Você também pode gostar
- Prevention of Actuator Emissions in the Oil and Gas IndustryNo EverandPrevention of Actuator Emissions in the Oil and Gas IndustryAinda não há avaliações
- Advances in PSADocumento14 páginasAdvances in PSAmichaelpardoAinda não há avaliações
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingNo EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingNota: 5 de 5 estrelas5/5 (9)
- Valves & Flare StackDocumento9 páginasValves & Flare Stackrezad100% (1)
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsAinda não há avaliações
- Method 27Documento6 páginasMethod 27sheeva SHAinda não há avaliações
- Flowmeter DEMONSTRATIONDocumento20 páginasFlowmeter DEMONSTRATIONAfiq IkhwanAinda não há avaliações
- TP201.3A Determination of 5 Inch WC Static Pressure Performance of Vapor Recovery Systems of Dispensing FacilitiesDocumento10 páginasTP201.3A Determination of 5 Inch WC Static Pressure Performance of Vapor Recovery Systems of Dispensing FacilitiesCésar Oswaldo Aguilera OjedaAinda não há avaliações
- Unlted States Piltgilt (19) (11) Patent Number: 5,428,958: Stenlund (45) Date of Patent: Jul. 4, 1995Documento6 páginasUnlted States Piltgilt (19) (11) Patent Number: 5,428,958: Stenlund (45) Date of Patent: Jul. 4, 1995ZEUJAinda não há avaliações
- The Basic Anaesthetic MachineDocumento6 páginasThe Basic Anaesthetic Machineluis7lobato-2100% (1)
- Method 27 - Determination of Vapour TightnessDocumento11 páginasMethod 27 - Determination of Vapour TightnessGeorge NicolaidesAinda não há avaliações
- Feeding Devices: Fee FilterDocumento36 páginasFeeding Devices: Fee FilterPintasssAinda não há avaliações
- KingiiDocumento14 páginasKingiiSteven CollinsAinda não há avaliações
- Effectively Control Column PressureDocumento12 páginasEffectively Control Column Pressureromdhan88Ainda não há avaliações
- DryPipeSystems RevDocumento24 páginasDryPipeSystems RevCostel BalasoiuAinda não há avaliações
- Liquid Level Control PDFDocumento8 páginasLiquid Level Control PDFEfosaUwaifoAinda não há avaliações
- Surface Sampling of Reservoir FluidsDocumento6 páginasSurface Sampling of Reservoir FluidsMuhammad MufarridAinda não há avaliações
- Basics of VacuumDocumento7 páginasBasics of Vacuumsanthosh_yash1Ainda não há avaliações
- Procedure PSVDocumento24 páginasProcedure PSVAbakar MahamatAinda não há avaliações
- Techniques For Natural Gas SamplingDocumento5 páginasTechniques For Natural Gas Samplingmicroco4Ainda não há avaliações
- United States Patent (19) (111 4,230,151: Jonsson (45) Oct. 28, 1980Documento8 páginasUnited States Patent (19) (111 4,230,151: Jonsson (45) Oct. 28, 1980Stanislas AchardAinda não há avaliações
- Industrial Plant For Distillation of Sulphate TurpentineDocumento5 páginasIndustrial Plant For Distillation of Sulphate TurpentineDaniel YoworldAinda não há avaliações
- Industrial Plant For Distillation of Sulphate TurpentineDocumento5 páginasIndustrial Plant For Distillation of Sulphate TurpentineDaniel YoworldAinda não há avaliações
- Book04 - Supp ProcessDocumento6 páginasBook04 - Supp ProcessShau WilliamAinda não há avaliações
- Vacuum TheoryDocumento79 páginasVacuum TheoryrusyadAinda não há avaliações
- Membrane Filter Tester Instruction Manual: Part No. 396460 Rev. BDocumento23 páginasMembrane Filter Tester Instruction Manual: Part No. 396460 Rev. BWajid NizamiAinda não há avaliações
- Psa Operating ManualDocumento68 páginasPsa Operating Manualgautam_9694806975% (4)
- 7.3 Single-Column Rapid PSA SystemDocumento2 páginas7.3 Single-Column Rapid PSA Systemnobita18tAinda não há avaliações
- Troubleshooting FCC Circulation ProblemsDocumento6 páginasTroubleshooting FCC Circulation ProblemsLefter RinaldoAinda não há avaliações
- Dynamic Testing of CheckvalveDocumento10 páginasDynamic Testing of Checkvalveamirthraj74Ainda não há avaliações
- Relief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyDocumento3 páginasRelief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyKhaled RabeaAinda não há avaliações
- AerosolsDocumento29 páginasAerosolsKulbhushan SharmaAinda não há avaliações
