Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Linear Algebra Cheat SheetDocumento2 páginasLinear Algebra Cheat SheetBrian WilliamsonAinda não há avaliações
- 1001-Experimental Evaluation of A Digital Hydraulic Power Management SystemDocumento15 páginas1001-Experimental Evaluation of A Digital Hydraulic Power Management SystemPhanHathamAinda não há avaliações
- IndexDocumento197 páginasIndexPhanHathamAinda não há avaliações
- 10 5445ir1000070929 PDFDocumento239 páginas10 5445ir1000070929 PDFPhanHathamAinda não há avaliações
- 0-Development of New Hybrid ExcavatorDocumento9 páginas0-Development of New Hybrid ExcavatorPhanHathamAinda não há avaliações
- English Rhetoric PDFDocumento1 páginaEnglish Rhetoric PDFPhanHathamAinda não há avaliações
- General Brochure HESS Group EnglishDocumento19 páginasGeneral Brochure HESS Group EnglishPhanHathamAinda não há avaliações
- ZKL Brno Katalog 2007 enDocumento74 páginasZKL Brno Katalog 2007 enPhanHathamAinda não há avaliações
- MKB DissertationDocumento174 páginasMKB DissertationPhanHathamAinda não há avaliações
- TG17 - 15 Identification of EN74-1 CouplersDocumento2 páginasTG17 - 15 Identification of EN74-1 CouplersPhanHathamAinda não há avaliações
- PDF Manuel ERREM Coupler 2012 1 UK PDFDocumento7 páginasPDF Manuel ERREM Coupler 2012 1 UK PDFPhanHathamAinda não há avaliações
- Hillside College of Engineering Department of Civil EngineeringDocumento2 páginasHillside College of Engineering Department of Civil EngineeringRamsharan DhakalAinda não há avaliações
- Fatigue Life Prediction - An Overview - ScienceDirect TopicsDocumento14 páginasFatigue Life Prediction - An Overview - ScienceDirect TopicsMohamed AlaaElDinAinda não há avaliações
- Chapter 11Documento53 páginasChapter 11Vijendhar ReddyAinda não há avaliações
- 3 Statement Model: Strictly ConfidentialDocumento13 páginas3 Statement Model: Strictly ConfidentialLalit mohan PradhanAinda não há avaliações
- Valve & Amplifier Design, Valve EquivalentsDocumento51 páginasValve & Amplifier Design, Valve EquivalentsValve Data80% (5)
- 7 - Introduction To Intelligent ControlDocumento21 páginas7 - Introduction To Intelligent ControlIsmael Espinoza100% (1)
- Automatic Fruit Image Recognition System Based On Shape and Color FeaturesDocumento2 páginasAutomatic Fruit Image Recognition System Based On Shape and Color FeaturesakshayAinda não há avaliações
- CS (Ece) (Eee) (Instr) F241 - Mpi - 2023 - 24Documento3 páginasCS (Ece) (Eee) (Instr) F241 - Mpi - 2023 - 24f20212358Ainda não há avaliações
- Computer Networks: Introduction (Chapter 1)Documento92 páginasComputer Networks: Introduction (Chapter 1)Speed PianoAinda não há avaliações
- USN 18CS654: B. E. Degree (Autonomous) Sixth Semester End Examination (SEE)Documento2 páginasUSN 18CS654: B. E. Degree (Autonomous) Sixth Semester End Examination (SEE)Sarmi HarshaAinda não há avaliações
- Astm Parte 5Documento5 páginasAstm Parte 5Jimmy David Espinoza MejiaAinda não há avaliações
- Ar 4201 PDFDocumento22 páginasAr 4201 PDFRiyanPratomuSiregarAinda não há avaliações
- Pediatric Appendicitis ScoreDocumento6 páginasPediatric Appendicitis ScorePinandhito LatukolanAinda não há avaliações
- Reflexive Pronoun: Object SubjectDocumento5 páginasReflexive Pronoun: Object SubjectSiti Sarah Abdullah100% (1)
- Chapter 8Documento7 páginasChapter 8Maiane JunqueiraAinda não há avaliações
- Energy Audit Report by CPRIDocumento247 páginasEnergy Audit Report by CPRImag_ktps20021520100% (2)
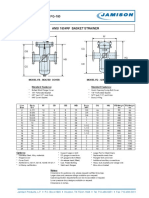
- FB-150 FQ-150 Basket StrainerDocumento1 páginaFB-150 FQ-150 Basket Strainerklich77Ainda não há avaliações
- Unit-III - EEFA - CostsDocumento70 páginasUnit-III - EEFA - CostsRamalingam ChandrasekharanAinda não há avaliações
- HSSC G PhysicsDocumento78 páginasHSSC G Physicshasnain ghazalaAinda não há avaliações
- GENERAL PHYSICS 2 - Q3 - Week 2Documento22 páginasGENERAL PHYSICS 2 - Q3 - Week 2vrejie46Ainda não há avaliações
- Omega PTFE Needle Valve - FVLT100Documento1 páginaOmega PTFE Needle Valve - FVLT100XavierAinda não há avaliações
- Full Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter ChapterDocumento36 páginasFull Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter Chapterexequycheluract6oi100% (9)
- WDH-SL3 Iom M01M40N13-07 - 1542713324932Documento72 páginasWDH-SL3 Iom M01M40N13-07 - 1542713324932irwantino susilo100% (1)
- Introduction To Research MethodsDocumento11 páginasIntroduction To Research MethodsKamlakar SadavarteAinda não há avaliações
- Tutorial - How To Use The Poser Format ExporterDocumento7 páginasTutorial - How To Use The Poser Format ExporterMimhypopbummilha SwuAinda não há avaliações
- Processing Sequence When Posting An EventDocumento5 páginasProcessing Sequence When Posting An EventSrinivas ManchiAinda não há avaliações
- X++ Control StatementsDocumento42 páginasX++ Control StatementsHarish MehraAinda não há avaliações
- Water Level Sensor (Submersible)Documento4 páginasWater Level Sensor (Submersible)anon_975837510Ainda não há avaliações
- 808D ADV Commiss Man 1218 en-USDocumento480 páginas808D ADV Commiss Man 1218 en-USBaldev SinghAinda não há avaliações