Você também pode gostar
- Preparacion de Moldes Grupo 3Documento15 páginasPreparacion de Moldes Grupo 3Jose Castillo BurgosAinda não há avaliações
- Hierro GrisDocumento9 páginasHierro GrisJc Rl100% (1)
- Estirado en Frio y Caliente PDFDocumento5 páginasEstirado en Frio y Caliente PDFIrving Mireles Reyes100% (1)
- Cuaderno de Prácticas - Sap 2023-24Documento82 páginasCuaderno de Prácticas - Sap 2023-24hermestonto12Ainda não há avaliações
- Clase 5. 1. Transiciones Termicas. Tg.Documento17 páginasClase 5. 1. Transiciones Termicas. Tg.cristian ortizAinda não há avaliações
- 10 Ingenieria de MaterialesDocumento4 páginas10 Ingenieria de MaterialesAimee RoarAinda não há avaliações
- 0xicorte para GuiarseDocumento38 páginas0xicorte para GuiarseMauricio Santiago CristobalAinda não há avaliações
- Soldabilidad de Los Materiales PDFDocumento55 páginasSoldabilidad de Los Materiales PDFMauricio Fernando Cortes Casanga100% (1)
- Soldadura-25 preguntasDocumento2 páginasSoldadura-25 preguntasFernandoiAinda não há avaliações
- Informe TIGDocumento6 páginasInforme TIGFelipe Eduardo JimenezAinda não há avaliações
- Tipos de ColadaDocumento17 páginasTipos de ColadaFranklin OsorioAinda não há avaliações
- 8 Colada Continua - Exposicion 1Documento23 páginas8 Colada Continua - Exposicion 1LuisCharrisAinda não há avaliações
- Ejercicios de SoldaduraDocumento14 páginasEjercicios de SoldaduraMiguel100% (1)
- Doblado Con RodilloDocumento2 páginasDoblado Con RodilloMauricio Alejandro Alonso RodríguezAinda não há avaliações
- Moldes 2Documento8 páginasMoldes 2Raul Córdova MermaAinda não há avaliações
- Diapositivas de Defectos en Soldaduras EspecialesDocumento17 páginasDiapositivas de Defectos en Soldaduras EspecialesGerson Cahuana Sullca100% (1)
- SAW. Soldeo por arco sumergidoDocumento21 páginasSAW. Soldeo por arco sumergidoAntonio GarciaAinda não há avaliações
- La Forja Como Tal Estirado y ExtrusionDocumento36 páginasLa Forja Como Tal Estirado y ExtrusionJuan Carlos Regalado AnguianoAinda não há avaliações
- Reporte PavonadoDocumento6 páginasReporte PavonadoRicardo Humberto GallegosAinda não há avaliações
- METALURGICA DE LA SOLDADURA-1.pdf 11 PDFDocumento20 páginasMETALURGICA DE LA SOLDADURA-1.pdf 11 PDFJose Luis L MAinda não há avaliações
- Procesos de conformado sin arranque de virutaDocumento17 páginasProcesos de conformado sin arranque de virutaMisael LopeezAinda não há avaliações
- Laboratorio 2Documento36 páginasLaboratorio 2Mayte Olenka Miranda BandaAinda não há avaliações
- Inventor Simulación Análisis Dinámico Elementos FinitosDocumento2 páginasInventor Simulación Análisis Dinámico Elementos FinitosJuan AlmeidaAinda não há avaliações
- Ensayo de Templabilidad PresentacionDocumento28 páginasEnsayo de Templabilidad PresentacionMauricio CarmonaAinda não há avaliações
- Soldeo Por ElectrogasDocumento16 páginasSoldeo Por Electrogasnagola10Ainda não há avaliações
- Defectos cristalinos: DislocacionesDocumento4 páginasDefectos cristalinos: DislocacionesJorge O'neill MerinoAinda não há avaliações
- SOLDADURA CON HAZ DE ELECTRONES FinalDocumento28 páginasSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaAinda não há avaliações
- 4.4 Corte Por PlasmaDocumento5 páginas4.4 Corte Por PlasmaSamuel RiverollAinda não há avaliações
- Preguntas de SoldaduraDocumento5 páginasPreguntas de SoldaduratoluchiAinda não há avaliações
- Informe de SoldaduraDocumento8 páginasInforme de SoldaduraCruz Rodriguez PedroAinda não há avaliações
