Você também pode gostar
- SS 1.4122Documento2 páginasSS 1.4122Bipin Sadasivan100% (2)
- 1.4006 en PDFDocumento2 páginas1.4006 en PDFdiego.peinado8856Ainda não há avaliações
- 1 4021 PDFDocumento2 páginas1 4021 PDFSarah FitzgeraldAinda não há avaliações
- X5CrNiCuNb 16-41.4542Documento2 páginasX5CrNiCuNb 16-41.4542nuesteAinda não há avaliações
- 1.4313 enDocumento2 páginas1.4313 envesselAinda não há avaliações
- SS 1.4313Documento2 páginasSS 1.4313mechkashanAinda não há avaliações
- 4418 DatasheetDocumento5 páginas4418 DatasheetwholenumberAinda não há avaliações
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocumento36 páginasRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456Ainda não há avaliações
- 1.4028 enDocumento2 páginas1.4028 ensandeep acharAinda não há avaliações
- 1 4418Documento2 páginas1 4418cristi_molinsAinda não há avaliações
- PK2SPDocumento3 páginasPK2SPEmanuelValenciaHenaoAinda não há avaliações
- Chemical CompositionDocumento6 páginasChemical CompositionAkbar DarmawansyahAinda não há avaliações
- 1.4006 en PDFDocumento2 páginas1.4006 en PDFutkuAinda não há avaliações
- Nicrofer 3220 3220h eDocumento15 páginasNicrofer 3220 3220h eKevinCollinAinda não há avaliações
- Din 1.4003Documento2 páginasDin 1.4003Dhaniel100% (1)
- Material 1.2767 - 45NiCrMo16Documento1 páginaMaterial 1.2767 - 45NiCrMo16johnnydoe90Ainda não há avaliações
- EN26Documento3 páginasEN26Moldoveanu TeodorAinda não há avaliações
- Chromium nickel martensitic stainless steel propertiesDocumento2 páginasChromium nickel martensitic stainless steel propertiesZeljko68Ainda não há avaliações
- Martensitic Stainless Steel EN 1.4057, QT 800Documento2 páginasMartensitic Stainless Steel EN 1.4057, QT 800LebasAinda não há avaliações
- En 1 4057 - 1408 Valbruna Nordic EnglishDocumento2 páginasEn 1 4057 - 1408 Valbruna Nordic EnglishDorut_b67Ainda não há avaliações
- Everything You Need to Know About 4140 High Tensile SteelDocumento3 páginasEverything You Need to Know About 4140 High Tensile SteelJean Paulo SalvatiAinda não há avaliações
- 34 CR Ni Mo 6Documento1 página34 CR Ni Mo 6Bogdan CraciunAinda não há avaliações
- Datenblatt 4105 UKDocumento2 páginasDatenblatt 4105 UKVahid SarfarazAinda não há avaliações
- 1.4057 Aisi 431 Data Sheet PDFDocumento2 páginas1.4057 Aisi 431 Data Sheet PDFGagat GongatAinda não há avaliações
- Duplex Stainless Steel EN 1.4460 PDFDocumento2 páginasDuplex Stainless Steel EN 1.4460 PDFtienAinda não há avaliações
- Martensitic Stainless Steel PropertiesDocumento2 páginasMartensitic Stainless Steel PropertiesmrbookaniAinda não há avaliações
- SS 420 PropertiesDocumento2 páginasSS 420 PropertiesmrbookaniAinda não há avaliações
- Martensitic Stainless Steel EN 1.4021-QT 700Documento2 páginasMartensitic Stainless Steel EN 1.4021-QT 700LebasAinda não há avaliações
- 1 4122Documento1 página1 4122Zeeshan AnwarAinda não há avaliações
- T Thermanit Nicro 82 Gtaw 01 01 enDocumento2 páginasT Thermanit Nicro 82 Gtaw 01 01 enKathir VelAinda não há avaliações
- Alloy SteelDocumento7 páginasAlloy SteelRavinJohnAinda não há avaliações
- 1.4742 enDocumento2 páginas1.4742 enGoran ErakovicAinda não há avaliações
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Documento2 páginasHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Ainda não há avaliações
- ThyssenKrupp Steel Data Sheet P235GHDocumento4 páginasThyssenKrupp Steel Data Sheet P235GHjaseerkannothAinda não há avaliações
