Você também pode gostar
- Managerial Ethics End Term Exam (Academic Year 2015-16)Documento8 páginasManagerial Ethics End Term Exam (Academic Year 2015-16)nikaro1989Ainda não há avaliações
- Guest SlidesDocumento474 páginasGuest Slidesnikaro1989Ainda não há avaliações
- ISDCS Outline - 2015Documento5 páginasISDCS Outline - 2015nikaro1989Ainda não há avaliações
- TQMBH14-5 - Session 04Documento28 páginasTQMBH14-5 - Session 04nikaro1989Ainda não há avaliações
- Total Quality Management - TQMBH14-5: Session 05 COPQ (Cases) + Benchmarking (Concepts)Documento14 páginasTotal Quality Management - TQMBH14-5: Session 05 COPQ (Cases) + Benchmarking (Concepts)nikaro1989Ainda não há avaliações
- Session 9 21Documento20 páginasSession 9 21nikaro1989Ainda não há avaliações
- Total Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)Documento8 páginasTotal Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)nikaro1989Ainda não há avaliações
- Quality ProblemsDocumento7 páginasQuality Problemsnikaro1989Ainda não há avaliações
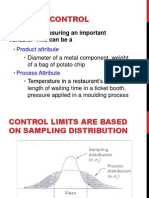
- Process Control: Starts With Measuring An Important Variable. This Can Be ADocumento40 páginasProcess Control: Starts With Measuring An Important Variable. This Can Be Anikaro1989Ainda não há avaliações
- Total Quality Management - TQMBH14-5: Session 01 Concepts + Organizational Issues & Quality CultureDocumento16 páginasTotal Quality Management - TQMBH14-5: Session 01 Concepts + Organizational Issues & Quality Culturenikaro1989Ainda não há avaliações
- Intaglio 2015 GIC Roud 2Documento5 páginasIntaglio 2015 GIC Roud 2nikaro1989Ainda não há avaliações
- National Rail Passenger Corporation (Amtrak)Documento2 páginasNational Rail Passenger Corporation (Amtrak)nikaro1989Ainda não há avaliações
- Marketing Research: Questionnaire Construction Process: Gregory J. Baleja Alma CollegeDocumento24 páginasMarketing Research: Questionnaire Construction Process: Gregory J. Baleja Alma Collegenikaro1989Ainda não há avaliações
- 3SEM07Documento18 páginas3SEM07nikaro1989Ainda não há avaliações
- Application GuidelinesDocumento5 páginasApplication Guidelinesnikaro1989Ainda não há avaliações
- Prasanna Chandra Chapter 6 SolutionDocumento14 páginasPrasanna Chandra Chapter 6 Solutionnikaro198983% (6)
- A01 REND6289 10 IM FM JLDocumento4 páginasA01 REND6289 10 IM FM JLRicardo Martínez CortésAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- 1517618394299Documento26 páginas1517618394299Nagaraju Dummu100% (1)
- OrgDocumento2 páginasOrgCariza Caballero100% (1)
- Animesh Roy Pune 8.00 YrsDocumento7 páginasAnimesh Roy Pune 8.00 Yrskingkong2011Ainda não há avaliações
- M 5 StajDocumento10 páginasM 5 Stajafzal taiAinda não há avaliações
- TITAN REPORT FinalDocumento38 páginasTITAN REPORT FinalSiddharth Bagai100% (1)
- A33CEDocumento4 páginasA33CEfausstrollAinda não há avaliações
- Ugradbeni AparatiDocumento116 páginasUgradbeni AparatiAnonymous WKf8JCmtAinda não há avaliações
- 4287 - TC - Insta Cupboards Generic 3Documento5 páginas4287 - TC - Insta Cupboards Generic 3Pst Tshuma Unathi NkosikhonaAinda não há avaliações
- NSC-400-CE-3110-MOS-01-A-Method Statement For 69kV Transmission Line ConstructionDocumento28 páginasNSC-400-CE-3110-MOS-01-A-Method Statement For 69kV Transmission Line ConstructionElisco Pher SalmasanAinda não há avaliações
- Activity Based CostingDocumento20 páginasActivity Based CostingPrashanth DarAinda não há avaliações
- Operations and Maintenance ManualDocumento29 páginasOperations and Maintenance ManualPrabakaran Muniandy100% (1)
- HDD Tool CatalogDocumento56 páginasHDD Tool CatalogYeison Llerena ArevalosAinda não há avaliações
- CM Chapetr 3Documento60 páginasCM Chapetr 3AsisGtAinda não há avaliações
- Practice DatabaseDocumento40 páginasPractice DatabaseJohn Marco LimAinda não há avaliações
- Reinforcement CalculationDocumento2 páginasReinforcement CalculationVekaymech100% (9)
- Quiz QuestionsDocumento8 páginasQuiz QuestionsSai NathAinda não há avaliações
- Digital India1Documento19 páginasDigital India1RamanAinda não há avaliações
- Hands On ExerciseDocumento6 páginasHands On ExerciseTakeaslynn Khalia GardnerAinda não há avaliações
- 11g Partitioning Features Part2Documento4 páginas11g Partitioning Features Part2Ashok ThiyagarajanAinda não há avaliações
- Wordpress Template TagsDocumento5 páginasWordpress Template TagsSerene InAinda não há avaliações
- Design and Optimization of Excavator PDFDocumento15 páginasDesign and Optimization of Excavator PDFAlexandru Furtună100% (1)
- 45-D01135-En iLEC Technology Benefits of Use PDFDocumento4 páginas45-D01135-En iLEC Technology Benefits of Use PDFcaparedeszAinda não há avaliações
- Preventive Maintenance (PM Service)Documento2 páginasPreventive Maintenance (PM Service)jim tauAinda não há avaliações
- Hands On Obiee 11gDocumento34 páginasHands On Obiee 11gkilobomboAinda não há avaliações
- MX2 Multi Function Manual en 201010Documento463 páginasMX2 Multi Function Manual en 201010gori-rAinda não há avaliações
- Advanced Control and Information Systems Handbook - 2003 (2003) (338s) PDFDocumento338 páginasAdvanced Control and Information Systems Handbook - 2003 (2003) (338s) PDFMatthew Irwin100% (1)
- Project Management Tools and TechniquesDocumento32 páginasProject Management Tools and TechniquesReena Sanehi100% (2)
- Mastercontrol Manufacturing ExcellenceDocumento7 páginasMastercontrol Manufacturing ExcellenceDeepakAinda não há avaliações
- Aviation InsuranceDocumento30 páginasAviation Insurancelaxmi sambreAinda não há avaliações
- Milling MachinesDocumento18 páginasMilling Machinessamurai7_77100% (2)