Você também pode gostar
- Unlock-Durcomet 100 (CD-4MCu)Documento8 páginasUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraAinda não há avaliações
- Corrosion Resistance Chart FlowserveDocumento8 páginasCorrosion Resistance Chart FlowserveLuis SudAinda não há avaliações
- DuplexDocumento8 páginasDuplexLoru GomezAinda não há avaliações
- Durimet 20: Bulletin A/1mDocumento6 páginasDurimet 20: Bulletin A/1mCarlosAlbertoRibeiroRuyAinda não há avaliações
- 254 SMO-Outu KumpuDocumento8 páginas254 SMO-Outu KumpujoseritoAinda não há avaliações
- 254smo (Uns 31254)Documento8 páginas254smo (Uns 31254)Yang Gul LeeAinda não há avaliações
- 8243 C008 PDFDocumento6 páginas8243 C008 PDFDarla SahulAinda não há avaliações
- High Chromium AlloyDocumento3 páginasHigh Chromium Alloykaveh-bahiraeeAinda não há avaliações
- 90-10 Copper-Nickel vs. Aluminum BrassDocumento7 páginas90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqAinda não há avaliações
- 654 SmoDocumento12 páginas654 SmoAndres Torres VillegasAinda não há avaliações
- Hot Corrosion in Gas TurbinesDocumento11 páginasHot Corrosion in Gas TurbinesMehdi AlizadAinda não há avaliações
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocumento9 páginasCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezAinda não há avaliações
- Stainless Steel Corrosion in Acidic EnvironmentsDocumento10 páginasStainless Steel Corrosion in Acidic EnvironmentsPrateep UntimanonAinda não há avaliações
- Duplex Stainless Steels in Chemical IndustryDocumento8 páginasDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesAinda não há avaliações
- RA151 28pgDocumento31 páginasRA151 28pgpipedown456Ainda não há avaliações
- 20Cb-3 Stainless: Unit DisplayDocumento13 páginas20Cb-3 Stainless: Unit DisplayZouhair BoukriAinda não há avaliações
- Sandvik SS GradesDocumento3 páginasSandvik SS Gradespipedown456Ainda não há avaliações
- Superalloys 1991 663 680Documento18 páginasSuperalloys 1991 663 680wholenumberAinda não há avaliações
- Anchor Selection Guide for Monolithic Refractory LiningsDocumento11 páginasAnchor Selection Guide for Monolithic Refractory LiningsrizalAinda não há avaliações
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Documento10 páginasDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioAinda não há avaliações
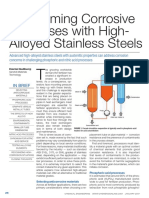
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocumento7 páginasOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDocumento40 páginasFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeAinda não há avaliações
- EngineeringWithCladSteel2ndEd PDFDocumento24 páginasEngineeringWithCladSteel2ndEd PDFUNIISCRIBDAinda não há avaliações
- Corrosion Resistan CharacteristicsDocumento41 páginasCorrosion Resistan Characteristicshispy100% (1)
- Cement Plant CorrosionDocumento7 páginasCement Plant CorrosionHemlata ChandelAinda não há avaliações
- TN1361R2Documento22 páginasTN1361R2ClydeUnionAinda não há avaliações
- Alloy 276 Spec SheetDocumento3 páginasAlloy 276 Spec SheetermusatAinda não há avaliações
- Sulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelDocumento0 páginaSulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelMatt AgonyaAinda não há avaliações
- WELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDDocumento9 páginasWELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDValentin Le TirantAinda não há avaliações
- Ss 2507Documento5 páginasSs 2507Madan YadavAinda não há avaliações
- Carpenter 20CB-Data SheetDocumento14 páginasCarpenter 20CB-Data SheetAxent BrotherAinda não há avaliações
- Erosion and Abrasion Resistance of Boride and Carbide-Based Weld OverlaysDocumento6 páginasErosion and Abrasion Resistance of Boride and Carbide-Based Weld Overlaysaop10468Ainda não há avaliações
- Urea 25 22 2 20030603Documento4 páginasUrea 25 22 2 20030603Ghulam AhmadAinda não há avaliações
- Super Austenetic Steels P45 PDFDocumento3 páginasSuper Austenetic Steels P45 PDFSyed Mahmud Habibur RahmanAinda não há avaliações
- Parr Stress Crack Corrosion InfoDocumento8 páginasParr Stress Crack Corrosion InfoBangkit Rachmat HilcaAinda não há avaliações
- Materials Selection For Membrane Plants HandlingDocumento12 páginasMaterials Selection For Membrane Plants HandlingSiddharth VAinda não há avaliações
- HCL, CL Corrosion DataDocumento8 páginasHCL, CL Corrosion DataShah RajendraAinda não há avaliações
- SELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSDocumento10 páginasSELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSacas35Ainda não há avaliações
- Duplex Stainless Steel 2507-Spec-SheetDocumento2 páginasDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananAinda não há avaliações
