Examenes-2Klebher IzaAinda não há avaliações
- Doming: Síganme, y Los Haré Pescadores de HombresDocumento5 páginasDoming: Síganme, y Los Haré Pescadores de HombresJosé Andrés González AnteleAinda não há avaliações
- Dirección Estratégica E - Notas 49Documento1 páginaDirección Estratégica E - Notas 49Klebher IzaAinda não há avaliações
- MinimoDocumento3 páginasMinimoKlebher IzaAinda não há avaliações
- Dirección Estratégica E - Notas 49Documento2 páginasDirección Estratégica E - Notas 49Klebher Iza100% (1)
- OFERENTE6Documento6 páginasOFERENTE6Klebher IzaAinda não há avaliações
- Dirección Estratégica E - Notas 49Documento2 páginasDirección Estratégica E - Notas 49Klebher Iza100% (1)
- Guia de Aprendizaje 1Documento10 páginasGuia de Aprendizaje 1sandra julieth alvarez sernaAinda não há avaliações
- DesayunoDocumento1 páginaDesayunoKlebher IzaAinda não há avaliações
- Generadores y CentralesDocumento22 páginasGeneradores y CentralesKlebher IzaAinda não há avaliações
- La OraDocumento1 páginaLa OraKlebher IzaAinda não há avaliações
- Procedimiento endodoncia accesoDocumento2 páginasProcedimiento endodoncia accesoKlebher Iza100% (1)
- OFERENTE3Documento5 páginasOFERENTE3Klebher IzaAinda não há avaliações
- OFERENTE1Documento3 páginasOFERENTE1Klebher IzaAinda não há avaliações
- OFERENTE3Documento5 páginasOFERENTE3Klebher IzaAinda não há avaliações
- OFERENTE5Documento1 páginaOFERENTE5Klebher IzaAinda não há avaliações
- OFERENTE5Documento1 páginaOFERENTE5Klebher IzaAinda não há avaliações
- Me TodosDocumento2 páginasMe TodosKlebher IzaAinda não há avaliações
- Validez y FiabilidadDocumento1 páginaValidez y FiabilidadKlebher IzaAinda não há avaliações
- Kimberly GarciaDocumento2 páginasKimberly GarciaKlebher IzaAinda não há avaliações
- Preservativos naturales látex CE marcaDocumento2 páginasPreservativos naturales látex CE marcaHuillca Medrano MaelAinda não há avaliações
- Infeccion Puerperal 2Documento24 páginasInfeccion Puerperal 2Kevin RiofrioAinda não há avaliações
- Hipoglucemia neonatal: actualización sobre controversias y recomendacionesDocumento10 páginasHipoglucemia neonatal: actualización sobre controversias y recomendacionesYasha ROAinda não há avaliações
- Manejo TraumaDocumento2 páginasManejo TraumaJuan Jose Zambrano ValenzuelaAinda não há avaliações
- Cuadro Comparativo, Diferencias y AnalisisDocumento4 páginasCuadro Comparativo, Diferencias y AnalisisBrandon Avilés0% (1)
- Diseño de Una Maquina Trituradora de Plastico PetDocumento31 páginasDiseño de Una Maquina Trituradora de Plastico PetMaria Elvira Beleño SaenzAinda não há avaliações
- Informe Daltonimso IkiamDocumento7 páginasInforme Daltonimso IkiamCristian Daniel Quiroz MorenoAinda não há avaliações
- Cáncer de Páncreas y CarcinomaDocumento29 páginasCáncer de Páncreas y CarcinomaJuan ArgentAinda não há avaliações
- Reporte de Encuesta Covid-19Documento4 páginasReporte de Encuesta Covid-19Klaudia Ivtt PSAinda não há avaliações
- 1ra. Práctica Calificada Vac AnalisisEstructural I 2021 - 00 280121Documento2 páginas1ra. Práctica Calificada Vac AnalisisEstructural I 2021 - 00 280121oscarjosuevmAinda não há avaliações
- Etn 1038 CdmaDocumento42 páginasEtn 1038 CdmaJOELAinda não há avaliações
- Historias Con Perros y GatosDocumento15 páginasHistorias Con Perros y GatosSoledad ZanninoAinda não há avaliações
- Análisis de heces para diagnóstico médicoDocumento6 páginasAnálisis de heces para diagnóstico médicoSilvana Rodelo0% (1)
- Malla Curricular Ciencias 2013 Biologia Quimica y FisicaDocumento13 páginasMalla Curricular Ciencias 2013 Biologia Quimica y Fisicadarkan22Ainda não há avaliações
- Infografía Sobre El Cuidado Del Agua Ilustrada Moderna Verde y AzulDocumento1 páginaInfografía Sobre El Cuidado Del Agua Ilustrada Moderna Verde y AzulMelany RoblesAinda não há avaliações
- Informe de Experimentación de Física-Carril de AireDocumento3 páginasInforme de Experimentación de Física-Carril de AireCarlos Andres PeñaAinda não há avaliações
- Jesús ya ha establecido su reinoDocumento1 páginaJesús ya ha establecido su reinoIsmael FigueroaAinda não há avaliações
- Adivinanzas - para Niños Con Respuestas. 12 - 10 - 10Documento3 páginasAdivinanzas - para Niños Con Respuestas. 12 - 10 - 10LIPANURUAinda não há avaliações
- Informe Promocion Anticipada 2020Documento105 páginasInforme Promocion Anticipada 2020Nardelly olayaAinda não há avaliações
- Climas BDocumento28 páginasClimas Balberto100% (1)
- GSA: El Riesgo Oculto en Los (Re) Encuentros. Barbara GonyoDocumento11 páginasGSA: El Riesgo Oculto en Los (Re) Encuentros. Barbara GonyoGavi CanoAinda não há avaliações
- Rne Grupo 14Documento6 páginasRne Grupo 14VALERY RENGIFOAinda não há avaliações
- Historia Clínica MédicaDocumento6 páginasHistoria Clínica MédicaRigoberto TorresAinda não há avaliações
- Nueva Calle: Plano Topografico de Campo Deportivo Recreacional - Acobamba-HvcaDocumento1 páginaNueva Calle: Plano Topografico de Campo Deportivo Recreacional - Acobamba-HvcaLina ApumaytaAinda não há avaliações
- GUIA CLASE 6 CN 7°Documento5 páginasGUIA CLASE 6 CN 7°Anaz SaaAinda não há avaliações