Você também pode gostar
- 15.sintenax Flex Controle Blindado 1kVDocumento4 páginas15.sintenax Flex Controle Blindado 1kVgianmantAinda não há avaliações
- CSL 15 BravoDocumento12 páginasCSL 15 Bravovagner albertonAinda não há avaliações
- Filtros para ar comprimidoDocumento34 páginasFiltros para ar comprimidoGerenciamentoAinda não há avaliações
- Et - 2975 Secionador de Alta Tensão para Subestações PDFDocumento27 páginasEt - 2975 Secionador de Alta Tensão para Subestações PDFDaviMiattelloRFAinda não há avaliações
- Be 10Documento7 páginasBe 10Douglas SchusterAinda não há avaliações
- Posicionador EP5 PortuguesDocumento16 páginasPosicionador EP5 PortuguesEdison Ferreira100% (1)
- M TLY25 IR r3Documento4 páginasM TLY25 IR r3felipefurquim12100% (1)
- CompressorDocumento11 páginasCompressormanutencao inapAinda não há avaliações
- Ensaio em Bastões IsolantesDocumento10 páginasEnsaio em Bastões IsolantesAndré TeizenAinda não há avaliações
- Chave de partida estrela-triângulo para motores de induçãoDocumento30 páginasChave de partida estrela-triângulo para motores de induçãoEvelyn Thainá Ruppenthal100% (1)
- Disjuntor A Vacuo Classe 7,2kvARTECHDocumento6 páginasDisjuntor A Vacuo Classe 7,2kvARTECHMiguel Angelo QuinalhaAinda não há avaliações
- Manual de instruções compressorDocumento18 páginasManual de instruções compressorEdegar56Ainda não há avaliações
- Manual Sentron PAC3200 Portugues PDFDocumento168 páginasManual Sentron PAC3200 Portugues PDFThiagoPinheiro100% (1)
- Produção de óxido de alumínio a partir da bauxitaDocumento156 páginasProdução de óxido de alumínio a partir da bauxitaGustavo DadaltAinda não há avaliações
- Compressor de ar CSI 7.4/25 1,5 hpDocumento7 páginasCompressor de ar CSI 7.4/25 1,5 hpAlexddavid BradocAinda não há avaliações
- Instalação e manutenção de motores elétricos: guia completoDocumento90 páginasInstalação e manutenção de motores elétricos: guia completofhbaAinda não há avaliações
- Manual de Instalacao e Manutencao de Transform Adores Secos - WEGDocumento14 páginasManual de Instalacao e Manutencao de Transform Adores Secos - WEGrdpimentaAinda não há avaliações
- NBR-5419-2005 CompletaDocumento42 páginasNBR-5419-2005 CompletaAlexandre PardiniAinda não há avaliações
- Registos Corta FogoDocumento23 páginasRegistos Corta FogoP_AlmeidaAinda não há avaliações
- CT 16 - Compressor de ar de 1 estágio com 120 psigDocumento5 páginasCT 16 - Compressor de ar de 1 estágio com 120 psigDe MarcoAinda não há avaliações
- CT 19 - MS 2.3 JET MASTER - AIR PLUS Port. Rev.02 Mar-08 PDFDocumento4 páginasCT 19 - MS 2.3 JET MASTER - AIR PLUS Port. Rev.02 Mar-08 PDFasashogunAinda não há avaliações
- Vista Explodida - Wap Term 1200 Plus - TrifasDocumento20 páginasVista Explodida - Wap Term 1200 Plus - TrifasTIM PECAS100% (1)
- Embaladora Semil 1.127.005.00963 - Embaladora UniversalDocumento130 páginasEmbaladora Semil 1.127.005.00963 - Embaladora Universalinstrumentacao100% (1)
- Seleção de equipamentos para captação de fumos e gases na soldagemDocumento10 páginasSeleção de equipamentos para captação de fumos e gases na soldagemanderson_ac658Ainda não há avaliações
- Esquema Hidro PNEUMÁTICO OLSENDocumento1 páginaEsquema Hidro PNEUMÁTICO OLSENDouglasAinda não há avaliações