- Bypass Control Valve: Special Features and ControlsDocumento13 páginasBypass Control Valve: Special Features and ControlsBrain J PérezAinda não há avaliações
- AerosolsDocumento31 páginasAerosolsArun PrasadAinda não há avaliações
- Tank Blanketing BasicsDocumento4 páginasTank Blanketing BasicsOmkar VazeAinda não há avaliações
- Relief Valves and Relief SystemsDocumento10 páginasRelief Valves and Relief Systemsmatteo2009Ainda não há avaliações
- Turbine Gland Seal Steam SystemDocumento15 páginasTurbine Gland Seal Steam SystemFahad Khalil75% (8)
- United States Patent (19) : (75) Inventor: Donald J. Hirz, Willowick, OhioDocumento9 páginasUnited States Patent (19) : (75) Inventor: Donald J. Hirz, Willowick, OhioMustafa ŞENAinda não há avaliações
- Pneumatic Test Checklist in Plants and Refinery ProjectsDocumento4 páginasPneumatic Test Checklist in Plants and Refinery Projectsmanoj thakkarAinda não há avaliações
- Pressure Safety ValvesDocumento15 páginasPressure Safety Valvesh_abdullah100% (2)
- Ep1005656b1 Fluid Sample Testing SystemDocumento27 páginasEp1005656b1 Fluid Sample Testing Systemzweisteine777Ainda não há avaliações
- Control Valve Actuators and PositionersDocumento23 páginasControl Valve Actuators and PositionersPg LisenAinda não há avaliações
- Manual Cm-760 - 780 InglesDocumento121 páginasManual Cm-760 - 780 InglesULISCHAP100% (1)
- Determination of 2 Inch WC Static Pressure Performance of Vapor Recovery Systems of Dispensing FacilitiesDocumento18 páginasDetermination of 2 Inch WC Static Pressure Performance of Vapor Recovery Systems of Dispensing FacilitiesEduardo N GanizaAinda não há avaliações
- Midterm - Unit OpsDocumento19 páginasMidterm - Unit OpsKrizzia Anne ShengAinda não há avaliações
- SJV Selection EjectorsDocumento9 páginasSJV Selection Ejectorskumarvns111Ainda não há avaliações
- Us8512443 PDFDocumento12 páginasUs8512443 PDFdollarrbillAinda não há avaliações
- 413 Impurities Testing in MedicalDocumento2 páginas413 Impurities Testing in MedicalIsmail MathakiyaAinda não há avaliações
- Level TransmitterDocumento16 páginasLevel Transmitterstolen mechieduc100% (2)
- United States PatentDocumento5 páginasUnited States PatentPraveen SinghAinda não há avaliações
- Vacuum Regulation and Its Application in Dairy FARMING ..: Mr. Amal SibiDocumento21 páginasVacuum Regulation and Its Application in Dairy FARMING ..: Mr. Amal SibiArjun CAAinda não há avaliações
- Test de Impuerzas en Gases MedicinalesDocumento2 páginasTest de Impuerzas en Gases MedicinalesCristina Piñeres GonzalezAinda não há avaliações
- Spe-104202-Pa-P (1) - 2 MarzoDocumento6 páginasSpe-104202-Pa-P (1) - 2 MarzodanonninoAinda não há avaliações
- Pneumatic Conveying - GJ74, HauckDocumento6 páginasPneumatic Conveying - GJ74, Hauckjfejfe100% (1)
- 1.00 Manual Filter Press APIDocumento14 páginas1.00 Manual Filter Press APIMarcos IdemsmoisAinda não há avaliações
- Ce422l E5 4eg2Documento5 páginasCe422l E5 4eg2Christine Joyce A. CortezAinda não há avaliações
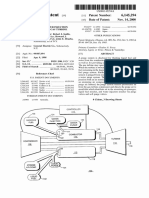
- United States Patent (19) (11) Patent Number: 6,145,294: Traver Et Al. (45) Date of Patent: Nov. 14, 2000Documento9 páginasUnited States Patent (19) (11) Patent Number: 6,145,294: Traver Et Al. (45) Date of Patent: Nov. 14, 2000Siva SubramaniyanAinda não há avaliações
- Design and Calculation of The Pressure Relief ValvesDocumento53 páginasDesign and Calculation of The Pressure Relief Valvesghassan hamadAinda não há avaliações
- BSEE Test ProcedureDocumento35 páginasBSEE Test ProcedureNatraji100% (2)
- Bio RefiningDocumento119 páginasBio RefiningBalvinder SinghAinda não há avaliações
- Succinic AcidKarya IlmiahDocumento10 páginasSuccinic AcidKarya IlmiahAnbibie FanggreaAinda não há avaliações
- E Coli Metabolica PDFDocumento98 páginasE Coli Metabolica PDFCarmen HaleAinda não há avaliações
- Separation & Purification of Crude GlycerolDocumento19 páginasSeparation & Purification of Crude GlycerolBalvinder SinghAinda não há avaliações
- Succinic AcidKarya IlmiahDocumento10 páginasSuccinic AcidKarya IlmiahAnbibie FanggreaAinda não há avaliações