- High Tensile Steel - Aisi 4140Documento2 páginasHigh Tensile Steel - Aisi 4140tetirichieAinda não há avaliações
- T - Thermanit ATS 4 - Ss - en - 5Documento1 páginaT - Thermanit ATS 4 - Ss - en - 5rusf123Ainda não há avaliações
- HighTens AISI4340Documento2 páginasHighTens AISI4340wellengineerAinda não há avaliações
- En 10088-3Documento2 páginasEn 10088-3H_DEBIANEAinda não há avaliações
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocumento2 páginasAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriAinda não há avaliações
- Material 1.2379 - X153CrMoV12Documento1 páginaMaterial 1.2379 - X153CrMoV12johnnydoe90Ainda não há avaliações
- AISI 1040: General Purpose Mild Steel for Forging, Machining & Heat TreatingDocumento2 páginasAISI 1040: General Purpose Mild Steel for Forging, Machining & Heat Treatingho_chauhanAinda não há avaliações
- Duplex 1.4662 UKDocumento2 páginasDuplex 1.4662 UKtienAinda não há avaliações
- Duplex Stainless Steel EN 1.4460 MAXIVAL®Documento2 páginasDuplex Stainless Steel EN 1.4460 MAXIVAL®guruhAinda não há avaliações
- Caracteristicas Do Aço 40CrMnMo7Documento2 páginasCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesAinda não há avaliações
- AISI 440 Martensit PDFDocumento4 páginasAISI 440 Martensit PDFJimmyVargasAinda não há avaliações
- X20 CR Mo 13 KGDocumento2 páginasX20 CR Mo 13 KGBonthala BadriAinda não há avaliações
- X65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Documento2 páginasX65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Jim SmithAinda não há avaliações
- Ni base flux cored wireDocumento1 páginaNi base flux cored wireBBalopesabbAinda não há avaliações
- 1.4306 enDocumento2 páginas1.4306 enRoberto_PrrAinda não há avaliações
- Quality 1.4021 Chemical Composition: Lucefin GroupDocumento2 páginasQuality 1.4021 Chemical Composition: Lucefin Groupmohamedbadawy0% (1)
- Properties of Ss410Documento5 páginasProperties of Ss410gregkilatonAinda não há avaliações
- Dillimax 690 eDocumento4 páginasDillimax 690 ePrabhakar TiwariAinda não há avaliações
- 1 2714Documento1 página1 2714K Mohana PraneshAinda não há avaliações
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNo EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNota: 5 de 5 estrelas5/5 (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesNo EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesNota: 3.5 de 5 estrelas3.5/5 (3)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesAinda não há avaliações
- 2 B ElliotDocumento2 páginas2 B ElliotwholenumberAinda não há avaliações
- Single-Shaft Turbocompressors For Boil Off Gas (BOG) Recovery at LNG Re-Gasification TerminalsDocumento7 páginasSingle-Shaft Turbocompressors For Boil Off Gas (BOG) Recovery at LNG Re-Gasification TerminalsLee GoochAinda não há avaliações
- EngineeringWithCladSteel2ndEd PDFDocumento24 páginasEngineeringWithCladSteel2ndEd PDFUNIISCRIBDAinda não há avaliações
- Quartzoid Bulb Concept PDFDocumento1 páginaQuartzoid Bulb Concept PDFwholenumberAinda não há avaliações
- Final+ +Petroleum+RefiningDocumento21 páginasFinal+ +Petroleum+RefiningAtif100% (2)
- Pipeline Leak Detection Using Statistical TechniquesDocumento6 páginasPipeline Leak Detection Using Statistical TechniqueswholenumberAinda não há avaliações
- UL IndexDocumento475 páginasUL Indexwholenumber100% (2)
- Introduction To Structured Water With Clayton NolteDocumento153 páginasIntroduction To Structured Water With Clayton Noltewholenumber100% (1)