- Controlador E5AK - OMRONDocumento33 páginasControlador E5AK - OMRONedmilslAinda não há avaliações
- NBR 13060 - Fechadura de Embutir AuxiliarDocumento4 páginasNBR 13060 - Fechadura de Embutir AuxiliarRob0% (1)
- 025.0516-0-Manual Trein - Parafuso-Unidades-Linha 2000 e 30Documento54 páginas025.0516-0-Manual Trein - Parafuso-Unidades-Linha 2000 e 30Cristiano RenataAinda não há avaliações
- Soldagem Ao Arco SubmersoDocumento52 páginasSoldagem Ao Arco Submersovinente100% (1)
- LAPOMATIC Manual de InstruçõesDocumento8 páginasLAPOMATIC Manual de InstruçõesRegiane Harumi dos SantosAinda não há avaliações
- MANUAL FTi35 A FTi125 - REV00Documento36 páginasMANUAL FTi35 A FTi125 - REV00Losp PacmanAinda não há avaliações
- Catalogo MangueflexDocumento32 páginasCatalogo Mangueflexinforossi100% (1)
- Diagrama ComandoDocumento2 páginasDiagrama Comandosouzcesar100% (1)
- Para Raios Sprecher EnergieDocumento4 páginasPara Raios Sprecher EnergieMarcos ValleAinda não há avaliações
- Sentron Pac3100 Manual PT 01 PT-BRDocumento170 páginasSentron Pac3100 Manual PT 01 PT-BRPaulo Alexandra SilvaAinda não há avaliações
- Cst-250-Po (NR.12) (Rev.4)Documento77 páginasCst-250-Po (NR.12) (Rev.4)Conect Automação ParáAinda não há avaliações
- VLT 3000 Series Portugues PDFDocumento156 páginasVLT 3000 Series Portugues PDFDiego ManfrediniAinda não há avaliações
- Transformador de energia elétricaDocumento49 páginasTransformador de energia elétricadanielcp0% (1)
- Forum Rev 08Documento327 páginasForum Rev 08Paulo Augusto GarayAinda não há avaliações
- LED transforma tudoDocumento162 páginasLED transforma tudoThiago BarreiraAinda não há avaliações
- Paineis GA55+90YD Only FFDocumento18 páginasPaineis GA55+90YD Only FFMarcio100% (1)
- Sensor de Temperatura Termopar Funcionamento AplicaçõesDocumento5 páginasSensor de Temperatura Termopar Funcionamento AplicaçõespaulinhofreitasAinda não há avaliações
- Rele de SegurancaDocumento8 páginasRele de Segurancatcl2005Ainda não há avaliações
- Catalogo 860Documento33 páginasCatalogo 860PROSPERA100% (1)
- Lista de precios 3M y ACZDocumento564 páginasLista de precios 3M y ACZMONICA GUTIERREZ100% (1)
- WEG Controle de Parada de Emergencia CP D 10002375131 Manual Portugues BR PDFDocumento2 páginasWEG Controle de Parada de Emergencia CP D 10002375131 Manual Portugues BR PDFthiagu.l100% (1)
- Fibras Opticas SIEMENSDocumento112 páginasFibras Opticas SIEMENSjoao terraAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiAinda não há avaliações
- Informando O Consumo De Energia Por Rs232 Via Protocolo Pima Programado No ArduinoNo EverandInformando O Consumo De Energia Por Rs232 Via Protocolo Pima Programado No ArduinoAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Desenvolvimento De Projetos Para Monitoramento De Sensores Por Telemetria Com Base No Esp8266 Programado Em ArduinoNo EverandDesenvolvimento De Projetos Para Monitoramento De Sensores Por Telemetria Com Base No Esp8266 Programado Em ArduinoAinda não há avaliações
- MANUAL DE INSTALAÇÃO SOLDA EXOTÉRMICA ÍNDICE. Importante... 3 Segurança... 3Documento5 páginasMANUAL DE INSTALAÇÃO SOLDA EXOTÉRMICA ÍNDICE. Importante... 3 Segurança... 3abner kaiberAinda não há avaliações
- Processos de fabricação e acabamento de peças plásticasDocumento10 páginasProcessos de fabricação e acabamento de peças plásticasSilas NequiceAinda não há avaliações
