Você também pode gostar
- What To Do When A Kiln Tire Stops MigratingDocumento16 páginasWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- The KilnDocumento43 páginasThe Kilnraja ghoshAinda não há avaliações
- Alignment of KilnDocumento27 páginasAlignment of KilnMKPashaPasha100% (5)
- Kiln MigrationDocumento3 páginasKiln Migrationfaheemqc100% (1)
- KILN TechnicalDocumento37 páginasKILN TechnicalVisnu SankarAinda não há avaliações
- Kiln MiscellaneousDocumento69 páginasKiln MiscellaneousKayıhan Çağlar88% (8)
- Phillips Kiln Tires ServicesDocumento53 páginasPhillips Kiln Tires ServicesNael100% (14)
- Kiln Mechanics - (1.3) - ''Design''.ppsDocumento110 páginasKiln Mechanics - (1.3) - ''Design''.ppsDiego AlejandroAinda não há avaliações
- Kiln Migration and Its Effect On Brick LiningDocumento3 páginasKiln Migration and Its Effect On Brick LiningJunaid Mazhar100% (2)
- 04 05 08Documento55 páginas04 05 08taghdirim100% (5)
- Kiln AlignmentDocumento30 páginasKiln AlignmentKenny Ruiz100% (1)
- Kiln MechanicsDocumento59 páginasKiln Mechanicstricky77785% (13)
- Rotary Kiln ZonesDocumento1 páginaRotary Kiln ZonesVijay BhanAinda não há avaliações
- Ball Mill Vs VRMDocumento15 páginasBall Mill Vs VRMvvananth0% (2)
- Process Problem Trouble ShootingDocumento13 páginasProcess Problem Trouble ShootingMin Zayar100% (2)
- Rotary Kilns For Cement PlantsDocumento6 páginasRotary Kilns For Cement PlantsAngshuman Dutta100% (3)
- Kiln Golden RulesDocumento19 páginasKiln Golden RulesWisnu Indriyanto50% (2)
- Hot Kiln SurveyDocumento2 páginasHot Kiln SurveyHenok Moges KassahunAinda não há avaliações
- Kiln Inlet Lamella Seal FLSDocumento2 páginasKiln Inlet Lamella Seal FLSamir100% (3)
- 2020 - 07 - SZS WPU 274Documento12 páginas2020 - 07 - SZS WPU 274pinion gearAinda não há avaliações
- FL Smidth - Mill BearingDocumento16 páginasFL Smidth - Mill Bearingzementhead100% (1)
- Kiln Mechanics - (1.4) - ''Quizz Practices''Documento7 páginasKiln Mechanics - (1.4) - ''Quizz Practices''Diego AlejandroAinda não há avaliações
- Heatcorrection of KilnDocumento4 páginasHeatcorrection of KilnMohamed Shehata100% (2)
- Thrust Roller Manual Operation and MaintenanceDocumento48 páginasThrust Roller Manual Operation and Maintenancesreeganeshr100% (2)
- D3 2 100701 Kiln Mec Behav Patroller PDFDocumento30 páginasD3 2 100701 Kiln Mec Behav Patroller PDFbulentbulut100% (3)
- MHR21924 CMC Chapter CCDocumento48 páginasMHR21924 CMC Chapter CCDede KaladriAinda não há avaliações
- Pyro ProcessingDocumento29 páginasPyro ProcessingMKPashaPasha100% (2)
- Kiln Alignment AnalysisDocumento32 páginasKiln Alignment Analysiszementhead100% (6)
- Rotary KilnDocumento66 páginasRotary KilnAbiodun Ilori100% (4)
- Clinker Cooler SystemDocumento69 páginasClinker Cooler SystemzementheadAinda não há avaliações
- GGBFS Opeartion ManualDocumento41 páginasGGBFS Opeartion ManualPushpendra Kumar KushwahaAinda não há avaliações
- Process GuidlinesDocumento20 páginasProcess GuidlinesMKPashaPasha100% (4)
- Kiln Mechanics - (4.1) - ''Action Plan''Documento5 páginasKiln Mechanics - (4.1) - ''Action Plan''Diego AlejandroAinda não há avaliações
