Você também pode gostar
- Lacture # (Week-03) Fluid Mechanics-IIDocumento59 páginasLacture # (Week-03) Fluid Mechanics-IIMushaf Khalid100% (1)
- SI Base Units: Quantity Name of Unit SymbolDocumento6 páginasSI Base Units: Quantity Name of Unit SymbolHazem SobhiAinda não há avaliações
- Thermal Engineering Unit-IiDocumento67 páginasThermal Engineering Unit-IiAyush SinghalAinda não há avaliações
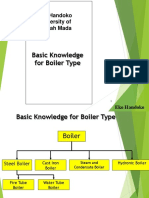
- BoilerDocumento90 páginasBoilerMargaret DaughertyAinda não há avaliações
- Chapter 4 BoilerDocumento66 páginasChapter 4 BoilerAnonymous YSdtimxAbAinda não há avaliações
- Guidance On Safe Sling UseDocumento38 páginasGuidance On Safe Sling UseearthplightAinda não há avaliações
- Aluminum-Air Batteries The Ultimate Step-By-Step GuideNo EverandAluminum-Air Batteries The Ultimate Step-By-Step GuideAinda não há avaliações
- Dony WatssDocumento49 páginasDony WatssvbugaianAinda não há avaliações
- Sample Piping System Included: Valves, Reducers and ExpandersDocumento10 páginasSample Piping System Included: Valves, Reducers and ExpandershpcasioAinda não há avaliações
- M 451 ContentDocumento66 páginasM 451 Contentsekson100% (1)
- Working PressureDocumento11 páginasWorking Pressureshojaee1063Ainda não há avaliações
- Astm 02Documento623 páginasAstm 02Bilel RebaiAinda não há avaliações
- Car Maintainer, Group B: Passbooks Study GuideNo EverandCar Maintainer, Group B: Passbooks Study GuideAinda não há avaliações
- A Simple Inverter For Flour..Documento8 páginasA Simple Inverter For Flour..Daniel Vladimir MaciucaAinda não há avaliações
- The Magnet Motor: Making Free Energy Yourself Edition 2019No EverandThe Magnet Motor: Making Free Energy Yourself Edition 2019Ainda não há avaliações
- Farm Engines and How to Run Them The Young Engineer's GuideNo EverandFarm Engines and How to Run Them The Young Engineer's GuideAinda não há avaliações
- Steam Boilers, MountingsDocumento63 páginasSteam Boilers, Mountingsswarg patelAinda não há avaliações
- Hybrid Tech Eat On Fuel CellDocumento13 páginasHybrid Tech Eat On Fuel CellhhojonAinda não há avaliações
- Treatise on Materials Science and TechnologyNo EverandTreatise on Materials Science and TechnologyAinda não há avaliações
- APV Plug Valve CatalogueDocumento40 páginasAPV Plug Valve CatalogueVeerapandianAinda não há avaliações
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNo EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinAinda não há avaliações
- Mechanical EngineeringDocumento14 páginasMechanical EngineeringEl WijaAinda não há avaliações
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverAinda não há avaliações
- Advances in Research on the Strength and Fracture of Materials: An OverviewNo EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinAinda não há avaliações
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- How To Make A BBQ BurnerDocumento14 páginasHow To Make A BBQ Burnerfoobar100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNo EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsAinda não há avaliações
- House Cooling TechniquesDocumento18 páginasHouse Cooling TechniqueskkvrttAinda não há avaliações
- The Flow of Gases in FurnacesDocumento419 páginasThe Flow of Gases in Furnacestt8576Ainda não há avaliações
- Thermal Dynamics Ultra-Cut 200 Eng-OmDocumento168 páginasThermal Dynamics Ultra-Cut 200 Eng-OmsajsigalomaAinda não há avaliações
