Você também pode gostar
- El Señor de Las Sombras - Biografia - de Alvaro Uribe VelezDocumento260 páginasEl Señor de Las Sombras - Biografia - de Alvaro Uribe VelezbienserAinda não há avaliações
- Metalografía ProtocoloDocumento23 páginasMetalografía ProtocoloZiviz RodriguezAinda não há avaliações
- Memoria de Cálculo Estructura MALLA RASCHELLDocumento12 páginasMemoria de Cálculo Estructura MALLA RASCHELLJuan Carlos100% (1)
- Consejos de Un Experto para El Montaje de EstructurasDocumento19 páginasConsejos de Un Experto para El Montaje de EstructurasFelipe Díaz FloresAinda não há avaliações
- Preguntas y Respuestas de SoldaduraDocumento27 páginasPreguntas y Respuestas de Soldadurajose75% (16)
- Curso de Soldadura FCAWDocumento12 páginasCurso de Soldadura FCAWJavier Pajares Bojorquez100% (2)
- Fundamentos de Diseño Gráfico - Formas BásicasDocumento12 páginasFundamentos de Diseño Gráfico - Formas BásicasNicida Malca86% (14)
- Manual de Inspección de Soldadura OSA (Parte 1)Documento40 páginasManual de Inspección de Soldadura OSA (Parte 1)alfredo dominguez dominguez100% (1)
- Como Hacer Un Rack de MetalDocumento4 páginasComo Hacer Un Rack de MetalIng Joaquín ToledoAinda não há avaliações
- Procedimiento Fabricacion Pec-Ccm-001Documento18 páginasProcedimiento Fabricacion Pec-Ccm-001Orlando Acurero Garcia100% (1)
- Manual de operación y mantenimiento del gasoducto y tren de gas naturalDocumento68 páginasManual de operación y mantenimiento del gasoducto y tren de gas naturalAnonymous fprcuxfm100% (1)
- Ensayos No DestructivosDocumento176 páginasEnsayos No DestructivosPierre Ramirez100% (1)
- Procedimiento ClavoDocumento9 páginasProcedimiento ClavoDiego Alberto Salazar PalaciosAinda não há avaliações
- Normas y Guias de HSE en EspañolDocumento105 páginasNormas y Guias de HSE en Españolchapulincolorado100% (1)
- Lista de SoldadoresDocumento1 páginaLista de SoldadoresFernando Alex Romero GomezAinda não há avaliações
- Folleto Recuperación de PiezasDocumento119 páginasFolleto Recuperación de PiezasManuel López Miranda100% (3)
- WPS-0001-FCAWDocumento1 páginaWPS-0001-FCAWAnthonyCardenasAinda não há avaliações
- Electrodos RevestidosDocumento7 páginasElectrodos Revestidosrobert14sil67% (3)
- Norma AWWA Revestimientos PoliolefinicosDocumento14 páginasNorma AWWA Revestimientos PoliolefinicosJuan Carlos Contreras CherresAinda não há avaliações
- 02.procedimiento Montaje Cañeria - 1Documento7 páginas02.procedimiento Montaje Cañeria - 1Yovani Medina Muñoz100% (1)
- Equipo de Medidor de Espesor de Pintura. ELCOMETERDocumento2 páginasEquipo de Medidor de Espesor de Pintura. ELCOMETERJulian pariona100% (1)
- ENSAYOS NO DESTRUCTIVOS Introducción PDFDocumento63 páginasENSAYOS NO DESTRUCTIVOS Introducción PDFANdreaVergaraArenasAinda não há avaliações
- Tecnologia de La Soldadura Parte 1Documento36 páginasTecnologia de La Soldadura Parte 1Ricardo Rebolledo Vega100% (1)
- Procedimiento de Inspeccion VisualDocumento20 páginasProcedimiento de Inspeccion Visualsamyvega100% (1)
- Puentes de Acero EstructuralDocumento58 páginasPuentes de Acero EstructuralCarleetho Lopez100% (5)
- Inspector CURSO SOLDADURADocumento227 páginasInspector CURSO SOLDADURAyeraldin arias vargasAinda não há avaliações
- Integridad Mecanica Cabezales Generador ElectricoDocumento16 páginasIntegridad Mecanica Cabezales Generador Electriconecio77100% (1)
- Las Posiciones de Soldadura - docx6GRDocumento11 páginasLas Posiciones de Soldadura - docx6GRjoscruz07m29Ainda não há avaliações
- Maquimetals S.A.C. soluciones metalmecánicasDocumento7 páginasMaquimetals S.A.C. soluciones metalmecánicasJorge A. Chuman CorneteroAinda não há avaliações