- Enhancing Alternate Fuel in Cement Manufacturing Process: A Sustainable Technological ApproachDocumento33 páginasEnhancing Alternate Fuel in Cement Manufacturing Process: A Sustainable Technological ApproachManish Kumar100% (1)
- Tyre With Splined Kiln Tyre Fastening System, Type 1Documento29 páginasTyre With Splined Kiln Tyre Fastening System, Type 1Rahmat Hidayat100% (1)
- Docslide - Net - Optimization of Vertical Raw Mill Operation PDFDocumento32 páginasDocslide - Net - Optimization of Vertical Raw Mill Operation PDFAnonymous PEstm2c9dzAinda não há avaliações
- Kiln Control UnicemfinalDocumento26 páginasKiln Control UnicemfinalOUSSAMA LAKHILI100% (1)
- Sturtevant Separator: Learner GuideDocumento27 páginasSturtevant Separator: Learner GuideRobson DE Freitas WerlingAinda não há avaliações
- Rotary KilnDocumento58 páginasRotary KilnFrancisco Uribe Parra100% (7)
- Ball Mill EDM PDFDocumento47 páginasBall Mill EDM PDFJKAinda não há avaliações
- Support Roller - AKSDocumento31 páginasSupport Roller - AKSAnanth Iyer91% (11)
- Kiln Mechanics 222222Documento59 páginasKiln Mechanics 222222Said EL FakkoussiAinda não há avaliações
- 4.kiln SupportsDocumento74 páginas4.kiln SupportsKayıhan Çağlar96% (23)
- Fuller KilnErectionDocumento139 páginasFuller KilnErectionbulentbulut91% (11)
- Kiln Systems: Dick Bekker CTL/TTDocumento47 páginasKiln Systems: Dick Bekker CTL/TTYuri Botero100% (1)
- Chapter 9 Bearings & Expansion Joints: WSDOT Bridge Design Manual M 23-50.06 Page 9-I July 2011Documento34 páginasChapter 9 Bearings & Expansion Joints: WSDOT Bridge Design Manual M 23-50.06 Page 9-I July 2011Eddie Chan100% (1)
- Structures Repair Guidelines: Engineering (Track & Civil) GuidelineDocumento79 páginasStructures Repair Guidelines: Engineering (Track & Civil) Guidelinekhx2Ainda não há avaliações
- Structures Repair Guidelines: Engineering (Track & Civil) GuidelineDocumento79 páginasStructures Repair Guidelines: Engineering (Track & Civil) GuidelinekanosriAinda não há avaliações
- Bedienungsanleitung LMGZ ENDocumento20 páginasBedienungsanleitung LMGZ ENEric MutuaAinda não há avaliações
- t3.Kcd - XV.X Speed Blade Auia.167 OmDocumento29 páginast3.Kcd - XV.X Speed Blade Auia.167 OmDaniel RegoAinda não há avaliações
- Casting - GP0V6V-HC11-M1001-KB022-00Documento68 páginasCasting - GP0V6V-HC11-M1001-KB022-00sirous alaeiAinda não há avaliações
- t1 1 Hyo Xx-SesameDocumento27 páginast1 1 Hyo Xx-Sesamesilviu_djAinda não há avaliações
- Supplementary Operating Manual KSB EthanormDocumento10 páginasSupplementary Operating Manual KSB EthanormLucas Rizzardi SaldanhaAinda não há avaliações
- Chapter 9 Bearings & Expansion Joint PDFDocumento34 páginasChapter 9 Bearings & Expansion Joint PDFRamesh P KoiralaAinda não há avaliações
- LubricationDocumento17 páginasLubricationJagaddeesha BRAinda não há avaliações
- Investigation of the Chirajara Bridge CollapseNo EverandInvestigation of the Chirajara Bridge CollapseAinda não há avaliações
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNo EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNota: 4 de 5 estrelas4/5 (1)