- PVC Pipe Visit Our Web-Site:: Black Steel Pipe Stainless Steel PipeDocumento1 páginaPVC Pipe Visit Our Web-Site:: Black Steel Pipe Stainless Steel Pipejose240371Ainda não há avaliações
- Elastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsDocumento6 páginasElastomer Bellows Seal: Applications Non-Concurrent Operating ConditionsAdhie_ginthinkAinda não há avaliações
- 10 DIY Kettle BellDocumento7 páginas10 DIY Kettle BellcagedraptorAinda não há avaliações
- A Star Close Up - Building A Dirod Electrostatic GeneratorDocumento11 páginasA Star Close Up - Building A Dirod Electrostatic GeneratorTomislav JovanovicAinda não há avaliações
- Epic 1,000,000 Volt Tesla Coil: InstructablesDocumento7 páginasEpic 1,000,000 Volt Tesla Coil: Instructablessipdas 10aAinda não há avaliações
- Make Your Own Fuel! AlcoholDocumento4 páginasMake Your Own Fuel! AlcoholRoddy Pfeiffer100% (1)
- Iron Man Windmill - 8x1M 1° JULDocumento8 páginasIron Man Windmill - 8x1M 1° JULcristobal_tl2277Ainda não há avaliações
- Bme Boiler Part 1Documento49 páginasBme Boiler Part 1Ken Adams100% (1)
- IEEE Document Superheated Steam Generator by Induction HeatingDocumento4 páginasIEEE Document Superheated Steam Generator by Induction HeatingVarun ThakurAinda não há avaliações
- Tensor DL DS ManualDocumento162 páginasTensor DL DS ManualJoao RobertoAinda não há avaliações
- Building A Powdercoat Oven: Construction Page Material List ContactDocumento17 páginasBuilding A Powdercoat Oven: Construction Page Material List ContactOuellette Greg100% (1)
- Power Generation by Foot Step Method - Rack and PinionDocumento13 páginasPower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- PipefitterDocumento4 páginasPipefitterapi-78684586Ainda não há avaliações
- Site Map Site Search: Neutral Plates - QuestionsDocumento2 páginasSite Map Site Search: Neutral Plates - QuestionsChandra NurikoAinda não há avaliações
- Geet Reactor RodDocumento11 páginasGeet Reactor RodthenjhomebuyerAinda não há avaliações
- Alloy Chain Sling Working Load LimitsDocumento14 páginasAlloy Chain Sling Working Load LimitsjillianixAinda não há avaliações
- Pressure Pipe Fittings PDFDocumento64 páginasPressure Pipe Fittings PDFmonkeyDivanAinda não há avaliações
- The TransformerDocumento21 páginasThe TransformerAshok KumarAinda não há avaliações
- Re Engineering The MamodDocumento12 páginasRe Engineering The Mamoddoomrock100% (1)
- Autodesk 2019 Product KeysDocumento3 páginasAutodesk 2019 Product KeysErickson AbiolAinda não há avaliações
- Car PlansDocumento11 páginasCar Planslaurlos100% (2)
- DoubleLok ManualDocumento94 páginasDoubleLok Manualhviviani451Ainda não há avaliações
- List of BIM SoftwareDocumento6 páginasList of BIM Softwaresri87Ainda não há avaliações
- PrintDocumento12 páginasPrintNitin Daswani100% (1)
- CommaxDocumento24 páginasCommaxEduard PopescuAinda não há avaliações
- A Novel Aluminium Air Rechargeable BatteryDocumento6 páginasA Novel Aluminium Air Rechargeable Batteryjro84Ainda não há avaliações
- Tooth Paste-ExtrusionDocumento6 páginasTooth Paste-ExtrusionEaswaran NampoothiriAinda não há avaliações
- TW - Presentasi Jurnal FA - 11 Januari 2015Documento32 páginasTW - Presentasi Jurnal FA - 11 Januari 2015detriwiatnoAinda não há avaliações
- Coal GasificationDocumento4 páginasCoal GasificationNguyen Quoc NamAinda não há avaliações