- Standards Related To BearingsDocumento6 páginasStandards Related To Bearingswholenumber0% (1)
- Control Centre Layout Location DesignDocumento10 páginasControl Centre Layout Location Designwq22030202Ainda não há avaliações
- DIN Wiring CodesDocumento5 páginasDIN Wiring Codesgstipe50% (2)
- Battery CodesDocumento33 páginasBattery CodeswholenumberAinda não há avaliações
- Remote Cardiology Consultations Using Advanced Medical TechnologyDocumento193 páginasRemote Cardiology Consultations Using Advanced Medical TechnologywholenumberAinda não há avaliações
- UAE LaborLaw PDFDocumento39 páginasUAE LaborLaw PDFwholenumberAinda não há avaliações
- EHB en File 10.5.1 PressureTemperature Ratings Acc To JIS B 2220 2239Documento4 páginasEHB en File 10.5.1 PressureTemperature Ratings Acc To JIS B 2220 2239wholenumberAinda não há avaliações
- Packing Related Standards, Regulations and GuidelinesDocumento3 páginasPacking Related Standards, Regulations and GuidelineswholenumberAinda não há avaliações
- Case Study - Royal Thai NavyDocumento4 páginasCase Study - Royal Thai NavywholenumberAinda não há avaliações
- Stainless Steel Cladding and Weld Overlays PDFDocumento13 páginasStainless Steel Cladding and Weld Overlays PDFm5416Ainda não há avaliações
- Effect of Prior Machining Deformation On The Development of Tensile Residual Stresses in WeldDocumento8 páginasEffect of Prior Machining Deformation On The Development of Tensile Residual Stresses in WeldwholenumberAinda não há avaliações
- Monel Alloy K-500Documento20 páginasMonel Alloy K-500wholenumberAinda não há avaliações
- NADCA 2012 Annual Report Highlights Growth and InnovationDocumento15 páginasNADCA 2012 Annual Report Highlights Growth and InnovationwholenumberAinda não há avaliações
- Monel Casting A951340Documento18 páginasMonel Casting A951340wholenumberAinda não há avaliações
- NADCA IZA Ultra Thin Alloy Brochure FinalDocumento16 páginasNADCA IZA Ultra Thin Alloy Brochure FinalwholenumberAinda não há avaliações
- MT Coil Heat Ex BR 509Documento6 páginasMT Coil Heat Ex BR 509Iin HarwiAinda não há avaliações
- Nadca 402 4aDocumento44 páginasNadca 402 4awholenumberAinda não há avaliações
- Fastener Grades A1, A2, A3 & A4, A5 To BS en ISO 3506Documento3 páginasFastener Grades A1, A2, A3 & A4, A5 To BS en ISO 3506Paul OnionsAinda não há avaliações
- NADCA Product Specification Standards For Die Castings-Chapter10-2012Documento32 páginasNADCA Product Specification Standards For Die Castings-Chapter10-2012wholenumberAinda não há avaliações
- NADCA-DoE High Fluidity Alloy Brochure FinalDocumento16 páginasNADCA-DoE High Fluidity Alloy Brochure FinalwholenumberAinda não há avaliações
- Presentation PVP 2009 Summary Review of Updated Asme PCC 1 20xxDocumento21 páginasPresentation PVP 2009 Summary Review of Updated Asme PCC 1 20xxwdavid81100% (1)
- SF 14 - Fire Safety For Computer InstallationsDocumento6 páginasSF 14 - Fire Safety For Computer InstallationswholenumberAinda não há avaliações
- Mechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresDocumento39 páginasMechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresMohammed AzharuddinAinda não há avaliações
- Neil Dominic C. Mahusay Bsme-3 Module 1 Assignment: Military Body ArmorDocumento4 páginasNeil Dominic C. Mahusay Bsme-3 Module 1 Assignment: Military Body ArmorMahusay Neil DominicAinda não há avaliações
