Você também pode gostar
- BS en 10108-2004Documento14 páginasBS en 10108-2004Martijn GrootAinda não há avaliações
- En 1051-1Documento13 páginasEn 1051-1Hasan OzturkAinda não há avaliações
- BS en 10215-1995 (1999)Documento16 páginasBS en 10215-1995 (1999)Federico De Martini0% (1)
- Din en 10326 2004 PDFDocumento22 páginasDin en 10326 2004 PDFhoustonhimself100% (1)
- Iso 05002-2013Documento20 páginasIso 05002-2013mystar_bkc100% (1)
- Eta-120114 Spax ScrewsDocumento84 páginasEta-120114 Spax ScrewsSunnyWongAinda não há avaliações
- Unien1998 1 2013 - Eit PDFDocumento193 páginasUnien1998 1 2013 - Eit PDFfedecimaAinda não há avaliações
- All. Specs - P35Documento1.190 páginasAll. Specs - P35scoodivAinda não há avaliações
- EC9-1,3 - Design of Aluminium Structures - Structures Susceptible To Fatigue PDFDocumento100 páginasEC9-1,3 - Design of Aluminium Structures - Structures Susceptible To Fatigue PDFnebojsadj6411Ainda não há avaliações
- Iso 4033 2012 12 PDFDocumento14 páginasIso 4033 2012 12 PDFamilcarsoaresAinda não há avaliações
- En 323-1993-EnDocumento7 páginasEn 323-1993-EnxyzhynAinda não há avaliações
- Datasheet Cofraplus 60Documento2 páginasDatasheet Cofraplus 60Giulia AlzettaAinda não há avaliações
- Sist en 13161 2002Documento9 páginasSist en 13161 2002AnelAinda não há avaliações
- NA To Sls en 1993-1-9Documento14 páginasNA To Sls en 1993-1-9Shan Sandaruwan AbeywardeneAinda não há avaliações
- HRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeDocumento32 páginasHRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeMarko VrcaAinda não há avaliações
- As 1191-2002 Acoustics - Method For Laboratory Measurement of Airborne Sound Transmission Insulation of BuildDocumento7 páginasAs 1191-2002 Acoustics - Method For Laboratory Measurement of Airborne Sound Transmission Insulation of BuildSAI Global - APACAinda não há avaliações
- en 13947 2006Documento55 páginasen 13947 2006Ivana IlicAinda não há avaliações
- DS - en 1993-1-4 DK Na - 2007 eDocumento4 páginasDS - en 1993-1-4 DK Na - 2007 ep_meulendijks108Ainda não há avaliações
- Iso 691 2005 ToleranciasDocumento9 páginasIso 691 2005 ToleranciasFer JAinda não há avaliações
- Din 126-2Documento1 páginaDin 126-2Safi Zabihullah SafiAinda não há avaliações
- BS en 14399-7 2007Documento24 páginasBS en 14399-7 2007Kristina KaskAinda não há avaliações
- Screws - HILTIDocumento95 páginasScrews - HILTIPUENTES2407Ainda não há avaliações
- Translated Version of RalDocumento31 páginasTranslated Version of RalsskamalakannanAinda não há avaliações
- En 717 1Documento34 páginasEn 717 1LongAinda não há avaliações
- BS en 00409-2009 PDFDocumento14 páginasBS en 00409-2009 PDFShan Sandaruwan AbeywardeneAinda não há avaliações
- En 1999 1 5 2007 PDFDocumento67 páginasEn 1999 1 5 2007 PDFNiko NeznanovicAinda não há avaliações
- BS en 10034-1993 Structural Steel I and H Sections - Tolerances On Shape and DimensionsDocumento14 páginasBS en 10034-1993 Structural Steel I and H Sections - Tolerances On Shape and Dimensionsarabsniper100% (1)
- NA To Sls en 1993-1-3Documento12 páginasNA To Sls en 1993-1-3Shan Sandaruwan AbeywardeneAinda não há avaliações
- ISO - 683 - 4 - 2016 - EN - PDF 7 PagesDocumento11 páginasISO - 683 - 4 - 2016 - EN - PDF 7 PagesKALIDASS KAinda não há avaliações
- 1 - Static System: CT-TechnologiesDocumento7 páginas1 - Static System: CT-TechnologiesNedžadDžokoAinda não há avaliações
- Cast Iron Heavy Duty Manhole Cover & Frame: COMPLY WITH BSEN 124:1994 (230KN) SS30:1999Documento1 páginaCast Iron Heavy Duty Manhole Cover & Frame: COMPLY WITH BSEN 124:1994 (230KN) SS30:1999parathasiAinda não há avaliações
