Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- OneSteel TablesDocumento34 páginasOneSteel TablesScott DennettAinda não há avaliações
- Plumbing Layout Plumbing Layout Plumbing Layout Plumbing LayoutDocumento6 páginasPlumbing Layout Plumbing Layout Plumbing Layout Plumbing LayoutMary Ann Grace LlavoresAinda não há avaliações
- Composting Greenhouse Provide HotwaterDocumento3 páginasComposting Greenhouse Provide HotwaterCompost Heated GreenhousesAinda não há avaliações
- Method Statement For Installation of Electrical Water Heaters PDFDocumento2 páginasMethod Statement For Installation of Electrical Water Heaters PDFArman ManiagoAinda não há avaliações
- Pipe Flow-Friction Factor Calculations With ExcelDocumento30 páginasPipe Flow-Friction Factor Calculations With ExcelNur Hafizah Kamilah Sapawi0% (1)
- Boq CMW Fac 11Documento27 páginasBoq CMW Fac 11Somaia Al-AkrasAinda não há avaliações
- The Daily Stoic Free PDFDocumento7 páginasThe Daily Stoic Free PDFb_woo100% (1)
- Vendor List GSPLDocumento11 páginasVendor List GSPLS Sinha RayAinda não há avaliações
- As NZS 2419-1-1994 Fire Hydrant Installations Part 1 System Design Installation and CommissioningDocumento66 páginasAs NZS 2419-1-1994 Fire Hydrant Installations Part 1 System Design Installation and CommissioningdavidAinda não há avaliações
- AWWA FlangesDocumento7 páginasAWWA Flangesb_wooAinda não há avaliações
- Hydraulic Design Guide For Copper Pipes p2Documento204 páginasHydraulic Design Guide For Copper Pipes p2Samer AL SalhiAinda não há avaliações
- Maxistab 100 MD0126 Spare Parts K Rev11!01!2016Documento82 páginasMaxistab 100 MD0126 Spare Parts K Rev11!01!2016Henry Edson Rojas TorresAinda não há avaliações
- RTJ Flange Dimensions - Class 150 To Class 2500 PDFDocumento13 páginasRTJ Flange Dimensions - Class 150 To Class 2500 PDFRommy RomanzaAinda não há avaliações
- Flat End PlatesDocumento4 páginasFlat End Platesb_wooAinda não há avaliações
- Noncondensable Gases From Geothermal Steam at Kizildere Geothermal Power Plant, TurkeyDocumento6 páginasNoncondensable Gases From Geothermal Steam at Kizildere Geothermal Power Plant, Turkeyb_wooAinda não há avaliações
- Wed 25 March 16.00 - : Hype Quiz NightDocumento1 páginaWed 25 March 16.00 - : Hype Quiz Nightb_wooAinda não há avaliações
- Overview of Thermodynamic Plant Cycles For Geothermal Power PlantsDocumento4 páginasOverview of Thermodynamic Plant Cycles For Geothermal Power Plantsb_wooAinda não há avaliações
- 10.1.1.144.9002 SW FatigueDocumento13 páginas10.1.1.144.9002 SW Fatigueb_wooAinda não há avaliações
- HWP Coupling Bolt DimsDocumento1 páginaHWP Coupling Bolt Dimsb_wooAinda não há avaliações
- Maximum Allowable Working Pressure For Seamless Pipe PDFDocumento1 páginaMaximum Allowable Working Pressure For Seamless Pipe PDFb_wooAinda não há avaliações
- Orifice PDFDocumento11 páginasOrifice PDFb_wooAinda não há avaliações
- Bolt TorqueDocumento1 páginaBolt Torqueb_wooAinda não há avaliações
- ST Dimen Prop 2007Documento118 páginasST Dimen Prop 2007b_wooAinda não há avaliações
- CPD Course ProgrammeDocumento47 páginasCPD Course Programmeb_wooAinda não há avaliações
- Ir 330Documento4 páginasIr 330b_wooAinda não há avaliações
- Sesion 5 FLOW MEASUREMENTDocumento32 páginasSesion 5 FLOW MEASUREMENTmuh amarAinda não há avaliações
- E 50B 4KG1 - Fire PDFDocumento2 páginasE 50B 4KG1 - Fire PDFdocrafiAinda não há avaliações
- Dimensions and Dimensional Tolerances of Long Radius Elbows 45 and 90 Degrees and 3D Elbows, NPS 1 - 2 To NPS 48, ASME B16.9Documento3 páginasDimensions and Dimensional Tolerances of Long Radius Elbows 45 and 90 Degrees and 3D Elbows, NPS 1 - 2 To NPS 48, ASME B16.9sennimalaiAinda não há avaliações
- Sight Flow Indicators - JohnsonDocumento6 páginasSight Flow Indicators - JohnsonltorrAinda não há avaliações
- Drafting Sanitary and Plumbing Layout and DetailsDocumento17 páginasDrafting Sanitary and Plumbing Layout and DetailsStewart MagayanoAinda não há avaliações
- List Code 17562.0144.0 LSA 004587 1 PAESI EST Ed. 01/2019 Code DescriptionDocumento48 páginasList Code 17562.0144.0 LSA 004587 1 PAESI EST Ed. 01/2019 Code DescriptionSergei DolmatAinda não há avaliações
- Recommended Installation of A Bop Control SystemDocumento8 páginasRecommended Installation of A Bop Control SystemHamid Reza BabaeiAinda não há avaliações
- Plumbing Analysis SBDocumento2 páginasPlumbing Analysis SBCaryll Buenaluz100% (1)
- Typical Hydrostatic-Vents DrainsDocumento1 páginaTypical Hydrostatic-Vents Drainsrats182Ainda não há avaliações
- Maintain Tools and Equipment - Plumbing ToolsDocumento6 páginasMaintain Tools and Equipment - Plumbing ToolsDanjo FernandezAinda não há avaliações
- KBV20 Key Operated Boiler Blowdown ValveDocumento4 páginasKBV20 Key Operated Boiler Blowdown ValveMaximilianoRodrigoCabestreroAinda não há avaliações
- Compensated Drum LevelDocumento1 páginaCompensated Drum LevelFarrukh MajeedAinda não há avaliações
- Sanitary and Plumbing System: Proposed Cerise TowerDocumento12 páginasSanitary and Plumbing System: Proposed Cerise Towertristan guarinoAinda não há avaliações
- TQ-210405C YONEKI 報價 20210415Documento2 páginasTQ-210405C YONEKI 報價 20210415莊淯淞Ainda não há avaliações
- ENGR2000 Lab2 2016Documento12 páginasENGR2000 Lab2 2016dhruv100% (1)
- Feasibility StudyDocumento3 páginasFeasibility StudyShielle Azon100% (1)
- 3 - 4 Part B Revised Price Bid Boq For Air ConditioningDocumento4 páginas3 - 4 Part B Revised Price Bid Boq For Air Conditioningkishore vpAinda não há avaliações
- Visual Inspection HRSG # 02Documento2 páginasVisual Inspection HRSG # 02Muhammad RezaAinda não há avaliações
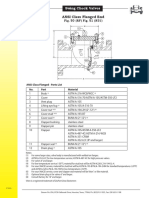
- Crown Judd Swing Check Valves Fig 50-51 API6D FlangedEndDocumento4 páginasCrown Judd Swing Check Valves Fig 50-51 API6D FlangedEndEduardo Ocaña SantosAinda não há avaliações
- Hazen-Williams Formula PDFDocumento4 páginasHazen-Williams Formula PDFyehuoy100% (1)