Você também pode gostar
- Cuestionario SenatiDocumento2 páginasCuestionario SenatiManuel Llanos100% (1)
- Cerro Verde Triptico 2014Documento3 páginasCerro Verde Triptico 2014Manuel LlanosAinda não há avaliações
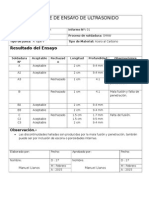
- Informe de Ensayo de UltrasonidoDocumento2 páginasInforme de Ensayo de UltrasonidoManuel Llanos100% (2)
- Resultado de Los Ensayos PQRDocumento2 páginasResultado de Los Ensayos PQRManuel LlanosAinda não há avaliações
- Check List Maquina Solda y AmoladoraDocumento2 páginasCheck List Maquina Solda y AmoladoraManuel LlanosAinda não há avaliações
- Experimento de Velocidad y Aceleración InstantáneaDocumento6 páginasExperimento de Velocidad y Aceleración InstantáneastainAinda não há avaliações
- El Pliegue de Llumeres Aplicación de Los Drones para El Estudio Geológico Estructural 3D The Llumeres Fold A 3D Structural Geology Study Approach Based On DronesDocumento5 páginasEl Pliegue de Llumeres Aplicación de Los Drones para El Estudio Geológico Estructural 3D The Llumeres Fold A 3D Structural Geology Study Approach Based On DronesmarcopumasAinda não há avaliações
- ¿Cuándo Vendrá El Reino de Dios - ¿Cuándo Gobernará La TierraDocumento4 páginas¿Cuándo Vendrá El Reino de Dios - ¿Cuándo Gobernará La TierraBRYANNMAinda não há avaliações
- Proyecto Ing Mecanica RECORREGIDODocumento32 páginasProyecto Ing Mecanica RECORREGIDOYohanny NuñezAinda não há avaliações
- Conducto ColectivoDocumento2 páginasConducto ColectivoLessly Lorena Apala RamirezAinda não há avaliações
- Hongos MicroDocumento3 páginasHongos MicroAlejandroAinda não há avaliações
- FT-FM-098 Gel Antibacterial Inst. Blue FULLERDocumento4 páginasFT-FM-098 Gel Antibacterial Inst. Blue FULLERJuan Sebastian CastroAinda não há avaliações
- Unidad 02 EnsamblarDocumento5 páginasUnidad 02 EnsamblarCristy PerezAinda não há avaliações
- Fast Ion BatteryDocumento16 páginasFast Ion BatteryMartín MaturanaAinda não há avaliações
- Planes EquipoDocumento21 páginasPlanes EquipoMonse SalazarAinda não há avaliações
- REGISTRO IVAP Aprobado Por Resolución de Superintendencia N - SUNAT Vigente Desde El 08 de Noviembre de 2004 INSTRUCCIONES PARA EL LLENADODocumento6 páginasREGISTRO IVAP Aprobado Por Resolución de Superintendencia N - SUNAT Vigente Desde El 08 de Noviembre de 2004 INSTRUCCIONES PARA EL LLENADOManuel TineoAinda não há avaliações
- Guia para La Practica - GlicemiaDocumento4 páginasGuia para La Practica - GlicemiaOLGA RUTH CALIZAYA COPAAinda não há avaliações
- Testigos en Tablero de InstrumentosDocumento3 páginasTestigos en Tablero de InstrumentosDennis GuerreroAinda não há avaliações
- Triptico El FrutoDocumento2 páginasTriptico El FrutoCintia Chaba67% (3)
- Prueba OTISDocumento7 páginasPrueba OTISHenry Alvarez85% (13)
- Flujograma de ElasticidadDocumento1 páginaFlujograma de ElasticidadValentina ZamperteguiAinda não há avaliações
- Practica 7 Electricidad Fes AragonDocumento8 páginasPractica 7 Electricidad Fes AragonOmar Aceves100% (1)
- N° Especie Nombre Científico Peso (KG) %: 1 Ishpingo Amburana Cearensis 81747.76 1% 2 Tahuarí Anthodiscus Pilosus 5060 0%Documento4 páginasN° Especie Nombre Científico Peso (KG) %: 1 Ishpingo Amburana Cearensis 81747.76 1% 2 Tahuarí Anthodiscus Pilosus 5060 0%LeslyeBautistaAinda não há avaliações
- Ensayo de La Economia ActualDocumento1 páginaEnsayo de La Economia ActualRafa Sierra70% (10)
- Por Qué No Hay Serpientes en IrlandaDocumento23 páginasPor Qué No Hay Serpientes en IrlandaRodrigoAinda não há avaliações
- 2775 Nuevos Motores ToyotaDocumento9 páginas2775 Nuevos Motores ToyotaBrahian Mijael Garrado Gonzales100% (2)
- Psicologia GeneralDocumento14 páginasPsicologia GeneralJhosy TorresAinda não há avaliações
- Solicitud para Epausyd 2020 MagallanesDocumento4 páginasSolicitud para Epausyd 2020 Magallanesmoise ceaAinda não há avaliações
- Un Puente Entre Dos VidasDocumento24 páginasUn Puente Entre Dos VidasInes CatalinaAinda não há avaliações
- Parte Urba CrissDocumento8 páginasParte Urba CrissAlexandra GonzalesAinda não há avaliações
- Doctrina de Satanas y Los DemoniosDocumento16 páginasDoctrina de Satanas y Los DemoniosANIBAL DELGADO100% (1)
- Yahvé/Allah/Adonai vs. Olodumare:La Raíz Del Problema.Documento20 páginasYahvé/Allah/Adonai vs. Olodumare:La Raíz Del Problema.AguiladIfaFoundationAinda não há avaliações
- 2011 - Barrientos - Motivación Escolar y Rendimiento Académico en Alumnos Del Cuarto Año de Secundaria de Una Institución Educativa Estatal de VenDocumento79 páginas2011 - Barrientos - Motivación Escolar y Rendimiento Académico en Alumnos Del Cuarto Año de Secundaria de Una Institución Educativa Estatal de VenmarcesierraAinda não há avaliações
- Denotación y ConnotaciónDocumento3 páginasDenotación y ConnotaciónByron TúnchezAinda não há avaliações
- Tarea 2 - Biofisica IiDocumento2 páginasTarea 2 - Biofisica Iianahi arzamendiaAinda não há avaliações