- Barefoot Slip Resistance DIN 51097Documento1 páginaBarefoot Slip Resistance DIN 51097stellatsiAinda não há avaliações
- International StandardDocumento14 páginasInternational StandardTheAnh TranAinda não há avaliações
- En 10217-3Documento49 páginasEn 10217-3Алексей100% (1)
- Tapping Screw Threads: EN ISO 1478 (Documento6 páginasTapping Screw Threads: EN ISO 1478 (Diego Camargo100% (1)
- TGD Part EDocumento88 páginasTGD Part EOlivia SaferAinda não há avaliações
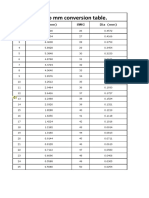
- SWG To MM Chart PDFDocumento1 páginaSWG To MM Chart PDFSundara Moorthy100% (1)
- NA To Sls en 1993-1-8Documento12 páginasNA To Sls en 1993-1-8Shan Sandaruwan AbeywardeneAinda não há avaliações
- Armaseam Technical BrochureDocumento24 páginasArmaseam Technical BrochureMuraleedharanAinda não há avaliações
- BS Iso 10113-2006Documento18 páginasBS Iso 10113-2006Institute of Marketing & Training ALGERIA0% (1)
- Bsi BS en 12602+a1 - 2013Documento190 páginasBsi BS en 12602+a1 - 2013alferedAinda não há avaliações
- Article - Tolerances To BS en 10061 For Hot Rolled Hexagon Stainless Steel BarsDocumento4 páginasArticle - Tolerances To BS en 10061 For Hot Rolled Hexagon Stainless Steel BarsExcel Hydro Pneumatics (INDIA) EHPIAinda não há avaliações
- Ramset Specifiers Anchoring Resource Book ANZ Chemical Anchoring Anchor StudsDocumento59 páginasRamset Specifiers Anchoring Resource Book ANZ Chemical Anchoring Anchor StudsjlolhnpAinda não há avaliações
- Pren 14509 51 - e - STF PDFDocumento147 páginasPren 14509 51 - e - STF PDFBoris Dikov100% (2)
- Iso 2320 2008 FR en PDFDocumento8 páginasIso 2320 2008 FR en PDFAmirtharaaj VijayanAinda não há avaliações
- Technical Info on Fine Thread Drywall ScrewsDocumento2 páginasTechnical Info on Fine Thread Drywall ScrewsNajeeb AhmedAinda não há avaliações
- DNVGL RU SHIP Pt3Ch12Documento106 páginasDNVGL RU SHIP Pt3Ch12Shane TurnerAinda não há avaliações
- ASTM D 2000: Specification NumberDocumento3 páginasASTM D 2000: Specification NumberjanarthananAinda não há avaliações
- CEN For Natural StoneDocumento25 páginasCEN For Natural StonePaulAinda não há avaliações
- As 2878Documento36 páginasAs 2878Katie BennerAinda não há avaliações
- Din en 15037-1 BeamsDocumento95 páginasDin en 15037-1 BeamsSamuel MbuguaAinda não há avaliações
- BsDocumento33 páginasBsHussein BeqaiAinda não há avaliações
- Detecting Laminations in Thick Steel PlatesDocumento4 páginasDetecting Laminations in Thick Steel PlatesirmakAinda não há avaliações
- CEN/TR 10261: Technical Report Rapport Technique Technischer BerichtDocumento5 páginasCEN/TR 10261: Technical Report Rapport Technique Technischer Berichtdexterbox1Ainda não há avaliações
- BS en 12150-1 2015+a1 2019Documento38 páginasBS en 12150-1 2015+a1 2019DJ JMAinda não há avaliações
- As 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestDocumento2 páginasAs 2205.3.3-2003 Methods For Destructive Testing of Welds in Metal - Longitudinal Guided Bend TestSAI Global - APACAinda não há avaliações
- Low-Carbon Steel Specs and Mechanical PropertiesDocumento9 páginasLow-Carbon Steel Specs and Mechanical PropertiescharssxAinda não há avaliações
- The Eurocode StandardsDocumento3 páginasThe Eurocode StandardsdrajkumarceAinda não há avaliações
- Sist en 10327 2004Documento11 páginasSist en 10327 2004Adrià DraperAinda não há avaliações
- BS en 10108-2004 - (2016-06-12 - 11-06-25 Am) PDFDocumento14 páginasBS en 10108-2004 - (2016-06-12 - 11-06-25 Am) PDFXiangShiAinda não há avaliações
