Você também pode gostar
- ASSAB PM 23 SuperClean Brochure English PDFDocumento12 páginasASSAB PM 23 SuperClean Brochure English PDFnithiAinda não há avaliações
- Assab - XW 10 D20140711Documento8 páginasAssab - XW 10 D20140711Orlando CellanAinda não há avaliações
- Optimized Die Steel Reference GuideDocumento16 páginasOptimized Die Steel Reference GuideKeattikhun ChaichanaAinda não há avaliações
- Asaab 8407 - 2MDocumento11 páginasAsaab 8407 - 2MPrabath MadusankaAinda não há avaliações
- Corrax D20140714Documento8 páginasCorrax D20140714mj_davis04Ainda não há avaliações
- Aisi A2: Cold Work Tool SteelDocumento21 páginasAisi A2: Cold Work Tool SteelRahul NambiarAinda não há avaliações
- Calmax D20140711 PDFDocumento12 páginasCalmax D20140711 PDFSinan YıldızAinda não há avaliações
- Assab - XW 42 150216Documento8 páginasAssab - XW 42 150216Rachmadi NorcahyoAinda não há avaliações
- A New Die Material For Longer Service LifeDocumento12 páginasA New Die Material For Longer Service LifeLuis SantosAinda não há avaliações
- Aisi D2: Cold Work Tool SteelDocumento7 páginasAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoAinda não há avaliações
- Assab MaterialDocumento8 páginasAssab MaterialFadzlly Abd JalilAinda não há avaliações
- Assab Stavax EsrDocumento6 páginasAssab Stavax EsrAnonymous Wi2Pd2UgPIAinda não há avaliações
- LSS A286Documento2 páginasLSS A286anhntran4850Ainda não há avaliações
- High Speed Steel: GMTC GMTCDocumento3 páginasHigh Speed Steel: GMTC GMTCpvdangAinda não há avaliações
- GB Grade Asp 2060Documento2 páginasGB Grade Asp 2060João MirandaAinda não há avaliações
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocumento2 páginasAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriAinda não há avaliações
- PB Uddeholm Calmax EnglishDocumento12 páginasPB Uddeholm Calmax EnglishxulubAinda não há avaliações
- Specification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelDocumento2 páginasSpecification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelBalaji RGAinda não há avaliações
- Uddeholm Qro90supremeDocumento12 páginasUddeholm Qro90supremeDarwin Anderson GAinda não há avaliações
- 440C DS LatrobeDocumento2 páginas440C DS LatrobedaymonAinda não há avaliações
- D2 Tool Steel: CompositionDocumento2 páginasD2 Tool Steel: CompositionsabahatAinda não há avaliações
- S 700Documento12 páginasS 700HeiderHuertaAinda não há avaliações
- PB Uddeholm Sverker 21 EnglishDocumento12 páginasPB Uddeholm Sverker 21 EnglishulfwisenAinda não há avaliações
- 17-7 PH Data BulletinDocumento16 páginas17-7 PH Data Bulletinmeckup123Ainda não há avaliações
- PB Uddeholm Sleipner EnglishDocumento12 páginasPB Uddeholm Sleipner EnglishAlfya ChinikamwalaAinda não há avaliações
- Post WeldDocumento4 páginasPost WelddanemsalAinda não há avaliações
- High-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCDocumento3 páginasHigh-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCpvdangAinda não há avaliações
- Yss Tool Steels BDocumento77 páginasYss Tool Steels BneramjanAinda não há avaliações
- YSS Die Casting Die MaterialDocumento14 páginasYSS Die Casting Die MaterialVishal BalkwadeAinda não há avaliações
- Bohler - w302 SuperiorDocumento8 páginasBohler - w302 SuperiorHugo Mario Ariza Palacio100% (1)
- Datasheet Sandvik 12c27 enDocumento4 páginasDatasheet Sandvik 12c27 enRizqi D. KurniantoAinda não há avaliações
- Top Tool Steel for Cold FormingDocumento9 páginasTop Tool Steel for Cold FormingJim ToddAinda não há avaliações
- Dac BDocumento15 páginasDac BArief BudimanAinda não há avaliações
- SURFACE HEAT TREATMENT PROCESSESDocumento48 páginasSURFACE HEAT TREATMENT PROCESSESnaseema shaikAinda não há avaliações
- Ur 45 NDocumento8 páginasUr 45 NpauldidiAinda não há avaliações
- EN26Documento3 páginasEN26Moldoveanu TeodorAinda não há avaliações
- Material 1.2379 - X153CrMoV12Documento1 páginaMaterial 1.2379 - X153CrMoV12johnnydoe90Ainda não há avaliações
- High-Wear Chromium SteelDocumento1 páginaHigh-Wear Chromium SteelTürker AstarlioğluAinda não há avaliações
- 316/316L Stainless Steel Spec SheetDocumento3 páginas316/316L Stainless Steel Spec SheetLinnie McleodAinda não há avaliações