- CombustionDocumento35 páginasCombustionm_mukbel8752Ainda não há avaliações
- Lab 4-Measurement of Plastic Viscosity of Different Mud Samples by Viscometer.Documento20 páginasLab 4-Measurement of Plastic Viscosity of Different Mud Samples by Viscometer.Sunny BbaAinda não há avaliações
- Kingspan Logstor Handling and Installation Manual User Installation Guide en EurDocumento290 páginasKingspan Logstor Handling and Installation Manual User Installation Guide en Eurvalentin.gomez-valadesAinda não há avaliações
- Closures Technical Manual 14nov2008Documento37 páginasClosures Technical Manual 14nov2008jjescudero100% (1)
- ALLOTMENT DETAILS IN DA/DP EDAYARDocumento30 páginasALLOTMENT DETAILS IN DA/DP EDAYARJoe Raj DaaluAinda não há avaliações
- PCB ManufacturingDocumento60 páginasPCB ManufacturingRichard PuthotaAinda não há avaliações
- Hazardous Waste Management TechniquesDocumento12 páginasHazardous Waste Management TechniquesSyed YousufuddinAinda não há avaliações
- Astm A-6 PDFDocumento1 páginaAstm A-6 PDFFrank Berrios GarcesAinda não há avaliações
- Sa268 2019Documento8 páginasSa268 2019CK CkkouAinda não há avaliações
- April Home Assignment Assignment # - 2Documento11 páginasApril Home Assignment Assignment # - 2Nawaz KhanAinda não há avaliações
- Accurate Self-Damage Detection by Electrically Conductive Epoxy/graphene Nanocomposite FilmDocumento12 páginasAccurate Self-Damage Detection by Electrically Conductive Epoxy/graphene Nanocomposite FilmAaron ChandAinda não há avaliações
- WG 101Documento1 páginaWG 101'Lampa'Ainda não há avaliações
- Jeppesen CHAPTER 4 Aircraft Welding PDFDocumento30 páginasJeppesen CHAPTER 4 Aircraft Welding PDFDavid SchkolnikAinda não há avaliações
- Defects / Imperfections in Crystalline MaterialsDocumento41 páginasDefects / Imperfections in Crystalline Materialsjayant thakareAinda não há avaliações
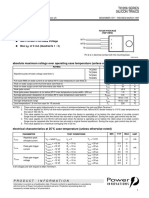
- Tic206 Series Silicon TriacsDocumento6 páginasTic206 Series Silicon TriacsIgorCostaCorreiaAinda não há avaliações
- Presentación SHOTPEEN 2016Documento48 páginasPresentación SHOTPEEN 2016aeroericAinda não há avaliações
- HUMITECHDocumento1 páginaHUMITECHtimAinda não há avaliações
- Fire Watch Training PDFDocumento41 páginasFire Watch Training PDFHamdi Rafiek83% (23)
- (L17) Twinning F12 PlagioklasDocumento30 páginas(L17) Twinning F12 PlagioklasRadhitya Adzan HidayahAinda não há avaliações
- Astm A500Documento5 páginasAstm A500Pierre Papeen67% (3)
- Metallurgical Characterization of Electrical Discharge Textured Roll SurfaceDocumento8 páginasMetallurgical Characterization of Electrical Discharge Textured Roll Surfacevishalbhojak vishalbhojakAinda não há avaliações
- BaugsDocumento10 páginasBaugsmarcoliveriniqzAinda não há avaliações
- 08 Askeland Chap PDFDocumento12 páginas08 Askeland Chap PDFMaiefnbAinda não há avaliações
- Villanova Torsion Test ReportDocumento19 páginasVillanova Torsion Test ReportwaleedkhalillahmedAinda não há avaliações
- Styrene Acrylic FTIRDocumento9 páginasStyrene Acrylic FTIRDesi Rahma PrihandiniAinda não há avaliações
- Polarography PDFDocumento37 páginasPolarography PDFTejwant Singh KangAinda não há avaliações
- Healthcare WasteDocumento32 páginasHealthcare WasteEddiemtongaAinda não há avaliações
- PWA IAN 021 Rev A1 - Cycleways and Footways Pavement Design GuidelinesDocumento31 páginasPWA IAN 021 Rev A1 - Cycleways and Footways Pavement Design GuidelinesHenry TuganoAinda não há avaliações