- Materials Selection For Corrosive EnvironmentDocumento8 páginasMaterials Selection For Corrosive EnvironmentShakeela AhmadAinda não há avaliações
- Chlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)Documento6 páginasChlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)gullenariAinda não há avaliações
- 904LDocumento5 páginas904LManish542Ainda não há avaliações
- Corrosion and Materials Selection For Amine ServiceDocumento5 páginasCorrosion and Materials Selection For Amine Servicedj22500100% (1)
- 654SMO Vs C276Documento16 páginas654SMO Vs C276陳維中Ainda não há avaliações
- Material Selection and Corrosion Resistant AlloysDocumento4 páginasMaterial Selection and Corrosion Resistant Alloysعزت عبد المنعمAinda não há avaliações
- Saramet AlloyDocumento2 páginasSaramet AlloyjeffconnorAinda não há avaliações
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldNo EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldNota: 3 de 5 estrelas3/5 (2)
- Corrosion: Corrosion ControlNo EverandCorrosion: Corrosion ControlL L ShreirNota: 5 de 5 estrelas5/5 (1)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionNo EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionAinda não há avaliações
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesNo EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášAinda não há avaliações
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlNo EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlAinda não há avaliações
- Advances in Solid Oxide Fuel Cells XNo EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffAinda não há avaliações
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyNo EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinAinda não há avaliações
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesNo EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesNota: 4.5 de 5 estrelas4.5/5 (5)
- Advances in Ceramic Armor XNo EverandAdvances in Ceramic Armor XJerry C. LaSalviaAinda não há avaliações
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IINo EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffAinda não há avaliações
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeAinda não há avaliações
- Ceramic Materials for Energy Applications VINo EverandCeramic Materials for Energy Applications VIHua-Tay LinAinda não há avaliações
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingNo EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingAinda não há avaliações
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkAinda não há avaliações
- Cavitation - Thoma GraphDocumento1 páginaCavitation - Thoma GraphAnonymous CMS3dL1TAinda não há avaliações
- Engine PumpsDocumento4 páginasEngine PumpsAnonymous CMS3dL1TAinda não há avaliações
- Amarillo Endurance-OM-09.2022Documento8 páginasAmarillo Endurance-OM-09.2022Anonymous CMS3dL1TAinda não há avaliações
- Pump Column Loss ChartDocumento2 páginasPump Column Loss ChartAnonymous CMS3dL1TAinda não há avaliações
- High Temp PumpsDocumento4 páginasHigh Temp PumpsAnonymous CMS3dL1TAinda não há avaliações
- Dewatering PumpDocumento5 páginasDewatering PumpAnonymous CMS3dL1TAinda não há avaliações
- DespieceDocumento1 páginaDespieceAnonymous CMS3dL1TAinda não há avaliações
- Catalog IA117 EDocumento5 páginasCatalog IA117 EAnonymous CMS3dL1TAinda não há avaliações
- Typical Pump Speed Torque Curve and FormulaDocumento1 páginaTypical Pump Speed Torque Curve and FormulaAnonymous CMS3dL1TAinda não há avaliações
- MS 400, MS 650: Series Submersible MixerDocumento25 páginasMS 400, MS 650: Series Submersible MixerAnonymous CMS3dL1TAinda não há avaliações
- M7L7 PDFDocumento8 páginasM7L7 PDFRANJINI02VAinda não há avaliações
- Submersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsDocumento2 páginasSubmersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsAnonymous CMS3dL1TAinda não há avaliações
- Click Back to Continental EnginesDocumento1 páginaClick Back to Continental EnginesAnonymous CMS3dL1TAinda não há avaliações
- Mixer Input DataDocumento6 páginasMixer Input DataAnonymous CMS3dL1TAinda não há avaliações
- Mixer SelectDocumento11 páginasMixer SelectAnonymous CMS3dL1TAinda não há avaliações
- MMR (50Hz) Data Booklet IA158-ADocumento15 páginasMMR (50Hz) Data Booklet IA158-AAnonymous CMS3dL1TAinda não há avaliações
- Catalog IA117 EDocumento5 páginasCatalog IA117 EAnonymous CMS3dL1TAinda não há avaliações
- Audex CatalogueDocumento16 páginasAudex CatalogueAnonymous CMS3dL1TAinda não há avaliações
- Mixer Theory 1Documento5 páginasMixer Theory 1Anonymous CMS3dL1TAinda não há avaliações
- 1103-Flygt-Compact Mixers-MixingDocumento8 páginas1103-Flygt-Compact Mixers-MixingcartagliAinda não há avaliações