- Duraplate Uhs EnglishDocumento4 páginasDuraplate Uhs EnglishLuis JaraAinda não há avaliações
- Material Info - HSS M-42Documento4 páginasMaterial Info - HSS M-42ਗਗਨ ਜੋਤAinda não há avaliações
- Product Texts: P:Partial BreakDocumento8 páginasProduct Texts: P:Partial BreakDridi BadredineAinda não há avaliações
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Documento2 páginasSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.Ainda não há avaliações
- CRDocumento8 páginasCRErfan EffendyAinda não há avaliações
- PB Alumec EnglishDocumento12 páginasPB Alumec EnglishByron RodriguezAinda não há avaliações
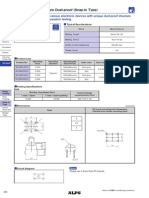
- 6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeDocumento5 páginas6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeshyhuAinda não há avaliações
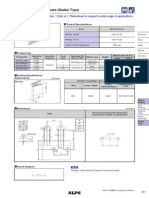
- 7.8mm Square (Radial Type) : Varieties of 1mm, 1.2mm or 1.75mm-Travel To Support A Wide Range of ApplicationsDocumento3 páginas7.8mm Square (Radial Type) : Varieties of 1mm, 1.2mm or 1.75mm-Travel To Support A Wide Range of ApplicationsshyhuAinda não há avaliações
- Hoja de Especificaciones Del Acero T-410Documento2 páginasHoja de Especificaciones Del Acero T-410cristobal_tl2277Ainda não há avaliações
- 25% Cr Heat Resistant Stainless Steel SIRIUS 314Documento4 páginas25% Cr Heat Resistant Stainless Steel SIRIUS 314Víctor SandovskyAinda não há avaliações
- dsS35VNrev12010 PDFDocumento2 páginasdsS35VNrev12010 PDFWesley BrownAinda não há avaliações
- LSS 420 MQDocumento2 páginasLSS 420 MQd3xterAinda não há avaliações
- UR45 NPlusDocumento4 páginasUR45 NPlusMaiara Lima PereiraAinda não há avaliações
- Acero A11Documento2 páginasAcero A11Jose LuisAinda não há avaliações
- UR35NDocumento4 páginasUR35NricardodelatorreAinda não há avaliações
- YSS Cold Working Die PDFDocumento11 páginasYSS Cold Working Die PDFHoang Le VuAinda não há avaliações
- Dura-Plate UHS Epoxy - JSP PDFDocumento4 páginasDura-Plate UHS Epoxy - JSP PDFNageswara Rao BavisettyAinda não há avaliações
- Snap-in Tact Switch Specs and Soldering GuideDocumento3 páginasSnap-in Tact Switch Specs and Soldering GuideshyhuAinda não há avaliações
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNo EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNota: 5 de 5 estrelas5/5 (1)
- Astm A194 p1Documento1 páginaAstm A194 p1nithiAinda não há avaliações
- Astm A193 p1Documento1 páginaAstm A193 p1nithiAinda não há avaliações
- As1237 1 2002 PDFDocumento8 páginasAs1237 1 2002 PDFnithi100% (1)
- ASSAB PM 30 SuperClean Brochure EnglishDocumento12 páginasASSAB PM 30 SuperClean Brochure EnglishnithiAinda não há avaliações
- BS 970 SteelsDocumento8 páginasBS 970 SteelsTamal Guha100% (2)
- BS 4320 1968 Metal Washers Engineering MetricDocumento18 páginasBS 4320 1968 Metal Washers Engineering MetricAndy TaylorAinda não há avaliações
- BS 4320 1968 Metal Washers Engineering MetricDocumento18 páginasBS 4320 1968 Metal Washers Engineering MetricAndy TaylorAinda não há avaliações
- ASSAB PM 60 SuperClean Brochure English PDFDocumento12 páginasASSAB PM 60 SuperClean Brochure English PDFnithiAinda não há avaliações
- BS 4464-1969 Spring Washer PDFDocumento15 páginasBS 4464-1969 Spring Washer PDFnithi100% (2)
- NSK CAT E3162c LHLS PDFDocumento23 páginasNSK CAT E3162c LHLS PDFnithiAinda não há avaliações
- ASSAB PM 30 SuperClean Brochure EnglishDocumento12 páginasASSAB PM 30 SuperClean Brochure EnglishnithiAinda não há avaliações
- ASTM F436 Properties PDFDocumento1 páginaASTM F436 Properties PDFnithiAinda não há avaliações
- NL Washers Product BrochureDocumento16 páginasNL Washers Product Brochuresundar_s_2kAinda não há avaliações
- ASSAB PM 60 SuperClean Brochure English PDFDocumento12 páginasASSAB PM 60 SuperClean Brochure English PDFnithiAinda não há avaliações
- Module-4 Ec Chy1701 Dr. R. SaravanakumarDocumento106 páginasModule-4 Ec Chy1701 Dr. R. SaravanakumarSubikshaa S V 19BCE1584Ainda não há avaliações
- Manikandan 2019 Enhancing The Optical and Thermal e PDFDocumento17 páginasManikandan 2019 Enhancing The Optical and Thermal e PDFPedro Reynaldo MartinezAinda não há avaliações
- 2019 Book Carbon-ContainingPolymerComposDocumento582 páginas2019 Book Carbon-ContainingPolymerComposAna SilvaAinda não há avaliações