- Surface FinishesDocumento1 páginaSurface FinishesBruno GuedesAinda não há avaliações
- Hollow Section capacities-AS4100Documento182 páginasHollow Section capacities-AS4100Andreea LucaAinda não há avaliações
- AC Motor Selection and Application GuideDocumento32 páginasAC Motor Selection and Application GuideDanilo Jose GranadosAinda não há avaliações
- Air Curtains Guidebook, Eurovent, 2016Documento28 páginasAir Curtains Guidebook, Eurovent, 2016Bruno GuedesAinda não há avaliações
- Museums Segment Brochure en-GBDocumento8 páginasMuseums Segment Brochure en-GBBruno GuedesAinda não há avaliações
- TFS 001 Thermal Comfort Issue 2, CBCA, 2013 PDFDocumento7 páginasTFS 001 Thermal Comfort Issue 2, CBCA, 2013 PDFBruno GuedesAinda não há avaliações
- The Pitfalls of Combining Internal & External Equipment IsolationDocumento18 páginasThe Pitfalls of Combining Internal & External Equipment IsolationJayant LakhlaniAinda não há avaliações
- National BIM Library BIM guide for air handling unitsDocumento12 páginasNational BIM Library BIM guide for air handling unitsBruno GuedesAinda não há avaliações
- Conversion FunctionsDocumento4 páginasConversion FunctionsBruno GuedesAinda não há avaliações
- ProcurementDocumento8 páginasProcurementAllan CunninghamAinda não há avaliações
- Cold Store Air Curtain Guide, HEVAC, 2009Documento8 páginasCold Store Air Curtain Guide, HEVAC, 2009Bruno GuedesAinda não há avaliações
- Engineering Guide Hvac and Refrigeration ApplicationsDocumento64 páginasEngineering Guide Hvac and Refrigeration Applicationsgeovany_villagraAinda não há avaliações
- CP0067 AEGuide 7Documento24 páginasCP0067 AEGuide 7ArunSharma16Ainda não há avaliações
- IEC 60034-30 Technical NoteDocumento2 páginasIEC 60034-30 Technical Notetran_lamAinda não há avaliações
- Fundamentos ATEXDocumento20 páginasFundamentos ATEXNelson_1492Ainda não há avaliações
- NovelAire Thermal Wheels PDFDocumento20 páginasNovelAire Thermal Wheels PDFBruno GuedesAinda não há avaliações
- TeknosDocumento76 páginasTeknosMartin LafonAinda não há avaliações
- How To: Write A Programming Report: Felix Palludan Hargreaves December 1, 2011Documento5 páginasHow To: Write A Programming Report: Felix Palludan Hargreaves December 1, 2011Adnan KarimAinda não há avaliações
- HSE CateringDocumento4 páginasHSE CateringBruno GuedesAinda não há avaliações
- Software DocumentationDocumento19 páginasSoftware Documentationamitkk100% (4)
- Polybloc VapoblocDocumento3 páginasPolybloc VapoblocBruno GuedesAinda não há avaliações
- The Impact of OACF: Outdoor Air Correction Factor and SystemsDocumento32 páginasThe Impact of OACF: Outdoor Air Correction Factor and SystemsBruno GuedesAinda não há avaliações
- Heatcraft Engineering ManualDocumento44 páginasHeatcraft Engineering Manualjs_cal77100% (1)
- NovelAire Thermal Wheels PDFDocumento20 páginasNovelAire Thermal Wheels PDFBruno GuedesAinda não há avaliações
- 2015-12 Om-10 2016 Aare PDFDocumento18 páginas2015-12 Om-10 2016 Aare PDFBruno GuedesAinda não há avaliações
- 2015-12 Om-10 2016 Aare PDFDocumento18 páginas2015-12 Om-10 2016 Aare PDFBruno GuedesAinda não há avaliações
- HVAC Refrigerants PDFDocumento6 páginasHVAC Refrigerants PDFBruno GuedesAinda não há avaliações
- HSE CateringDocumento4 páginasHSE CateringBruno GuedesAinda não há avaliações
- Klingenburg HumidificationDocumento4 páginasKlingenburg HumidificationBruno GuedesAinda não há avaliações