- Trabajo Metal Corte TermicoDocumento14 páginasTrabajo Metal Corte TermicoJavierAinda não há avaliações
- OmniScan TOFD ES A4 201502Documento4 páginasOmniScan TOFD ES A4 201502Victor Antonio Diaz FaundezAinda não há avaliações
- Catalogo de Pal Pad Ores KBDocumento33 páginasCatalogo de Pal Pad Ores KBMarcos Emf100% (1)
- ASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDocumento14 páginasASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDAVILADIAZAinda não há avaliações
- Ing-Pc-011procedimiento Torqueo de Esparragos en Juntas BridadasDocumento15 páginasIng-Pc-011procedimiento Torqueo de Esparragos en Juntas BridadasJhon RozoAinda não há avaliações
- 007 Procedimiento de Ensayos Radiográfico de SoldadurasDocumento11 páginas007 Procedimiento de Ensayos Radiográfico de Soldadurasfanny_farias_3Ainda não há avaliações
- SUMITEN780SDocumento42 páginasSUMITEN780SLuis Chiara LoayzaAinda não há avaliações
- Procesos de Manufactura Modelado de Piezas MetálicasDocumento28 páginasProcesos de Manufactura Modelado de Piezas MetálicasAlbert Luis HerreraAinda não há avaliações
- 2050Documento101 páginas2050Espacio UniversitarioAinda não há avaliações
- Inspeccion Visual ASME VDocumento1 páginaInspeccion Visual ASME VivanbfAinda não há avaliações
- WPS - Especificaciones en El Proceso de Soldadura y Registro de Calificación Del SoldadorDocumento14 páginasWPS - Especificaciones en El Proceso de Soldadura y Registro de Calificación Del SoldadorAndrés RocaAinda não há avaliações
- Accesorios de Hierro DúctilDocumento59 páginasAccesorios de Hierro DúctilNorides ChiariAinda não há avaliações
- AWS D1.1-2004 AlcancesDocumento41 páginasAWS D1.1-2004 AlcancesmarcoedgAinda não há avaliações
- Arco SumergidoDocumento20 páginasArco SumergidoYupanqui RicardoAinda não há avaliações
- 1020ha74 Es r4Documento78 páginas1020ha74 Es r4Kaliz KalizAinda não há avaliações
- Prefabricacion y Montaje de Tuberias MecanicasDocumento4 páginasPrefabricacion y Montaje de Tuberias MecanicasOlga Diamar Moreno HernandezAinda não há avaliações
- WTC 140Documento1 páginaWTC 140Cv JjAinda não há avaliações
- PR-OP-006 (Corte y Biselado de Tuberias)Documento7 páginasPR-OP-006 (Corte y Biselado de Tuberias)Oswaldo Omar Lamas RiosAinda não há avaliações
- Proceso SDocumento25 páginasProceso SMario Cesar Quispe CallapiñaAinda não há avaliações
- Cambio de virola y llanta horno 2Documento17 páginasCambio de virola y llanta horno 2SandraAinda não há avaliações
- Manual de SoldaduraDocumento88 páginasManual de SoldaduraLuis JaramilloAinda não há avaliações
- Inspeccion Por TintasDocumento6 páginasInspeccion Por TintasArmando Mendieta HernandezAinda não há avaliações
- TALLER de MECANICA - Maquinas HerramientasDocumento25 páginasTALLER de MECANICA - Maquinas HerramientasHarold Abarca VargasAinda não há avaliações
- Preparación de Las Juntas o Uniones SoldadasDocumento105 páginasPreparación de Las Juntas o Uniones SoldadasJose ChuyesAinda não há avaliações
- Brochure KensaDocumento16 páginasBrochure KensaJahn MedinaAinda não há avaliações
- 9 - Acreditación ATF-Ventajas y Beneficios para El SoldadorDocumento19 páginas9 - Acreditación ATF-Ventajas y Beneficios para El SoldadorDemetrio RodriguezAinda não há avaliações
- Maquinado-procesos-corteDocumento91 páginasMaquinado-procesos-corteJesus Manuel Vazquez NicolasAinda não há avaliações
- Ws NDT GC PR MT E709Documento10 páginasWs NDT GC PR MT E709dawin ocsaAinda não há avaliações
- Aluminio - Aleaciones ELECTRODOS INFRADocumento6 páginasAluminio - Aleaciones ELECTRODOS INFRALuis Eduardo Cruz Ramirez100% (1)