- Vapor Deposition ChemicalDocumento30 páginasVapor Deposition ChemicalJohn JosephAinda não há avaliações
- Semiconductor Fabircation FacilitiesDocumento38 páginasSemiconductor Fabircation Facilitiesdg ds100% (2)
- Berhane Temelso Et Al - High-Level Ab Initio Studies of Hydrogen Abstraction From Prototype Hydrocarbon SystemsDocumento39 páginasBerhane Temelso Et Al - High-Level Ab Initio Studies of Hydrogen Abstraction From Prototype Hydrocarbon SystemsOmsadsiAinda não há avaliações
- Synthesis of Carbon Nanotubes by Chemical Vapor DepositionsDocumento24 páginasSynthesis of Carbon Nanotubes by Chemical Vapor DepositionsGovarthananAinda não há avaliações
- Sangabattula - Lokesh - Motivation Letter - 1998-08-14Documento2 páginasSangabattula - Lokesh - Motivation Letter - 1998-08-14Lokesh SangabattulaAinda não há avaliações
- Industrial Application of CVD and PVDDocumento18 páginasIndustrial Application of CVD and PVDYong Jae Kwon50% (2)
- TALAT Lecture 5205: Plating On AluminiumDocumento19 páginasTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- Preparation Methods of Thermoluminescent Materials For Dosimetric Application - An OvervieDocumento5 páginasPreparation Methods of Thermoluminescent Materials For Dosimetric Application - An Overvieles230994Ainda não há avaliações
- Mechanical Properties of Ion-Plated Tin Films On Aisi D2 SteelDocumento9 páginasMechanical Properties of Ion-Plated Tin Films On Aisi D2 SteelArief RachmanAinda não há avaliações
- Sol-Gel Synthesis of Zinc Oxide Nanoparticles Using Citrus Aurantifolia ExtractsDocumento4 páginasSol-Gel Synthesis of Zinc Oxide Nanoparticles Using Citrus Aurantifolia ExtractsAnonymous ix7WERGAinda não há avaliações
- Application of Physical Vapour Deposition and Chemical Vapour Deposition For Industrial ComponentsDocumento6 páginasApplication of Physical Vapour Deposition and Chemical Vapour Deposition For Industrial ComponentsyashvantAinda não há avaliações
- 1.11 Ceramic MembranesDocumento28 páginas1.11 Ceramic Membranesfzl123007Ainda não há avaliações
- Electronic Science SampleDocumento48 páginasElectronic Science SampleDiwakar Entertainment DoseAinda não há avaliações
- CVD Processes ExplainedDocumento14 páginasCVD Processes ExplainedstansilawAinda não há avaliações
- Overview of Doctoral Theses On Atomic Layer Deposition Collected in The Virtual Project On The History of ALD AF5-MoP2 - Puurunen - VPHA-ALD2019 - v07Documento1 páginaOverview of Doctoral Theses On Atomic Layer Deposition Collected in The Virtual Project On The History of ALD AF5-MoP2 - Puurunen - VPHA-ALD2019 - v07Eero IiskolaAinda não há avaliações
- EagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016Documento8 páginasEagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016vicAinda não há avaliações
- Vacuum Technology Book II Part 3 3 PDFDocumento399 páginasVacuum Technology Book II Part 3 3 PDFdilsonramosAinda não há avaliações
- ULSI (Nano) Fabrication: 1 GirijaDocumento48 páginasULSI (Nano) Fabrication: 1 GirijaSHAIK MUSTHAFAAinda não há avaliações
- 1 Fabrication 20130218 PDFDocumento108 páginas1 Fabrication 20130218 PDFAjay kr PradhanAinda não há avaliações
- This Set of VLSI Multiple Choice QuestionsDocumento20 páginasThis Set of VLSI Multiple Choice QuestionsSujith Mrinal100% (3)
- Hw01 Semiconductor EngineeringDocumento11 páginasHw01 Semiconductor Engineeringakki11111Ainda não há avaliações
- Graphene and Graphene Oxide - Synthesis, Properties and ApplicationDocumento19 páginasGraphene and Graphene Oxide - Synthesis, Properties and ApplicationMọt SáchAinda não há avaliações
- Progressive Utilisation Prospects of Coal Fly Ash A ReviewDocumento36 páginasProgressive Utilisation Prospects of Coal Fly Ash A ReviewDivakar SaiAinda não há avaliações
- Membrane Separation Technology in Carbon Capture: Ming ZhaoDocumento34 páginasMembrane Separation Technology in Carbon Capture: Ming ZhaococoAinda não há avaliações
- Technology SiCDocumento54 páginasTechnology SiCAhmet YiğitAinda não há avaliações
- Equipment EngineerDocumento4 páginasEquipment Engineerapi-78907149Ainda não há avaliações
- Silicon EpitaxyDocumento33 páginasSilicon EpitaxyAkanksha BhardwajAinda não há avaliações