- Cross LinkingDocumento1 páginaCross LinkingdetriwiatnoAinda não há avaliações
- HighTens AISI4340Documento2 páginasHighTens AISI4340wellengineerAinda não há avaliações
- CompositesDocumento21 páginasCompositesdetriwiatnoAinda não há avaliações
- Notch Strengthening Omega Research IncDocumento3 páginasNotch Strengthening Omega Research IncdetriwiatnoAinda não há avaliações
- 05 - Phase Transformation in Welding PDFDocumento36 páginas05 - Phase Transformation in Welding PDFIrfan KhanAinda não há avaliações
- Standard Reduction Potentials 298 KDocumento3 páginasStandard Reduction Potentials 298 KdetriwiatnoAinda não há avaliações
- Astm Standard Sieve PDFDocumento3 páginasAstm Standard Sieve PDFdetriwiatnoAinda não há avaliações
- Seamless Pipes - API 5L Grade X65 PSL 2Documento2 páginasSeamless Pipes - API 5L Grade X65 PSL 2shiv kr dubeyAinda não há avaliações
- METAL07 Vol3 Chase 15-21Documento7 páginasMETAL07 Vol3 Chase 15-21detriwiatnoAinda não há avaliações
- Ansys Solid Model CreationDocumento19 páginasAnsys Solid Model CreationRodrigo GarciaAinda não há avaliações
- Moonsighting For Shawwal 1434Documento3 páginasMoonsighting For Shawwal 1434detriwiatnoAinda não há avaliações
- Using Stress-Strain Data in A Finite Element Simulation - CAE Associates PDFDocumento4 páginasUsing Stress-Strain Data in A Finite Element Simulation - CAE Associates PDFdetriwiatnoAinda não há avaliações
- Iwatani Welding Seminar - FormDocumento5 páginasIwatani Welding Seminar - FormdetriwiatnoAinda não há avaliações
- Pengaruh Bentuk Takikan (Notched) Pada Poros Baja Karbon St. 60 Akibat Beban TarikDocumento5 páginasPengaruh Bentuk Takikan (Notched) Pada Poros Baja Karbon St. 60 Akibat Beban TarikDelioPradanaAinda não há avaliações
- 2007 7 Palmer JonesDocumento13 páginas2007 7 Palmer JonesGRANRICKYAinda não há avaliações
- Panji Surawijaya, Saputera Dan Muhamad Safi'iDocumento11 páginasPanji Surawijaya, Saputera Dan Muhamad Safi'idetriwiatnoAinda não há avaliações
- Mechanical Properties of Ti-6Al-4V Titanium Alloy With Submicrocrystalline Structure Produced by Severe Plastic DeformationDocumento6 páginasMechanical Properties of Ti-6Al-4V Titanium Alloy With Submicrocrystalline Structure Produced by Severe Plastic DeformationmghgolAinda não há avaliações
- Using Stress-Strain Data in A Finite Element Simulation - CAE Associates PDFDocumento4 páginasUsing Stress-Strain Data in A Finite Element Simulation - CAE Associates PDFdetriwiatnoAinda não há avaliações
- Iron Ore Pelletizing Iron Ore Pelletizing: IndustryDocumento1 páginaIron Ore Pelletizing Iron Ore Pelletizing: IndustrydetriwiatnoAinda não há avaliações
- Iso9001 2008Documento1 páginaIso9001 2008detriwiatnoAinda não há avaliações
- Blast Furnace, Coke Gas and Converter Gas For Power Production PDFDocumento3 páginasBlast Furnace, Coke Gas and Converter Gas For Power Production PDFdetriwiatnoAinda não há avaliações
- PM Products - Powder Metallurgy - European Powder Metallurgy Association (EPMA)Documento3 páginasPM Products - Powder Metallurgy - European Powder Metallurgy Association (EPMA)detriwiatnoAinda não há avaliações
- Atlas de PourbaixDocumento287 páginasAtlas de PourbaixLeandro Meneses BecerraAinda não há avaliações
- Astm Standard Sieve PDFDocumento3 páginasAstm Standard Sieve PDFdetriwiatnoAinda não há avaliações