- Evaluacion I. Procesos de FabricacionDocumento3 páginasEvaluacion I. Procesos de Fabricaciondarinel gonzalezAinda não há avaliações
- Adjustable Fillet Weld Gage PDFDocumento3 páginasAdjustable Fillet Weld Gage PDFvalentinAinda não há avaliações
- Formatos de Pre Uso de EquiposDocumento5 páginasFormatos de Pre Uso de Equiposjimmy david espinoza mejiaAinda não há avaliações
- Taladro PedestalDocumento16 páginasTaladro PedestalDennysSucAinda não há avaliações
- H.Simbologia Dist Parte 1 y 2Documento37 páginasH.Simbologia Dist Parte 1 y 2José Juan Jiménez AlejandroAinda não há avaliações
- Catalogos ProcesosDocumento15 páginasCatalogos ProcesosneckerAinda não há avaliações
- LKRK Spray BallsDocumento2 páginasLKRK Spray Ballscarismendy428Ainda não há avaliações
- Pcm.575.00 Procedimiento de Inspeccion Visual Detallada de Los Equipos de Seguridad de La MonoboyaDocumento17 páginasPcm.575.00 Procedimiento de Inspeccion Visual Detallada de Los Equipos de Seguridad de La MonoboyaElena Rosales RosadoAinda não há avaliações
- Homologacion de Procedimiento de SoldaduraDocumento106 páginasHomologacion de Procedimiento de SoldaduraAlvaro GapAinda não há avaliações
- Tigfil Er80s GDocumento1 páginaTigfil Er80s GYonathan Ricardo Leo KxAinda não há avaliações
- Mediciones de Con El Gramil y Mesa de MármolDocumento7 páginasMediciones de Con El Gramil y Mesa de MármolCarlos Quispe Yllpa100% (1)
- Calidad Soldadura SENADocumento10 páginasCalidad Soldadura SENALIBARDO LAGOSAinda não há avaliações
- Técnicas Superficiales en Inspección de SoldaduraDocumento111 páginasTécnicas Superficiales en Inspección de SoldaduraPercyAlexanderAinda não há avaliações
- Mantenimiento predictivo técnicasDocumento37 páginasMantenimiento predictivo técnicasCortimin EirlAinda não há avaliações
- Ingeniería de Soldadura - 4 ParteDocumento205 páginasIngeniería de Soldadura - 4 PartechapulincoloradoAinda não há avaliações
- Altamira Recruiting Brochure SpanishDocumento6 páginasAltamira Recruiting Brochure SpanishchapulincoloradoAinda não há avaliações
- ICS - Propiedades de Los Materiales MetalicosDocumento115 páginasICS - Propiedades de Los Materiales MetalicoschapulincoloradoAinda não há avaliações
- Ingeniería de Soldadura-1 ParteDocumento138 páginasIngeniería de Soldadura-1 PartechapulincoloradoAinda não há avaliações
- Ingenierìa de Soldadura - 5 ParteDocumento208 páginasIngenierìa de Soldadura - 5 PartechapulincoloradoAinda não há avaliações
- Ingenieria de Soldadura - 2 ParteDocumento115 páginasIngenieria de Soldadura - 2 PartechapulincoloradoAinda não há avaliações
- Terminologia en Soldadura-West ArcoDocumento26 páginasTerminologia en Soldadura-West ArcochapulincoloradoAinda não há avaliações
- ICS TerminologiaDocumento112 páginasICS TerminologiachapulincoloradoAinda não há avaliações
- Saw-West ArcoDocumento28 páginasSaw-West ArcochapulincoloradoAinda não há avaliações
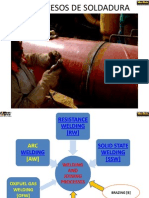
- Procesos de Soldadura-West ArcoDocumento27 páginasProcesos de Soldadura-West ArcochapulincoloradoAinda não há avaliações
- Smaw-West ArcoDocumento26 páginasSmaw-West ArcochapulincoloradoAinda não há avaliações
- Fcaw-West ArcoDocumento10 páginasFcaw-West ArcochapulincoloradoAinda não há avaliações
- 3.0 Posiciones 10Documento26 páginas3.0 Posiciones 10aalazaro29Ainda não há avaliações
- Gmaw-West ArcoDocumento33 páginasGmaw-West ArcochapulincoloradoAinda não há avaliações
- Norma 1910.28Documento36 páginasNorma 1910.28chapulincoloradoAinda não há avaliações
- GTAW Proceso y Clasificación de ElectrodosDocumento12 páginasGTAW Proceso y Clasificación de ElectrodoschapulincoloradoAinda não há avaliações