- 18 Funny Facts About EngineersDocumento3 páginas18 Funny Facts About EngineersBalvinder SinghAinda não há avaliações
- A Comparative Evaluation of Physical and Chemical Properties of Biodiesel Synthesized From Edible and Non-Edible Oils and Study On The Effect of Biodiesel Blendinge EvaluationDocumento9 páginasA Comparative Evaluation of Physical and Chemical Properties of Biodiesel Synthesized From Edible and Non-Edible Oils and Study On The Effect of Biodiesel Blendinge EvaluationDr. Abdelaziz AtabaniAinda não há avaliações
- Feed Forward ControlDocumento19 páginasFeed Forward Controlsujithadharani9813Ainda não há avaliações
- Chapter 3Documento20 páginasChapter 3Balvinder SinghAinda não há avaliações
- Energies: Microbial Conversion of Waste Glycerol From Biodiesel Production Into Value-Added ProductsDocumento30 páginasEnergies: Microbial Conversion of Waste Glycerol From Biodiesel Production Into Value-Added ProductsAdrian StanAinda não há avaliações
- Diffusion: D. Crowley, 2007Documento10 páginasDiffusion: D. Crowley, 2007Balvinder SinghAinda não há avaliações
- LipaseDocumento10 páginasLipaseKoshal JadonAinda não há avaliações
- 2010 - Garrido-Ramirez Et Al - Clays and Oxide Minerals As Catalysts and Nanocatalysts in FentonDocumento11 páginas2010 - Garrido-Ramirez Et Al - Clays and Oxide Minerals As Catalysts and Nanocatalysts in FentonSoumyabrata TewaryAinda não há avaliações
- Book of Abstracts: 14 Symposium Novel Technologies and Economic Development"Documento5 páginasBook of Abstracts: 14 Symposium Novel Technologies and Economic Development"Olivera StamenkovicAinda não há avaliações
- Stearic Acid 1Documento4 páginasStearic Acid 1Mira FazziraAinda não há avaliações
- 1 s2.0 S0920586105008722 MainDocumento5 páginas1 s2.0 S0920586105008722 MainMohammad Siddiq JalilAinda não há avaliações
- Dynamic Operation of Chemical Reactors Friend or FoeDocumento9 páginasDynamic Operation of Chemical Reactors Friend or FoeSteve Wan100% (1)
- Dehkordi Et Al, 2008Documento11 páginasDehkordi Et Al, 2008jair salcedoAinda não há avaliações
- Factors Affecting Reaction RatesDocumento9 páginasFactors Affecting Reaction Ratesscsa31619Ainda não há avaliações
- Activated Carbon: For Catalyst SupportDocumento4 páginasActivated Carbon: For Catalyst SupportScott McLeanAinda não há avaliações
- Contents of Volume: Number 1Documento1.055 páginasContents of Volume: Number 1Sveti JeronimAinda não há avaliações
- DSGHRTHDDocumento12 páginasDSGHRTHDMary Grace VelitarioAinda não há avaliações
- Enzymes IntroDocumento33 páginasEnzymes IntropragyasimsAinda não há avaliações
- E. Dickson Ozokwelu.2014.TOLUENE - Kirk-Othmer Encyclopedia of Chemical Technology.Documento24 páginasE. Dickson Ozokwelu.2014.TOLUENE - Kirk-Othmer Encyclopedia of Chemical Technology.Tissa Novida Aulia ZahraAinda não há avaliações
- Asigación 1 - Equipo 2 - Sustancia 8Documento42 páginasAsigación 1 - Equipo 2 - Sustancia 8Andrea López BedoyaAinda não há avaliações
- Acryllonitrile UllmannDocumento10 páginasAcryllonitrile UllmannZek ZhangAinda não há avaliações
- SRMJEEE 2023 Sample PapersDocumento115 páginasSRMJEEE 2023 Sample PapersShreshtha JaiswalAinda não há avaliações
- 20.1999.kinetic and Catalytic Aspects in The Hydrogen Peroxide Production Via AnthraquinoneDocumento8 páginas20.1999.kinetic and Catalytic Aspects in The Hydrogen Peroxide Production Via AnthraquinonesophixAinda não há avaliações
- 5 Enzymes: 0610 BiologyDocumento9 páginas5 Enzymes: 0610 BiologyAbdul HadiAinda não há avaliações
- (NagpurStudents - Org) Chemical Reactor DesignDocumento4 páginas(NagpurStudents - Org) Chemical Reactor Designsiddharth sharmaAinda não há avaliações
- Lec29 NonanimatedgfdsaDocumento54 páginasLec29 NonanimatedgfdsaTysir SarhanAinda não há avaliações
- Tetrabutylammonium IodideDocumento5 páginasTetrabutylammonium IodideVân Tú NguyễnAinda não há avaliações
- CH-08 - Introduction To Chemical KineticsDocumento5 páginasCH-08 - Introduction To Chemical KineticsAwais AliAinda não há avaliações