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDocumento9 páginas3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoAinda não há avaliações
- Defectos Del EmbutidoDocumento8 páginasDefectos Del EmbutidoAle Calixto HermosillaAinda não há avaliações
- Ensayo de TermofluenciaDocumento3 páginasEnsayo de Termofluencialduran_63Ainda não há avaliações
- Flash WeldingDocumento11 páginasFlash WeldingFelipeIgnacioDíazJofréAinda não há avaliações
- Tarea 4 Cuestionario SOLD.Documento4 páginasTarea 4 Cuestionario SOLD.Elvis Chancayauri Ylachoque100% (1)
- Pernos y SoldaduraDocumento18 páginasPernos y Soldaduraandrewww07100% (1)
- Defectologia de Piezas Fundidas Procesos FundicionDocumento6 páginasDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoAinda não há avaliações
- Tratamientos Termoquímicos.Documento11 páginasTratamientos Termoquímicos.Paula RobalinoAinda não há avaliações
- Ensayo de TermofluenciaDocumento10 páginasEnsayo de TermofluenciaBrandonBetancourthAinda não há avaliações
- Fundamentos de Soldadura SmawDocumento15 páginasFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoAinda não há avaliações
- Taller Defectologia SoldaduraDocumento10 páginasTaller Defectologia SoldaduraLina MariaAinda não há avaliações
- Forja Cincel, Campuzano Osorio Pablo.Documento6 páginasForja Cincel, Campuzano Osorio Pablo.Jesus Eduardo Campuzano OsorioAinda não há avaliações
- Convertidores de AceroDocumento30 páginasConvertidores de AceroLENIN DIEGO100% (4)
- E986 - E15 Mediciones Básicas Con Cintas ExtensometricasDocumento14 páginasE986 - E15 Mediciones Básicas Con Cintas ExtensometricasCristian Andrés Pacó MoyaAinda não há avaliações
- Portafolio Academico Fip Unsa 2018Documento4 páginasPortafolio Academico Fip Unsa 2018Andre MorningstarAinda não há avaliações
- Diagramas Ternarios y MulticomponentesDocumento18 páginasDiagramas Ternarios y MulticomponentesBart FrienderAinda não há avaliações
- Fundición-proceso antiguo de conformado metalesDocumento7 páginasFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlAinda não há avaliações
- Aceros Inoxidables y Al ManganesoDocumento35 páginasAceros Inoxidables y Al Manganesogonsazul100% (1)
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Producción Del AceroDocumento18 páginasProducción Del AceroVictor RamirezAinda não há avaliações
- Corrosión UniformeDocumento5 páginasCorrosión UniformeJuan SilvaAinda não há avaliações
- 11 Agrietamiento en Frio y en CalienteDocumento34 páginas11 Agrietamiento en Frio y en CalienteMarlon GutierrezAinda não há avaliações
- ESR_refinación_electroescoria_lingotes_aceroDocumento14 páginasESR_refinación_electroescoria_lingotes_aceroyiyohuauAinda não há avaliações
- Fundamentos de La Deformacion Plastica de Los Metales PDFDocumento30 páginasFundamentos de La Deformacion Plastica de Los Metales PDFCESAR ARTURO BAUTISTA ANAYAAinda não há avaliações
- Fundicion Por RevestimientoDocumento12 páginasFundicion Por RevestimientoEl Chocorrol ChocolatosoAinda não há avaliações
- Fisuración en caliente y fría en soldadurasDocumento13 páginasFisuración en caliente y fría en soldadurasEspinoza HectorAinda não há avaliações
- Diseños de EntradasDocumento19 páginasDiseños de EntradasCecilia Constanza Opazo ArancibiaAinda não há avaliações
- Sistema de colada: cálculo y tiposDocumento45 páginasSistema de colada: cálculo y tiposDiego Beltrán100% (1)