- Central or Girth Gear Drive For Ball Mills - 1Documento26 páginasCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- Honeywell On SystemDocumento2 páginasHoneywell On SystemVishnu Vardhan . CAinda não há avaliações
- The Hound of Baskervilles by Sir Arthur Conan DoyleDocumento223 páginasThe Hound of Baskervilles by Sir Arthur Conan DoyleCristinaAinda não há avaliações
- Phe M3Documento2 páginasPhe M3Vishnu Vardhan . CAinda não há avaliações
- Water PumpsDocumento3 páginasWater PumpsDubaiHMARAinda não há avaliações
- HVAC & Refrigeration SystemDocumento22 páginasHVAC & Refrigeration SystemSivakumar NadarajaAinda não há avaliações
- Plate Heat Exchanger: ApplicationsDocumento2 páginasPlate Heat Exchanger: ApplicationsVishnu Vardhan . CAinda não há avaliações
- AllignmentDocumento2 páginasAllignmentVishnu Vardhan . CAinda não há avaliações
- Grinding Course: Ball Charge Design MethodsDocumento12 páginasGrinding Course: Ball Charge Design MethodsVishnu Vardhan . C100% (12)
- Kiln Drive Application Considerations Ias ArticleDocumento17 páginasKiln Drive Application Considerations Ias Articleschumi917Ainda não há avaliações
- WIS5 Imperfections 2006 PDFDocumento81 páginasWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- 07 VRM PregrinderDocumento22 páginas07 VRM PregrinderVishnu Vardhan . C100% (9)
- Mill Ventilation: Grinding With Ball Mill SystemsDocumento20 páginasMill Ventilation: Grinding With Ball Mill SystemsVishnu Vardhan . C100% (2)
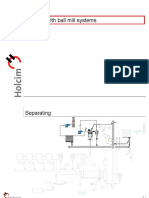
- Grinding With Ball Mill Systems: SeparatingDocumento64 páginasGrinding With Ball Mill Systems: SeparatingVishnu Vardhan . C100% (3)
- Basic WeldingDocumento40 páginasBasic WeldingVishnu Vardhan . C100% (8)
- ESP OperationDocumento22 páginasESP OperationVishnu Vardhan . C100% (1)
- 03 Ball Mill EDMDocumento47 páginas03 Ball Mill EDMVishnu Vardhan . C92% (13)
- 04 Vertical Roller MillsDocumento12 páginas04 Vertical Roller MillsVishnu Vardhan . C100% (4)
- Fans & Blowers-Calculation of PowerDocumento20 páginasFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Engineers Level Calibration InstructionsDocumento1 páginaEngineers Level Calibration InstructionsCarlos TarquinoAinda não há avaliações
- Compressed Air System Design ManualDocumento26 páginasCompressed Air System Design ManualBadrul HishamAinda não há avaliações
- Impact CrusherDocumento3 páginasImpact CrusherVishnu Vardhan . C100% (1)
- Actalyke Mini II SystemDocumento2 páginasActalyke Mini II SystemSaqib RafiqueAinda não há avaliações
- Cathode-Ray OscilloscopesDocumento3 páginasCathode-Ray OscilloscopesSreejith VaneryAinda não há avaliações
- DSP3 Quick Ref ManualDocumento6 páginasDSP3 Quick Ref ManualJolafancy100% (1)
- Communications & Power Industries TriodeDocumento2 páginasCommunications & Power Industries TriodeathinabebaAinda não há avaliações
- Crime Is Rising in Capital Cities. NOTDocumento20 páginasCrime Is Rising in Capital Cities. NOTKekeFebrianaAshariAinda não há avaliações
- Alarms Reference 0510-4.1Documento124 páginasAlarms Reference 0510-4.1Monica Ferchiu100% (1)