- BR 325 BR 425 e BR 450 11.06.2007 PDFDocumento25 páginasBR 325 BR 425 e BR 450 11.06.2007 PDFvampakk100% (1)
- Estação de Solda Digital Hikari HK930 220VDocumento12 páginasEstação de Solda Digital Hikari HK930 220VEduardo Maia CardosoAinda não há avaliações
- Manual de uso do plotter de corte PCDocumento23 páginasManual de uso do plotter de corte PCMário SIlvérioAinda não há avaliações
- Manual Torneira Eletrica CardalDocumento10 páginasManual Torneira Eletrica CardalFlavioTadeudeCarvalhoAinda não há avaliações
- Chuveiro Hydra-Corona.Documento2 páginasChuveiro Hydra-Corona.FlavioTadeudeCarvalhoAinda não há avaliações
- Instalação e uso de chuveiro tradicionalDocumento2 páginasInstalação e uso de chuveiro tradicionalGeizaCristinaGomesAinda não há avaliações
- Catalogo Luminaria EmergenciaDocumento9 páginasCatalogo Luminaria EmergenciaFlavioTadeudeCarvalhoAinda não há avaliações
- Listagem de Ordens RobôDocumento71 páginasListagem de Ordens RobôcristianopeixotoAinda não há avaliações
- Luminária de emergência autônoma LEA 30 guiaDocumento2 páginasLuminária de emergência autônoma LEA 30 guiaFlavioTadeudeCarvalhoAinda não há avaliações
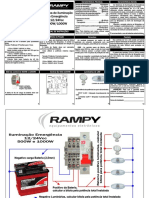
- Manual Emergencia 500 1000w r3Documento2 páginasManual Emergencia 500 1000w r3FlavioTadeudeCarvalhoAinda não há avaliações
- Planilha Estrutura OpcoesDocumento4 páginasPlanilha Estrutura OpcoesFlavioTadeudeCarvalhoAinda não há avaliações
- Manual CLK 2018 ImpressaoDocumento4 páginasManual CLK 2018 ImpressaoFlavioTadeudeCarvalhoAinda não há avaliações
- Ebook Su PDFDocumento13 páginasEbook Su PDFWandson LourençoAinda não há avaliações
- Guia Do Iniciante em OpçõesDocumento12 páginasGuia Do Iniciante em OpçõesAlessandro ErhartAinda não há avaliações
- Ebook Su PDFDocumento13 páginasEbook Su PDFWandson LourençoAinda não há avaliações
- Válvulas FundidasDocumento70 páginasVálvulas FundidasEdson AntoniettiAinda não há avaliações
- Norma AbntDocumento4 páginasNorma AbntwsmrzAinda não há avaliações
- ELECONDocumento56 páginasELECONFlavioTadeudeCarvalho100% (1)
- Catálogo - Burndy in 2015Documento112 páginasCatálogo - Burndy in 2015FlavioTadeudeCarvalhoAinda não há avaliações
- Barras e perfis Gerdau para indústriaDocumento20 páginasBarras e perfis Gerdau para indústriaGui AbwAinda não há avaliações
- TigDocumento2 páginasTigFlavioTadeudeCarvalhoAinda não há avaliações
- Válvulas Forjadas PDFDocumento84 páginasVálvulas Forjadas PDFCharlles RouçasAinda não há avaliações
- Bodas de Casamento 01 À 100 AnosDocumento3 páginasBodas de Casamento 01 À 100 AnosLPBARROSAinda não há avaliações
- Metalurgia BásicaDocumento20 páginasMetalurgia Básicalinharesjr100% (1)
- Materiais de Aviação e ProcessosDocumento231 páginasMateriais de Aviação e ProcessosSergio MonteiroAinda não há avaliações
- Catalogo Acesso REV-20-05-08 BaixaDocumento190 páginasCatalogo Acesso REV-20-05-08 BaixaOmar FonsecaAinda não há avaliações
- Status de certificação de fornecedoresDocumento14 páginasStatus de certificação de fornecedoresportesfernandoAinda não há avaliações
- Simulado para Prova Teórica de ISN1Documento12 páginasSimulado para Prova Teórica de ISN1Renato Tadeu Souza Tavares100% (1)