- Bulletin Jun Jul13Documento7 páginasBulletin Jun Jul13detriwiatnoAinda não há avaliações
- Matt BellDocumento14 páginasMatt BelldetriwiatnoAinda não há avaliações
- Corel - Test Page #1Documento1 páginaCorel - Test Page #1detriwiatnoAinda não há avaliações
- Laser SettingsDocumento1 páginaLaser SettingsPedro Mendoza BarriosAinda não há avaliações
- 05-11 QCS 2014Documento8 páginas05-11 QCS 2014Raja Ahmed HassanAinda não há avaliações
- Pe and Pet BlendDocumento9 páginasPe and Pet BlendMuhammad SajjadAinda não há avaliações
- Code For Awning DesignDocumento38 páginasCode For Awning DesignmdeenkAinda não há avaliações
- Adhesive Bopp Tape PDFDocumento8 páginasAdhesive Bopp Tape PDFjitendrajain161050% (2)
- Length of Cotton FiberDocumento2 páginasLength of Cotton Fiberishajain11Ainda não há avaliações
- Aluminum Versus Zinc AnodesDocumento2 páginasAluminum Versus Zinc Anodeschrismas_gAinda não há avaliações
- Nitotile XS GroutDocumento2 páginasNitotile XS GroutBalasubramanian AnanthAinda não há avaliações
- Condulets Galco PDFDocumento6 páginasCondulets Galco PDFCesar ArroyoAinda não há avaliações
- Identification of PolymersDocumento5 páginasIdentification of PolymersNitin HansaliaAinda não há avaliações
- 7.decorative FinishesDocumento28 páginas7.decorative FinishesakurilAinda não há avaliações
- Mix Designs - Calculation Sheet (v.1)Documento24 páginasMix Designs - Calculation Sheet (v.1)Ben Walker100% (2)
- Terry Towel Some Developments For Quality ImprovementDocumento7 páginasTerry Towel Some Developments For Quality ImprovementMd Habibur Rahman HabibAinda não há avaliações
- UK Kliptec400Documento2 páginasUK Kliptec400Marcos AmorimAinda não há avaliações
- Slag Iron and SteelDocumento6 páginasSlag Iron and SteelkunalgargAinda não há avaliações
- Design and Control of Concrete Mixtures P 251-360Documento110 páginasDesign and Control of Concrete Mixtures P 251-360Narcisa RudnicAinda não há avaliações
- ACI 325.10R-95: Reported by ACI Committee 325Documento32 páginasACI 325.10R-95: Reported by ACI Committee 325edgomurAinda não há avaliações
- Rice Hull Ash CementsDocumento100 páginasRice Hull Ash CementsArn CruzAinda não há avaliações
- Devcon Plastic Putty A PDFDocumento2 páginasDevcon Plastic Putty A PDFbollidAinda não há avaliações
- ECA DatabaseDocumento22 páginasECA DatabaseRidhwan JamaludinAinda não há avaliações
- Comparitive Study of SGI & GCIDocumento3 páginasComparitive Study of SGI & GCIKunal Pandey100% (1)
- Justification Document For The Chilled Water Piping InstallationDocumento7 páginasJustification Document For The Chilled Water Piping InstallationFrancis Mayowa EzekielAinda não há avaliações
- NZS3604 2011 First Ten PagesDocumento12 páginasNZS3604 2011 First Ten PagesSaidWebbeAinda não há avaliações
- Fenomastic EnamelDocumento9 páginasFenomastic EnamelhemajsuryaAinda não há avaliações
- Nitoproof 120Documento2 páginasNitoproof 120Balasubramanian AnanthAinda não há avaliações
- Woven Fabrics AtiqDocumento291 páginasWoven Fabrics AtiqMohammed Atiqul Hoque ChowdhuryAinda não há avaliações
- Composites SmallDocumento21 páginasComposites SmallMiguel DobrogowskyAinda não há avaliações
- Bs 7916 Osb BoardDocumento30 páginasBs 7916 Osb Boardrealdaross100% (1)
- BibliographyDocumento6 páginasBibliographybernadineAinda não há avaliações
- Hollowcore Slab PSDocumento2 páginasHollowcore Slab PSsogokuAinda não há avaliações