- Proceso de vaciado en moldesDocumento35 páginasProceso de vaciado en moldesDario Torres100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210No EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Ainda não há avaliações
- Análisis Empresas - (Rev2)Documento51 páginasAnálisis Empresas - (Rev2)Leonardo ReyesAinda não há avaliações
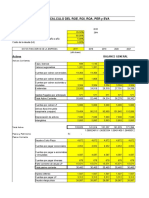
- Evaluación Económica V FinalDocumento104 páginasEvaluación Económica V FinalLeonardo ReyesAinda não há avaliações
- Ficha Tecnica Del PlanDocumento111 páginasFicha Tecnica Del PlanLeonardo ReyesAinda não há avaliações
- Formato LUP - Llenadora 8 - 003-VFDocumento5 páginasFormato LUP - Llenadora 8 - 003-VFLeonardo ReyesAinda não há avaliações
- Diagrama de Afinidad - Ejemplo de Causas de Baja ProductividadDocumento3 páginasDiagrama de Afinidad - Ejemplo de Causas de Baja ProductividadLeonardo ReyesAinda não há avaliações
- Cronograma GeneralDocumento10 páginasCronograma GeneralLeonardo ReyesAinda não há avaliações
- Prorización HORNODocumento4 páginasProrización HORNOLeonardo ReyesAinda não há avaliações
- Center Line FF 1.5LDocumento3 páginasCenter Line FF 1.5LLeonardo ReyesAinda não há avaliações
- Check List 5S para el taller de almacenamientoDocumento6 páginasCheck List 5S para el taller de almacenamientoLeonardo ReyesAinda não há avaliações
- Indicadores de ProyectoDocumento6 páginasIndicadores de ProyectoLeonardo ReyesAinda não há avaliações
- Balanceo y CapacidadesDocumento28 páginasBalanceo y CapacidadesLeonardo ReyesAinda não há avaliações
- Portada de Plan de AccionDocumento2 páginasPortada de Plan de AccionLeonardo ReyesAinda não há avaliações
- Articulo Seguridad MypesDocumento6 páginasArticulo Seguridad MypesLeonardo ReyesAinda não há avaliações
- 12 Paso 8 Estandarizar El Exito y Aprender de Los ErroresDocumento2 páginas12 Paso 8 Estandarizar El Exito y Aprender de Los ErroresLeonardo ReyesAinda não há avaliações
- Trabajo 19Documento20 páginasTrabajo 19neleb_mor22Ainda não há avaliações
- Aumentar rentabilidad InduparckDocumento2 páginasAumentar rentabilidad InduparckLeonardo ReyesAinda não há avaliações
- MaintenanceDocumento81 páginasMaintenanceLeonardo ReyesAinda não há avaliações
- Análisis de los 5 ¿Por qué? - Herramienta de resolución de problemas para identificar causas raízDocumento4 páginasAnálisis de los 5 ¿Por qué? - Herramienta de resolución de problemas para identificar causas raízLeonardo ReyesAinda não há avaliações
- Mapa de ProcesosDocumento1 páginaMapa de ProcesosLeonardo ReyesAinda não há avaliações
- 02 Ciclo-PdcaDocumento2 páginas02 Ciclo-PdcaLeonardo ReyesAinda não há avaliações
- Capacitación 5SDocumento15 páginasCapacitación 5SLeonardo ReyesAinda não há avaliações
- 07 Diagrama de Espina de PescadoDocumento3 páginas07 Diagrama de Espina de PescadoLeonardo ReyesAinda não há avaliações
- Lista de Equipos de TrabajoDocumento1 páginaLista de Equipos de TrabajoLeonardo ReyesAinda não há avaliações
- Explicacion Diagrama Fast - y Otros DiagramasDocumento15 páginasExplicacion Diagrama Fast - y Otros DiagramasLeonardo Reyes100% (1)
- Minuta de ReuniónDocumento1 páginaMinuta de ReuniónLeonardo ReyesAinda não há avaliações
- Aplicación Kano diseño producto farmacéuticoDocumento28 páginasAplicación Kano diseño producto farmacéuticoal bauerAinda não há avaliações
- Auditoría MantenimientoDocumento34 páginasAuditoría MantenimientoLeonardo Reyes100% (2)
- Indiv y OrgDocumento3 páginasIndiv y OrgLeonardo ReyesAinda não há avaliações