- Precision XVG Fuel ValveDocumento82 páginasPrecision XVG Fuel ValveRafael Torres Sabalza100% (2)
- Trumpet: Vacuum Tube MM PhonostageDocumento8 páginasTrumpet: Vacuum Tube MM PhonostageSridip BanerjeeAinda não há avaliações
- BE8161-Basic Electrical Electronics and Instrumentation Engineering Lab ManualDocumento162 páginasBE8161-Basic Electrical Electronics and Instrumentation Engineering Lab ManualAntonio LeonAinda não há avaliações
- Cathode Ray TubeDocumento12 páginasCathode Ray TubemaxxagainAinda não há avaliações
- Chevrolet 1980 LT Services - 6 E-F - Control Emisiones y EscapeDocumento48 páginasChevrolet 1980 LT Services - 6 E-F - Control Emisiones y EscapeAdrian OliferukAinda não há avaliações
- A Seminar Report On: BoilersDocumento15 páginasA Seminar Report On: Boilersshubhama434Ainda não há avaliações
- CS844 Series: Carbon/Sulfur by Combustion: Delivering The Right ResultsDocumento6 páginasCS844 Series: Carbon/Sulfur by Combustion: Delivering The Right ResultsAlfredo MarcanoAinda não há avaliações
- Pro Line Studio Apollo X 300 780200 User ManualDocumento4 páginasPro Line Studio Apollo X 300 780200 User ManualKarlJepsonAinda não há avaliações
- SM RCCT-3Documento86 páginasSM RCCT-3Suvitchat8574Ainda não há avaliações
- Combine PDFDocumento228 páginasCombine PDFSRIRAM PARASURAMANAinda não há avaliações
- 32 Samss 021Documento41 páginas32 Samss 021naruto256Ainda não há avaliações
- Thermo S Workshop Manual PDFDocumento75 páginasThermo S Workshop Manual PDFmuki461100% (1)
- Oil Mist Detector (OMD) Working, Construction, DiagramDocumento5 páginasOil Mist Detector (OMD) Working, Construction, DiagramGanesh MohiteAinda não há avaliações
- Stauff Press Spr-Prc-Poc en 03-2016Documento6 páginasStauff Press Spr-Prc-Poc en 03-2016onlymotieAinda não há avaliações
- Tubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oDocumento1 páginaTubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oSIVAAinda não há avaliações
- Installation DesignDocumento121 páginasInstallation DesignDaaniyyee AbdiisaaAinda não há avaliações
- Plasma TV: Service ManualDocumento29 páginasPlasma TV: Service ManualBasselal AlAinda não há avaliações
- Acoma Hi-300Documento2 páginasAcoma Hi-300Rilda Gigan SorengganaAinda não há avaliações
- Control Valve Accessories: - Samson KoshyDocumento49 páginasControl Valve Accessories: - Samson KoshySamson KoshyAinda não há avaliações
- Digital Arc Voltage Height Controller Operation Manual (V1.9)Documento64 páginasDigital Arc Voltage Height Controller Operation Manual (V1.9)PandegaAinda não há avaliações
- Resonant Frequency Therapy Device Patent US5908441Documento9 páginasResonant Frequency Therapy Device Patent US5908441John100% (1)
- Emi PPT2Documento103 páginasEmi PPT2akashdeep kaurAinda não há avaliações
- PINNACLE Manual CompleteDocumento78 páginasPINNACLE Manual CompleteLuis Alberto Díaz OlmedoAinda não há avaliações
- A Fully Temperature Controlled Test Chamber For The Application of Gas Sensor Characterization PDFDocumento6 páginasA Fully Temperature Controlled Test Chamber For The Application of Gas Sensor Characterization PDFAcuña Lazaro AnthonyAinda não há avaliações