- A Literature Survey On Chan-Evans-Lam Protocol For Cross-Coupling Reaction and Its Modifications and Extensions With Applications.Documento41 páginasA Literature Survey On Chan-Evans-Lam Protocol For Cross-Coupling Reaction and Its Modifications and Extensions With Applications.Debashish DasAinda não há avaliações
- Jet Force Manual GBDocumento46 páginasJet Force Manual GBAntal LeventeAinda não há avaliações
- The Chemistry of Process Development in Pharmaceutical Industry 1Documento60 páginasThe Chemistry of Process Development in Pharmaceutical Industry 1Venugopal Rao Veeramaneni100% (1)
- Dioxygen Activation by Nonheme Iron Enzymes With The 2 His 1 Carboxylate Facial Triad That Generate High Valent Oxoiron OxidantsDocumento27 páginasDioxygen Activation by Nonheme Iron Enzymes With The 2 His 1 Carboxylate Facial Triad That Generate High Valent Oxoiron OxidantsCarlotaAinda não há avaliações
- Solution Infiltration of Palladium Into MOF-5: Synthesis, Physisorption and Catalytic Properties (Documento6 páginasSolution Infiltration of Palladium Into MOF-5: Synthesis, Physisorption and Catalytic Properties (BreenteeAinda não há avaliações
- Chapter 1 Feasibility StudyDocumento102 páginasChapter 1 Feasibility Studyolescoot67% (3)
- Kinetics of Alkaline Hydrolysis of Ethyl Acetate by Conductometric Measurement Approach Over Temperature Ranges (298.15-343.15K)Documento11 páginasKinetics of Alkaline Hydrolysis of Ethyl Acetate by Conductometric Measurement Approach Over Temperature Ranges (298.15-343.15K)Mohammad Kh100% (1)
- Catalytic ConvertersDocumento3 páginasCatalytic Convertersstardustmoonlight18Ainda não há avaliações
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- Flow Analysis for Hydrocarbon Pipeline EngineeringNo EverandFlow Analysis for Hydrocarbon Pipeline EngineeringAinda não há avaliações
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesNo EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesNota: 4 de 5 estrelas4/5 (2)
- Fundamentals and Applications of Bionic Drilling FluidsNo EverandFundamentals and Applications of Bionic Drilling FluidsAinda não há avaliações
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Abrasive Water Jet Perforation and Multi-Stage FracturingNo EverandAbrasive Water Jet Perforation and Multi-Stage FracturingAinda não há avaliações
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsNo EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsNota: 4 de 5 estrelas4/5 (4)
- Casing and Liners for Drilling and Completion: Design and ApplicationNo EverandCasing and Liners for Drilling and Completion: Design and ApplicationNota: 5 de 5 estrelas5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsNo EverandWell Testing Project Management: Onshore and Offshore OperationsAinda não há avaliações
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesNo EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesAinda não há avaliações
- Guide to the Practical Use of Chemicals in Refineries and PipelinesNo EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesNota: 5 de 5 estrelas5/5 (1)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsNo EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsNota: 3.5 de 5 estrelas3.5/5 (5)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsNo EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsNota: 4 de 5 estrelas4/5 (6)
- Petroleum Production Engineering, A Computer-Assisted ApproachNo EverandPetroleum Production Engineering, A Computer-Assisted ApproachNota: 4.5 de 5 estrelas4.5/5 (11)
- Advanced Production Decline Analysis and ApplicationNo EverandAdvanced Production Decline Analysis and ApplicationNota: 3.5 de 5 estrelas3.5/5 (4)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityNo EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityNota: 3 de 5 estrelas3/5 (2)
- Gas and Oil Reliability Engineering: Modeling and AnalysisNo EverandGas and Oil Reliability Engineering: Modeling and AnalysisNota: 4.5 de 5 estrelas4.5/5 (6)
- Heavy and Extra-heavy Oil Upgrading TechnologiesNo EverandHeavy and Extra-heavy Oil Upgrading TechnologiesNota: 4 de 5 estrelas4/5 (2)