- Eurovent REC 4-19 - Industry Recommendation Concerning Public Enquiries For Air Filters - 2015 - 14477668330Documento9 páginasEurovent REC 4-19 - Industry Recommendation Concerning Public Enquiries For Air Filters - 2015 - 14477668330Bruno GuedesAinda não há avaliações
- Welding RubricDocumento2 páginasWelding Rubricapi-525855204Ainda não há avaliações
- Exercise 1: MODUL 1: Formula KimiaDocumento5 páginasExercise 1: MODUL 1: Formula KimiaMiesya87Ainda não há avaliações
- Norme For WeldingDocumento3 páginasNorme For Weldingsirambo1Ainda não há avaliações
- Specification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardDocumento7 páginasSpecification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardBalkishan DyavanapellyAinda não há avaliações
- Juan Fariq Marcopolo - IVC 2021 Final AssignmentDocumento6 páginasJuan Fariq Marcopolo - IVC 2021 Final AssignmentJuan F MarcoAinda não há avaliações
- Summative Test Shielded Metal Arc Welding NC IiDocumento1 páginaSummative Test Shielded Metal Arc Welding NC IiSalapar-Tulas RS100% (1)
- MMC 1Documento16 páginasMMC 1Manjunath ShettarAinda não há avaliações
- AMS6265 Gear Material PropertiesDocumento2 páginasAMS6265 Gear Material PropertiesSinan YıldızAinda não há avaliações
- 19Mnvs6: Steel GradeDocumento3 páginas19Mnvs6: Steel GradeForin PetalAinda não há avaliações
- Welding CoatingDocumento69 páginasWelding CoatingphillipskincaidAinda não há avaliações
- Anchor Channel Typical Product Catalogue 2019.4.9 PDFDocumento43 páginasAnchor Channel Typical Product Catalogue 2019.4.9 PDFSultana KhanumAinda não há avaliações
- Abrasive BlastingDocumento24 páginasAbrasive BlastingMahaManthra75% (4)
- U.S. Geological Survey Bulletin 1693Documento15 páginasU.S. Geological Survey Bulletin 1693miguelAinda não há avaliações
- Corrosion Metals For ResistanceDocumento7 páginasCorrosion Metals For ResistanceMuhammad ImranAinda não há avaliações
- ESSR Surfacing SolidificationDocumento154 páginasESSR Surfacing SolidificationBurag HamparyanAinda não há avaliações
- Machining Time CalculationDocumento7 páginasMachining Time Calculationdellibabu50986% (7)
- A 1018 - A 1018M - 15Documento8 páginasA 1018 - A 1018M - 15Youssef AliAinda não há avaliações
- Astm A 194 - A 194ma - 2012 PDFDocumento11 páginasAstm A 194 - A 194ma - 2012 PDFRami ELLOUMIAinda não há avaliações
- A 447Documento4 páginasA 447william_m08Ainda não há avaliações
- Chemical Composition of Portland Cement 9Documento2 páginasChemical Composition of Portland Cement 9Jo JoAinda não há avaliações
- Hsslive-Xii-Chem-8. The D & F Block ElementsDocumento16 páginasHsslive-Xii-Chem-8. The D & F Block ElementsHakim AbbasAinda não há avaliações
- Iso15510 PDFDocumento3 páginasIso15510 PDFthritaAinda não há avaliações
- Nucor Complete Guide 1Documento101 páginasNucor Complete Guide 1Hugo Rodriguez100% (2)
- Fastener Academy Basics PDFDocumento94 páginasFastener Academy Basics PDFKiran BathiniAinda não há avaliações
- Material PropertiesDocumento20 páginasMaterial Propertiesnikhilpathak16674100% (1)
- USGS PP 610 Principal Gold Producing Districts in United StatesDocumento237 páginasUSGS PP 610 Principal Gold Producing Districts in United StatesRussell Hartill100% (3)
- GSC Steam Turbine CastingsDocumento10 páginasGSC Steam Turbine CastingsJozsef MagyariAinda não há avaliações
- JIS G 3459 Stainless Steel PipesDocumento39 páginasJIS G 3459 Stainless Steel Pipeshanif mirzaAinda não há avaliações
- Grade Markings For Steel Bolts and ScrewsDocumento3 páginasGrade Markings For Steel Bolts and Screwsrexie2canos8964Ainda não há avaliações
- Query4 PDFDocumento1 páginaQuery4 PDFAlessandro1975Ainda não há avaliações