- ICS-Seguridad en SoldaduraDocumento65 páginasICS-Seguridad en SoldadurachapulincoloradoAinda não há avaliações
- ICS-Procesos de Corte y SoldeoDocumento172 páginasICS-Procesos de Corte y SoldeochapulincoloradoAinda não há avaliações
- Escuela Virtual de SoldaduraDocumento4 páginasEscuela Virtual de SoldadurachapulincoloradoAinda não há avaliações
- Procedimiento MatrizDocumento12 páginasProcedimiento MatrizchapulincoloradoAinda não há avaliações
- Directorio de Productos de AfiliadosDocumento5 páginasDirectorio de Productos de AfiliadoschapulincoloradoAinda não há avaliações
- Norma 1910.27 Superficies. Escaleras FijasDocumento9 páginasNorma 1910.27 Superficies. Escaleras Fijasjast111Ainda não há avaliações
- Resolución 1409 de 2012 Trabajo en AlturasDocumento59 páginasResolución 1409 de 2012 Trabajo en AlturaschapulincoloradoAinda não há avaliações
- Introduccion A La Organizacion OSHADocumento44 páginasIntroduccion A La Organizacion OSHAchapulincoloradoAinda não há avaliações
- Alvaro UribeDocumento1 páginaAlvaro UribechapulincoloradoAinda não há avaliações
- Asesorías de SoldaduraDocumento4 páginasAsesorías de SoldadurachapulincoloradoAinda não há avaliações
- Catalogo Kangaroo WeldingDocumento16 páginasCatalogo Kangaroo WeldingPapaferAinda não há avaliações
- Especificaciones de soldadura WPSDocumento3 páginasEspecificaciones de soldadura WPSerboalAinda não há avaliações
- 3 Matriz Iperc Linea Base Verken Sac SoldadorDocumento15 páginas3 Matriz Iperc Linea Base Verken Sac SoldadorJuancalos catacoraAinda não há avaliações
- N-0133 Soldadura EspañolDocumento48 páginasN-0133 Soldadura EspañolFranklin Argandoña PérezAinda não há avaliações
- Inspección Visual de SoldaduraDocumento1 páginaInspección Visual de SoldaduraJose HerreraAinda não há avaliações
- Fassi Magazine 13 ESDocumento44 páginasFassi Magazine 13 ESrosaurorAinda não há avaliações
- Barra HuecaDocumento3 páginasBarra HuecaALBERTO DE LA ROSA MORENOAinda não há avaliações
- Sold Uniones y SimbologíaDocumento38 páginasSold Uniones y Simbologíacls331Ainda não há avaliações
- Guia Ingenieros Areas Inspeccion Tuberias Mantenimiento y CorrosionDocumento206 páginasGuia Ingenieros Areas Inspeccion Tuberias Mantenimiento y CorrosionJavier MontoyaAinda não há avaliações
- Tratamientos térmicos y termoquímicos metalesDocumento8 páginasTratamientos térmicos y termoquímicos metalesMich Yuu Ocampo100% (1)
- Uniones y JuntasDocumento4 páginasUniones y JuntasJose GazabonAinda não há avaliações
- Dialnet FormacionDeCeldasDeTrabajomaquinaEnTecnologiaDeGru 776679Documento18 páginasDialnet FormacionDeCeldasDeTrabajomaquinaEnTecnologiaDeGru 776679Victor ServinAinda não há avaliações
- Polaridad Directa o InvertidaDocumento6 páginasPolaridad Directa o InvertidaRemmy Torres VegaAinda não há avaliações
- PillDocumento100 páginasPillJersonAltamirano100% (1)
- Soldadura y corte: mapa conceptualDocumento3 páginasSoldadura y corte: mapa conceptualAndres VargasAinda não há avaliações
- Analisis de SoldaduraDocumento19 páginasAnalisis de SoldadurapitufoAinda não há avaliações
- Tenacito 65 PDFDocumento1 páginaTenacito 65 PDFRomeroAinda não há avaliações
- 1005898-Varilla 127 332Documento2 páginas1005898-Varilla 127 332Luka VivianiAinda não há avaliações
- Modelo de Asignación ING Pericón UmssDocumento23 páginasModelo de Asignación ING Pericón UmssAndro TPOPAinda não há avaliações
- Diseño de Estructuras - InfoDocumento56 páginasDiseño de Estructuras - InfoPercy ApazaAinda não há avaliações
- Manual Antminer T9+Documento45 páginasManual Antminer T9+Gabriel Andres Mesa100% (3)