- Comparação técnicas soldagem quente/frio em ferro fundidoDocumento12 páginasComparação técnicas soldagem quente/frio em ferro fundidoAdilmar E. NatãnyAinda não há avaliações
- Processos Metalúrgicos de Fabricação PDFDocumento68 páginasProcessos Metalúrgicos de Fabricação PDFSamuel CostaAinda não há avaliações
- Nomenclatura dos compostos inorgânicosDocumento10 páginasNomenclatura dos compostos inorgânicosMauro DinisAinda não há avaliações
- Melhoria da Qualidade e Preocupação Ambiental no Congresso de CimentoDocumento5 páginasMelhoria da Qualidade e Preocupação Ambiental no Congresso de CimentoSeleone JúniorAinda não há avaliações
- Relatório de Química - Identificação de SubstânciasDocumento9 páginasRelatório de Química - Identificação de SubstânciasCharlescrossAinda não há avaliações
- Fazendo EspadasDocumento5 páginasFazendo EspadasRodrigo PandaAinda não há avaliações
- Lamina GemDocumento12 páginasLamina GemCarlos LouçãoAinda não há avaliações
- ComplexiometriaDocumento6 páginasComplexiometriaIgor Botelho De AlmeidaAinda não há avaliações
- Catalogo Acos Planos America SulDocumento52 páginasCatalogo Acos Planos America SulbiancogallazziAinda não há avaliações
- Subgrupos 192Documento10 páginasSubgrupos 192Erick ChagasAinda não há avaliações
- Exercicios de QuímicaDocumento7 páginasExercicios de QuímicaRobson ClementeAinda não há avaliações
- Tabela periódica: propriedades do nitrogênio, oxigênio e cobreDocumento9 páginasTabela periódica: propriedades do nitrogênio, oxigênio e cobreSheylla SilvaAinda não há avaliações
- Relatório - Cátions Grupo VDocumento4 páginasRelatório - Cátions Grupo VNathália VinagreAinda não há avaliações
- Catálogo Scalla Instrumental Cirúrgico PDFDocumento163 páginasCatálogo Scalla Instrumental Cirúrgico PDFCassioFernandoAinda não há avaliações
- Corrosão atmosférica: análise de pesquisa do IPT/SPDocumento55 páginasCorrosão atmosférica: análise de pesquisa do IPT/SPNicolas MamedeAinda não há avaliações
- NBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoDocumento7 páginasNBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoItalo Lacerda Fernandes80% (5)
- Doseamento de ferro por dicromatometriaDocumento3 páginasDoseamento de ferro por dicromatometriaSérgio FerreiraAinda não há avaliações
- Questcbes de Química Com DescritoresDocumento19 páginasQuestcbes de Química Com DescritoresIsadora Oliveira100% (1)
- Reciclagem de alumínio economiza 95% de energiaDocumento3 páginasReciclagem de alumínio economiza 95% de energiaGiovana HonórioAinda não há avaliações
- Novo Tratado Completo de Prestidigitação Hypnotismo Sonambulismo Nas Salas by Artur BjovulfDocumento102 páginasNovo Tratado Completo de Prestidigitação Hypnotismo Sonambulismo Nas Salas by Artur BjovulfLeti De RezendeAinda não há avaliações
- ABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaDocumento24 páginasABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaVictor FagundesAinda não há avaliações
- Acessórios ElétricosDocumento132 páginasAcessórios ElétricosPaulino AlexandreAinda não há avaliações
- Cimentos e Cimentação em PPFDocumento3 páginasCimentos e Cimentação em PPFThamires Rios0% (1)
- Materiais para alta temperaturaDocumento71 páginasMateriais para alta temperaturaMarcos Leandro Dos SantosAinda não há avaliações