- AerationDocumento9 páginasAerationfriends1xo123Ainda não há avaliações
- Folleto KTZ - ENDocumento4 páginasFolleto KTZ - ENAnonymous CMS3dL1TAinda não há avaliações
- Guideline For The Selection of Vacuum PumpsDocumento6 páginasGuideline For The Selection of Vacuum PumpsAnonymous CMS3dL1TAinda não há avaliações
- Catalog Ib102-G KtzeDocumento5 páginasCatalog Ib102-G KtzeAnonymous CMS3dL1TAinda não há avaliações
- KTZ Ktze KTD Ib107-EDocumento11 páginasKTZ Ktze KTD Ib107-EAnonymous CMS3dL1TAinda não há avaliações
- Fire Pump: Client: Plant: No. of Pumps Req'dDocumento3 páginasFire Pump: Client: Plant: No. of Pumps Req'dAnonymous CMS3dL1TAinda não há avaliações
- Nozzle Flowmeter Calculation For Liquids. ISO-5167 EquationDocumento4 páginasNozzle Flowmeter Calculation For Liquids. ISO-5167 EquationAnonymous CMS3dL1TAinda não há avaliações
- Hazardous or Classified LocationsDocumento1 páginaHazardous or Classified LocationsAnonymous CMS3dL1TAinda não há avaliações
- NPSH MarginDocumento5 páginasNPSH MarginKCFUNGAinda não há avaliações
- Dry Pit Screen FlowDocumento2 páginasDry Pit Screen FlowAnonymous CMS3dL1TAinda não há avaliações
- Welding Procedure Specification GuideDocumento23 páginasWelding Procedure Specification Guidearnoldbatista55100% (2)
- 0160e-Welding Procedures Data Sheet PDFDocumento1 página0160e-Welding Procedures Data Sheet PDFShane SAinda não há avaliações
- Welder Qualification ReportDocumento2 páginasWelder Qualification ReportSyed Mahmud Habibur RahmanAinda não há avaliações
- Solid PinsDocumento12 páginasSolid PinsHarshal JadhavAinda não há avaliações
- Lifting Lug Calculation On Dish EndDocumento156 páginasLifting Lug Calculation On Dish EndTejas Shah33% (3)
- XCC Hammers Technical Write UpDocumento3 páginasXCC Hammers Technical Write Upshani5573Ainda não há avaliações
- COLD FORMED STEEL MEMBERS AND DESIGNDocumento14 páginasCOLD FORMED STEEL MEMBERS AND DESIGNMihai MariusAinda não há avaliações
- Is 3502 2009Documento7 páginasIs 3502 2009Yugs AryaAinda não há avaliações
- API 5L X52 KorozyonDocumento8 páginasAPI 5L X52 KorozyonmahmutAinda não há avaliações
- 17-4 PH Data BulletinDocumento20 páginas17-4 PH Data Bulletinekidazu19848816Ainda não há avaliações
- Structural Fire Protection: Common Questions AnsweredDocumento6 páginasStructural Fire Protection: Common Questions AnsweredCarlos A. Estévez OránAinda não há avaliações
- Spark Optical Emission SpectrometerDocumento21 páginasSpark Optical Emission SpectrometerSylab InstrumentsAinda não há avaliações
- Eoncoat BrochureDocumento5 páginasEoncoat BrochureDavid RodriguesAinda não há avaliações
- Valtech Catalogue-1Documento44 páginasValtech Catalogue-1Bashir AliAinda não há avaliações
- Pipe Painting RFI Control Record Inspection TitlesDocumento3.339 páginasPipe Painting RFI Control Record Inspection TitlesJoseph DarwinAinda não há avaliações
- I. Storage Guidelines and Redrying: Storing Stic ElectrodesDocumento2 páginasI. Storage Guidelines and Redrying: Storing Stic ElectrodesMohammad ganiAinda não há avaliações
- Welding Procedure Specification Register: Company AddressDocumento20 páginasWelding Procedure Specification Register: Company Addressmurshid badshahAinda não há avaliações
- Mechanical Engineering Paper-I Uttakhand PaperDocumento54 páginasMechanical Engineering Paper-I Uttakhand PaperShivendu AnandAinda não há avaliações
- Lecture Notes in Metals and PolymerDocumento14 páginasLecture Notes in Metals and PolymerjoyandreaAinda não há avaliações
- EM 1110-2-2102 Chapter 6 QA Testing and Specs for WaterstopsDocumento1 páginaEM 1110-2-2102 Chapter 6 QA Testing and Specs for Waterstopsvinay rodeAinda não há avaliações
- KGT ManualDocumento25 páginasKGT ManualLeo MoltoAinda não há avaliações
- Pressure Vessels Lectures 77Documento1 páginaPressure Vessels Lectures 77Adeel NizamiAinda não há avaliações
- A1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless SteelsDocumento17 páginasA1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless Steelstjt4779100% (1)
- 12 Excavator AttachmentsDocumento31 páginas12 Excavator AttachmentsAndrey GyrychAinda não há avaliações
- General Requirements For Alloy and Stainless Steel PipeDocumento11 páginasGeneral Requirements For Alloy and Stainless Steel Pipergi178Ainda não há avaliações
- Introduction To WeldingDocumento192 páginasIntroduction To WeldingPDL IdeasAinda não há avaliações
- CR ProjectDocumento23 páginasCR Projectneelang2002Ainda não há avaliações
- Form 1.3Documento1 páginaForm 1.3Romel CarsolimAinda não há avaliações
- EWACDocumento2 páginasEWACsandeepAinda não há avaliações
- Zenith Steel BrochureDocumento4 páginasZenith Steel BrochurefebousAinda não há avaliações