- TCC Alejo Figueras FinalDocumento83 páginasTCC Alejo Figueras FinalLuis TestaAinda não há avaliações
- Controlador Lógico Programable - PLCDocumento2 páginasControlador Lógico Programable - PLCLeonardo ReyesAinda não há avaliações
- Análisis de Mis 500 locos de Antonio Zaglul ElmúdesiDocumento3 páginasAnálisis de Mis 500 locos de Antonio Zaglul ElmúdesiYojayra BrujanAinda não há avaliações
- Cotizacion AspiradorDocumento2 páginasCotizacion AspiradorYen VaAinda não há avaliações
- Lineamientos para Hacer DiapositivasDocumento24 páginasLineamientos para Hacer Diapositivascdjgp100% (1)
- Plan Lector 2023Documento7 páginasPlan Lector 2023Patricia BeatrizAinda não há avaliações
- Taller de Energía y TrabajoDocumento2 páginasTaller de Energía y TrabajoWilliam ramon Matamba delgadoAinda não há avaliações
- 2° Grado - Actividad Del Dia 10 de JunioDocumento42 páginas2° Grado - Actividad Del Dia 10 de JunioANA QUINALLATAAinda não há avaliações
- Manejo de Alarmas y Seguridad ElectrónicaDocumento8 páginasManejo de Alarmas y Seguridad ElectrónicaMARTHA LUCIA VARGAS RAinda não há avaliações
- Apéndice DDocumento3 páginasApéndice DSolanda AmayaAinda não há avaliações
- Monografico MorterosDocumento98 páginasMonografico MorterosAndres RodriguezAinda não há avaliações
- Control de Lectura-Libro Roger ValladaresDocumento34 páginasControl de Lectura-Libro Roger ValladaresKeldir Esmelin Hernández OrdóñezAinda não há avaliações
- Ensayo Silla VaciaDocumento5 páginasEnsayo Silla VaciaAlisson ZambranoAinda não há avaliações
- Informe Psicológico ClínicoDocumento11 páginasInforme Psicológico ClínicoGuti SebaAinda não há avaliações
- Garcero SirivanaDocumento8 páginasGarcero SirivanajimenamartindiazAinda não há avaliações
- Bibliotec Libros PDF Saneamiento Planta TratamientoDocumento31 páginasBibliotec Libros PDF Saneamiento Planta TratamientoAlfonso Rodriguez AguilarAinda não há avaliações
- Diálogo Como Herramienta EducativaDocumento5 páginasDiálogo Como Herramienta EducativaJosé Luis Castrejón MalvaezAinda não há avaliações
- Fundición moldes metálicosDocumento6 páginasFundición moldes metálicosGuillermo CV100% (1)
- 8255Documento10 páginas8255rodrigoocoroAinda não há avaliações
- 2.5 Repaso-CinematicaDocumento3 páginas2.5 Repaso-CinematicaLenin MontenegroAinda não há avaliações
- Producción y Comercialización Del Tomate OrgánicoDocumento49 páginasProducción y Comercialización Del Tomate Orgánicoelderchiso60% (5)
- Lectura2 HPECDocumento43 páginasLectura2 HPECJhoel PeraltaAinda não há avaliações
- Estadistica Facil PDFDocumento152 páginasEstadistica Facil PDFjonatan riso100% (2)
- Errores en derecho penalDocumento4 páginasErrores en derecho penalGabycitha Hernandez FierroAinda não há avaliações
- LA BESTIA QUE ERA Y NO ES Y SERA OctavoDocumento9 páginasLA BESTIA QUE ERA Y NO ES Y SERA OctavoRoberto Toledo SolorzanoAinda não há avaliações
- Evidencia 2 ExcelDocumento2 páginasEvidencia 2 Exceloralia0% (1)
- Manual de Arquitectura 2018Documento35 páginasManual de Arquitectura 2018Junior MonteroAinda não há avaliações
- Procesos de Una HeladeriaDocumento3 páginasProcesos de Una HeladeriaJose DominguezAinda não há avaliações
- La Cura Por La PalabraDocumento9 páginasLa Cura Por La PalabraJohn EnriqueAinda não há avaliações
- Guia de Aplicacion Normas IncontecDocumento25 páginasGuia de Aplicacion Normas IncontecKRTODGAinda não há avaliações
- RDXDocumento4 páginasRDXTroy WeberAinda não há avaliações
- UntitledDocumento541 páginasUntitledSofia AlvarezAinda não há avaliações